
In high-precision manufacturing, processing steel components exceeding 50 HRC (Rockwell C) frequently involves a combination of soft machining, heat treatment, and secondary processes such as EDM (Electrical Discharge Machining) or grinding. While this sequence is widely utilized to manage material hardness, Hard Milling provides an alternative route by machining materials directly in their final hardened state.
1. Managing Dimensional Stability and Thermal Warping
A primary consideration when heat-treating parts after machining is the potential for dimensional shift. Even with controlled quenching and stress-relieving cycles, materials can exhibit unpredictable movement.
Hard Milling adjusts this sequence by completing the heat-treatment phase before the final machining operations. Cutting the material at 50 to 65 HRC allows for the definition of geometries on a stable substrate. This approach reduces the need to compensate for post-process warping and limits the requirement for secondary corrections to meet final tolerances.
2. Analysis of Surface Integrity and the “White Layer”
A technical characteristic of EDM is the formation of a “White Layer”—a thin, brittle re-hardened zone resulting from the thermal energy of electrical sparks. In applications subject to high dynamic loads, such as specific aerospace components or high-cycle molds, this layer can be a contributing factor to micro-cracking and fatigue failure.
Hard Milling, as a mechanical cutting process, preserves the original metallurgical structure of the steel. By maintaining the consistent grain orientation of the substrate, the process supports the long-term fatigue strength and structural reliability of the component.
3. Surface Finish and Process Integration (Ra 0.2μm)
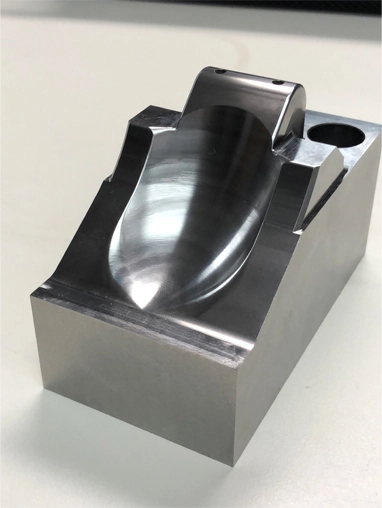
Manual polishing is a variable-heavy process that can influence final part consistency. Hard milling is capable of achieving surface finishes in the range of Ra 0.2μm directly during the CNC cycle.
This level of finish results in a near-mirror surface, comparable to the reflective finish found on high-end consumer electronics frames or the functional surfaces of medical implants. Achieving this refinement directly on the machine effectively addresses the texture issues common in standard machining (Ra 3.2), often allowing the component to proceed to inspection without additional manual benchwork.
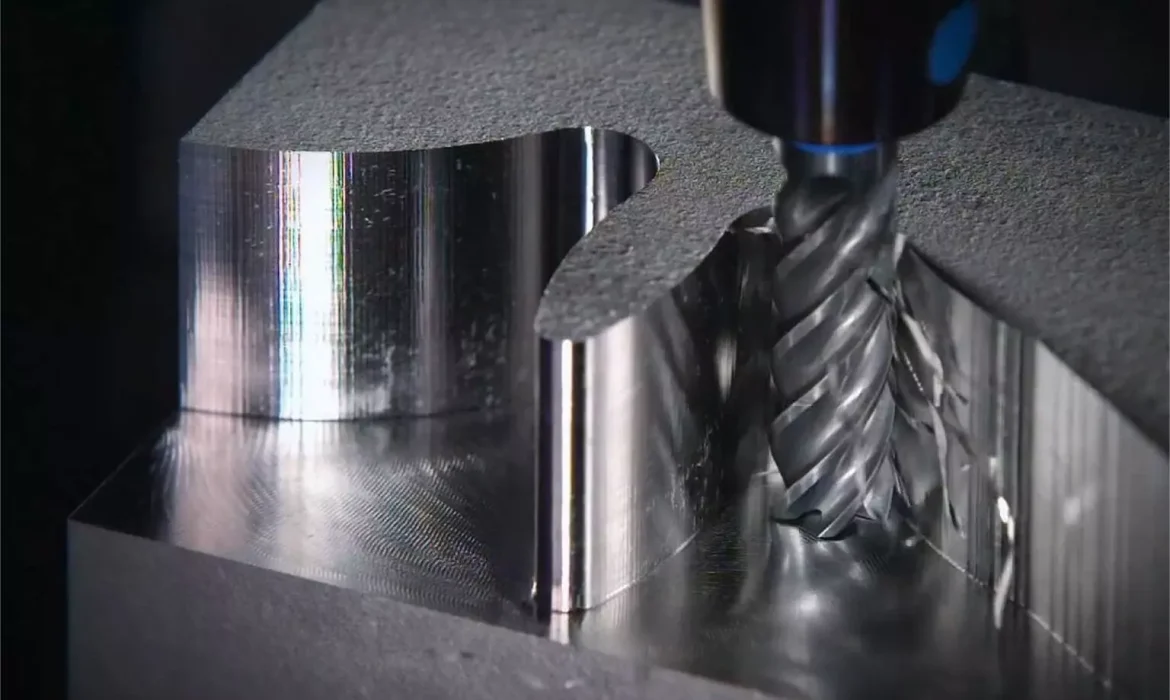
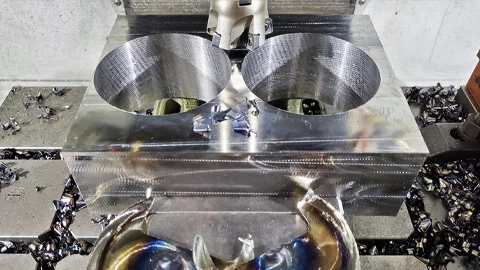
4. Thermal Dynamics in Hardened Material Machining
The management of thermal energy is a critical factor when cutting steel at 60 HRC. The process utilizes high cutting speeds where a significant portion of the generated heat is transferred into the chips rather than the workpiece. As these chips are evacuated, they carry the thermal energy away from the tool-workpiece interface, which helps maintain the thermal stability of the part and prevents structural degradation of the material.
Technical Comparison: Hard Milling vs. EDM-Based Workflows
| Parameter | Common EDM-Based Path | Integrated Hard Milling Path |
