
In the world of high-precision manufacturing, the transition from a digital CAD model to a physical component is a process governed by the unforgiving laws of thermodynamics and material science. For procurement managers and project leads in sectors like medical devices, surgical robotics, and aerospace UAVs, the quality of CNC operations is the invisible force that determines whether your assembly fits perfectly on day one or fails six months later in the field.
The most common trap in modern supply chains is the “visual compliance” trap. A part can look exactly like your 3D design and still be a ticking time bomb of internal stresses and microscopic cracks. Understanding the technical logic behind machining processes—from Milling and Turning to Boring and Grinding—isn’t just for engineers; it’s a vital risk management tool for buyers. By knowing how these operations interact with the metal substrate, you can audit your suppliers effectively and ensure your “physical reality” matches your engineering vision without expensive mid-project corrections.
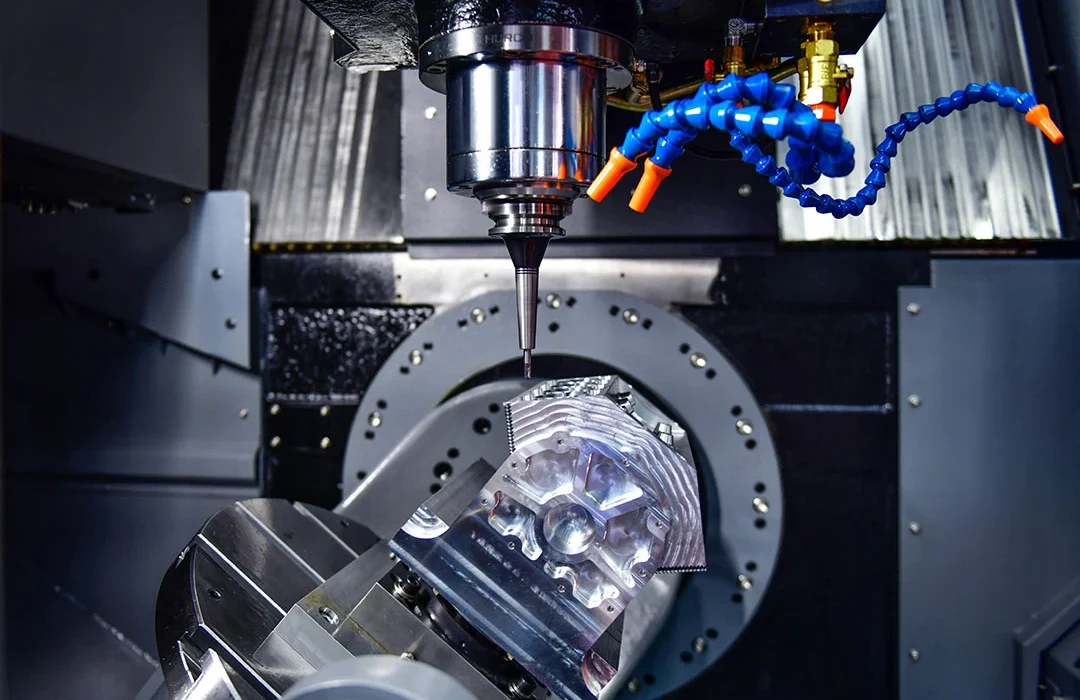
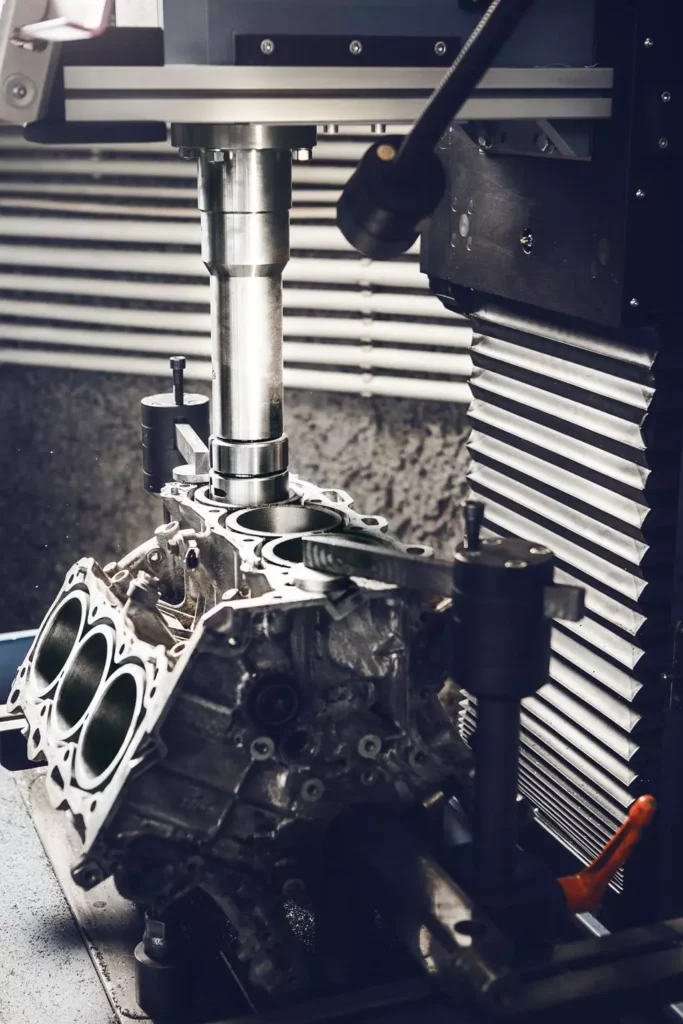
1. CNC Milling: Beyond Surface Aesthetics and the Science of Chip Load


CNC Milling is the primary operation for creating complex, prismatic shapes—from robotic structural limbs to intricate aerospace housings. While most shops can produce the general geometry, the “how” behind the milling dictates the long-term structural integrity of your part.
