
CNC milling aluminum is one of the most popular and cost-effective methods for manufacturing precision metal components. Whether you need prototypes, small batch production, or complex structural parts, aluminum offers excellent strength-to-weight ratio, good corrosion resistance, and easy machinability.
However, many projects encounter issues like rough surface finish, part deformation, chip welding, or short tool life. This guide shares practical advice to help you get better results when working with CNC machining services.
The Advantages of CNC Machined Aluminum Parts
Aluminum is widely used in aerospace, automotive, medical, electronics, and robotics. It is lightweight yet strong, conducts heat and electricity well, and is ideal for heat sinks, enclosures, brackets, and structural components.
Compared to materials like titanium or stainless steel, aluminum is much easier to machine. This allows faster production speeds and smoother finishes. Modern CNC machines can consistently achieve tolerances of ±0.01mm, which is difficult to match with casting or 3D printing at scale.
How to Choose the Right Aluminum Alloy
The best alloy depends on your part’s strength needs, corrosion requirements, and budget.
| Alloy Grade | Machinability | Strength | Corrosion Resistance | Price Level | Common Applications |
|---|---|---|---|---|---|
| 6061-T6 | Very Easy | Medium-High | Excellent | Low | Frames, brackets, enclosures |
| 7075-T6 | Moderate | Very High | Fair | Medium-High | Aerospace, high-stress parts |
| 5052-H32 | Easy | Medium | Excellent | Low | Marine, chemical equipment |
| 2024-T3 | Moderate | High | Fair | Medium | Fatigue-resistant structures |
Recommendation: Start with 6061-T6 for most projects. It offers the best balance of performance, cost, and ease of machining. Use 7075-T6 only when you need maximum strength, and 5052 when corrosion resistance is critical.
Important Tip for Thin-Walled Parts: Many aluminum plates contain internal residual stresses from the manufacturing process (rolling or heat treatment). When you machine thin-walled parts (especially walls thinner than 3mm), you remove a lot of material and release these stresses. This often causes the part to warp, twist, or bend after machining, making it hard to keep tight tolerances.
To solve this problem, request stress-relieved material. Common stress-relieved tempers include:
- 6061-T651 (most recommended for general use)
- 7075-T651 or 7075-T7351 (for high-strength applications)
These tempers undergo a special stretching or heat treatment process that greatly reduces internal stresses. As a result, your thin-walled parts stay much flatter and more stable after CNC milling.
When placing an order with a CNC machining service, simply specify “6061-T651 stress-relieved plate” instead of regular 6061-T6. The price difference is usually small, but it can dramatically improve dimensional accuracy and reduce the risk of parts being rejected due to warping.

Tooling: 2-Flute vs 3-Flute End Mills

- 2-Flute End Mills: Best for roughing, slotting, and deep pockets. They have larger chip spaces, which helps chips evacuate easily and prevents sticking to the tool.
- 3-Flute End Mills: Better rigidity, ideal for finishing and high-speed contouring. They produce smoother surfaces with less vibration.
Best Approach: Use 2-flute tools for roughing to remove material quickly, then switch to 3-flute tools for finishing to achieve better accuracy and surface quality. Quality carbide tools with polished flutes and coatings work best.
Machining Guidelines
You don’t need to set these parameters yourself, but understanding them helps when discussing your project with a CNC service provider.
For 6061 aluminum (most common), machining can be done at higher speeds for good efficiency. For 7075, more conservative settings are used to avoid overheating.
Key factors for good results:
- Proper coolant or lubrication to flush away chips and prevent material from sticking to the tool.
- Secure but gentle clamping, especially on thin walls, to avoid distortion.
- Adjusted speeds and depths during finishing for smoother surfaces.
Design Tips to Reduce Cost and Improve Quality
- Wall Thickness: Keep walls at least 1.0mm thick where possible. Thinner than 0.8mm increases risk and cost.