| Process Sequence | Multi-setup: Soft Machine → Quench → EDM | Single-setup: Heat Treat → Hard Mill |
| Dimensional Control | Influenced by post-quench shift | Controlled on the final hardened state |
| Material State | Potential for brittle “White Layer” | Preserved metallurgical structure |
| Surface Result | Typically matte; often requires polishing | Near-mirror (Ra 0.2); often ready-to-use |
| Cycle Efficiency | Includes logistical steps between phases | Compressed through process integration |
Conclusion
Hard Milling is a specialized process suited for specific applications involving D2, H13, or hardened stainless steels. It offers a logical path for reducing lead times and maintaining high part integrity in precision projects.
For components requiring tolerances within the +/- 0.005mm range on hardened substrates, hard milling provides a highly predictable manufacturing outcome. We invite technical inquiries and STEP file submissions for a Design for Manufacturability (DFM) review to determine the suitability of this process for your specific requirements.

Frequently Asked Questions (FAQ)
1. Which steel grades are best suited for the hard milling process?
Hard milling is highly effective for tool steels and alloy steels that reach high hardness levels after heat treatment. Common materials include H13 (hot-work tool steel), D2 (cold-work tool steel), S7 (shock-resisting steel), and 400-series stainless steels. It is also frequently used for High-Speed Steel (HSS) components in cutting tool applications.
2. Can hard milling replace EDM (Electrical Discharge Machining) entirely?
While hard milling significantly reduces the need for EDM, it is not a total replacement. EDM remains necessary for features with extremely deep ribs, sharp internal corners (zero radius), or very high aspect ratio cavities where tool reach and rigidity become limiting factors. We often use a hybrid approach to maximize efficiency.
3. How does hard milling achieve such tight tolerances on hardened material?
Precision is maintained through a combination of high-rigidity CNC platforms, shrink-fit tool holders (which minimize run-out), and advanced CAM strategies like trochoidal milling. These factors ensure that the tool engagement remains constant, preventing the deflection and vibration that typically occur when cutting 50+ HRC materials.
4. Is hard milling cost-effective for small batch production?
Yes. Because hard milling consolidates the workflow into a single setup—eliminating the logistics between machining, heat treatment, and secondary finishing—it is often more cost-effective for small batches and prototypes. The reduction in lead time and setup costs typically offsets the higher cost of specialized cutting tools.
5. Does the heat from hard milling affect the workpiece’s properties?
When executed correctly using high cutting speeds, the thermal energy is transferred into the chips rather than the part. This prevents the formation of a Heat-Affected Zone (HAZ) or “White Layer,” ensuring the metallurgical integrity of the substrate remains unchanged.