In standard milling, a frequent but often ignored issue is harmonic vibration, commonly known as “chatter.” When a milling cutter enters a deep cavity or a sharp internal corner, the sudden spike in cutting force causes the tool to vibrate. You might see a slightly wavy finish on the surface, but the real danger is sub-surface. High vibration creates microscopic stress risers in the metal. If your part is used in a high-vibration environment, such as a drone motor mount, these invisible cracks will eventually expand under load, leading to sudden fatigue failure.
To protect your project, professional CNC operations prioritize “Toolpath Physics” over simple material removal. We focus on maintaining a consistent Chip Load—the amount of material each tooth of the cutter takes per revolution. We utilize circular cutting motions known as trochoidal milling. This strategy ensures that the heat generated during the process is transferred into the metal chips (the waste) rather than staying in your part. By keeping the part cool, we prevent Heat-Affected Zones (HAZ) that can make the metal brittle or soft. For a buyer, this means you are receiving a part that is metallurgically sound, significantly reducing the risk of expensive field recalls.
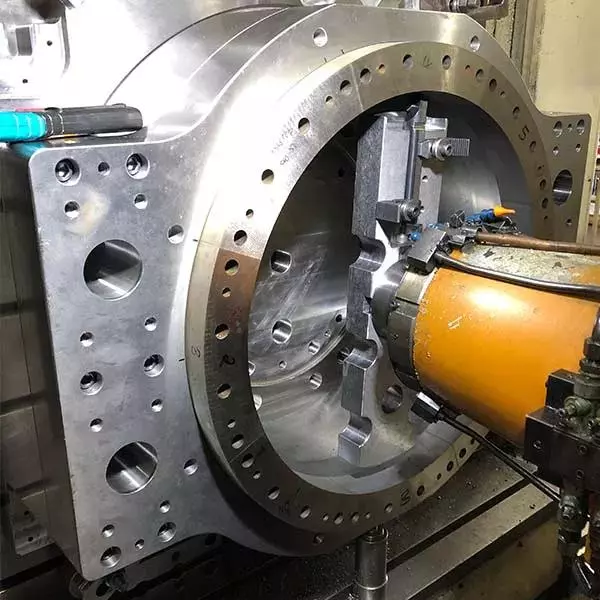
2. CNC Turning and Boring: The Battle for Concentricity and Cylindricity


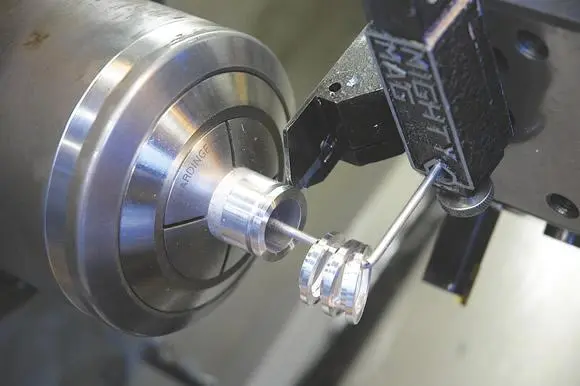
For any component that rotates—such as drive shafts, spacers, or gear housings—CNC Turning and Boring are the essential operations. In these processes, the primary risk to your assembly line isn’t just a wrong dimension; it’s “runout” and “tapering.”