- Internal Corners: Use a radius of at least 0.5–1 times the tool diameter. Sharp corners cause tool stress and poor finish.
- Pocket Depth: Try to keep depth within 4 times the tool diameter for better chip removal.
- Tolerances: Only specify tight tolerances (±0.02mm or better) where absolutely necessary, as they increase machining time and price.
Surface Finish and Additional Treatments
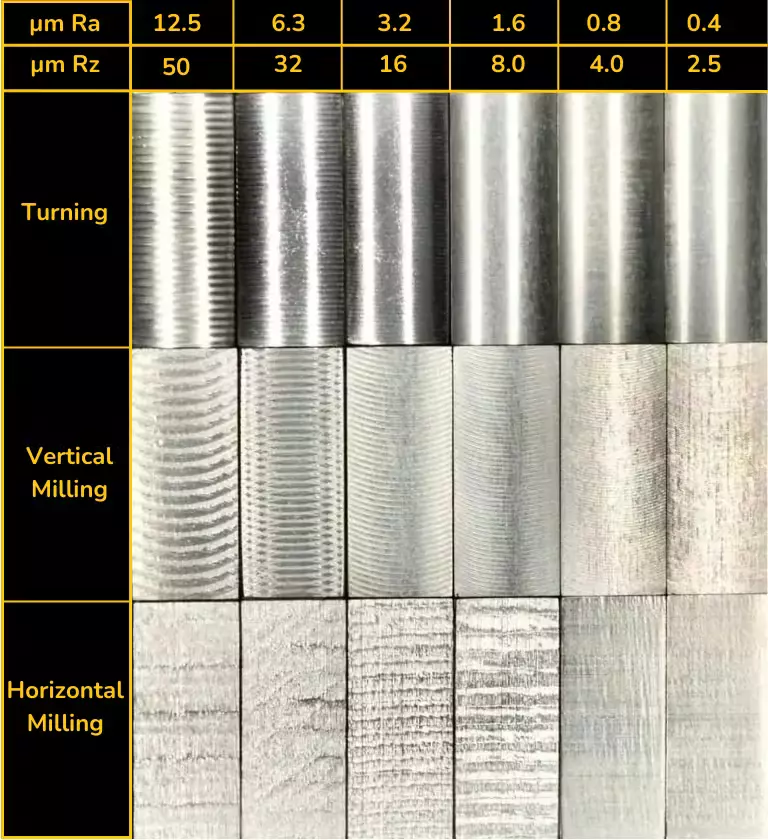
As-machined aluminum parts usually have a smooth finish between Ra 0.4–0.8μm. Common secondary treatments include:
- Anodizing (Type II or III) for better wear resistance and color options.
- Chemical conversion coating (Alodine) when you need to maintain electrical conductivity.
Factors That Affect Cost
Using 6061-T6, standard tool sizes, and reasonable tolerances keeps costs lower. Higher quantities reduce the per-part price because setup costs are spread across more pieces.
Frequently Asked Questions
How do you confirm the material is genuine? Reliable CNC services provide Material Test Reports (MTRs) that show the exact alloy composition.
How do you ensure tight tolerances? Professional shops use precision measuring equipment like CMM and provide First Article Inspection (FAI) reports.
How does order quantity affect price and delivery? Small orders (1–10 pieces) have higher per-part costs due to setup. Larger orders (100+ pieces) are more economical. Typical lead times are 7–15 days.
How is my design protected? Reputable manufacturers sign NDAs and use secure file transfer systems.
What is the most common issue when machining aluminum? Poor chip removal and insufficient coolant, which causes material to stick to the tool and leads to bad surface quality.
Conclusion
Successful CNC aluminum milling comes from good material choice, proper tooling, smart design, and experienced manufacturing partners. Following these practices helps you get high-quality parts with fewer defects and better value.
Ready to start your aluminum project? Contact our engineering team for a free DFM review and detailed quote. We’re here to help you produce reliable, cost-effective CNC milled aluminum components.