In a Turning operation, the workpiece rotates at high speed while a stationary tool removes material. A frequent quality failure occurs when long, slender shafts “push away” from the tool under pressure—a phenomenon known as Tool Deflection. This results in a shaft that is slightly thicker in the middle or at the ends. If you are buying drive shafts for a robotic assembly, even a deviation of 0.01mm in Cylindricity over a long distance can cause the shaft to wobble. This wobble creates friction, destroys bearings, and leads to premature motor failure.
CNC Boring takes this precision a step further by refining the internal diameter of a hole. While a standard Drilling operation makes a hole, boring makes it “true.” In robotics, where a bearing must be “pressed” into a housing with a specific amount of interference fit, the boring operation is what makes that fit possible. If the boring tool has even a few microns of “wobble,” the resulting hole will be oval rather than circular. For a procurement manager, this manifests as an assembly line bottleneck: your team will find some parts that are too tight to fit and others that are too loose to stay secure. High-precision boring ensures 100% assembly compatibility, eliminating the hidden costs of manual sorting and rework.
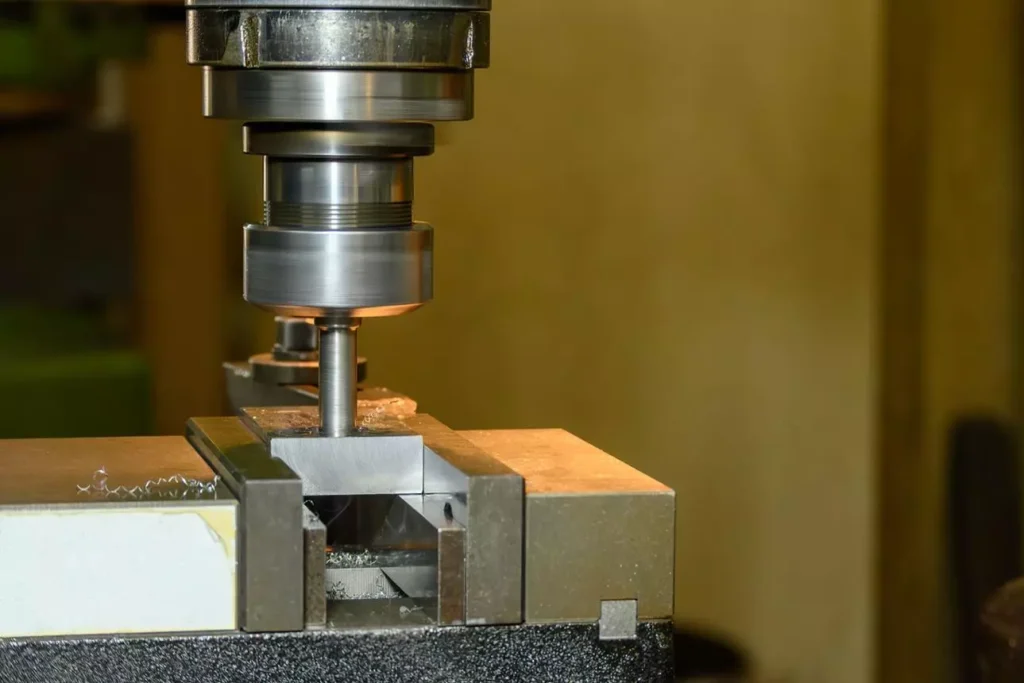
3. Deep-Hole Drilling and the High-Pressure Solution to “Bit Wander”


Drilling is often perceived as a simple, low-cost operation. However, in complex hardware—like medical manifolds with internal fluid paths or aerospace cooling channels—a hole is a high-risk feature.
The primary enemy in deep Drilling operations is “bit wander.” As a drill bit penetrates deep into a block of Aluminum 7075-T6 or Stainless Steel 316L, it naturally seeks the path of least resistance. If the bit hits a hard spot in the metal grain or if the coolant flow is uneven, it can deviate from its intended axis. If a hole exits even 0.1mm off-center, it can breach a thin wall or misalign with other critical features, instantly scrapping a part that may have already had ten hours of machining time invested in it.
To secure your lead times and prevent waste, we utilize high-pressure, Through-Spindle Coolant (TSC) systems. These systems force coolant through the center of the drill bit at pressures exceeding 1,000 PSI. This serves a dual purpose: it keeps the cutting edge from overheating and “blasts” the metal chips out of the hole so the drill never has to re-cut its own waste. Following this with a Reaming operation ensures that the internal surface is smooth enough for high-pressure seals. For a client, this technical attention translates to a leak-proof product and a predictable delivery schedule.
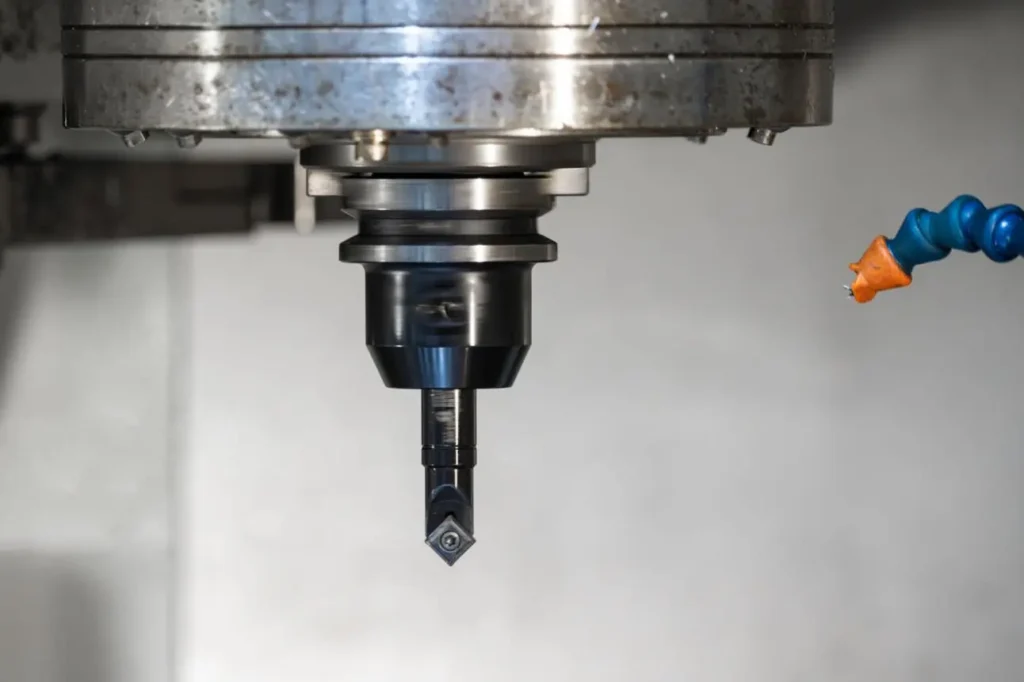
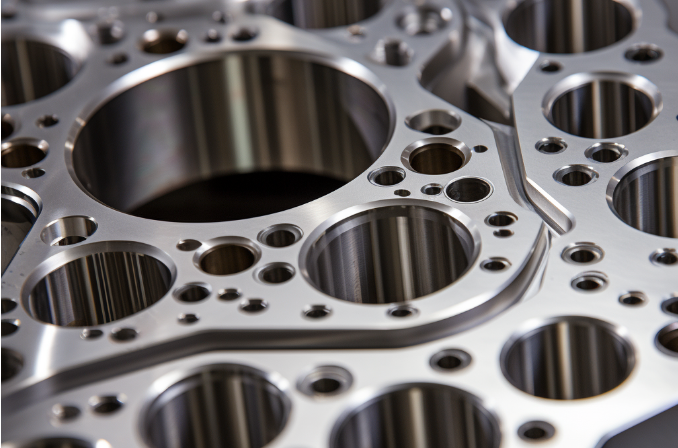
4. CNC Grinding: Your Ultra-Precision Insurance Policy

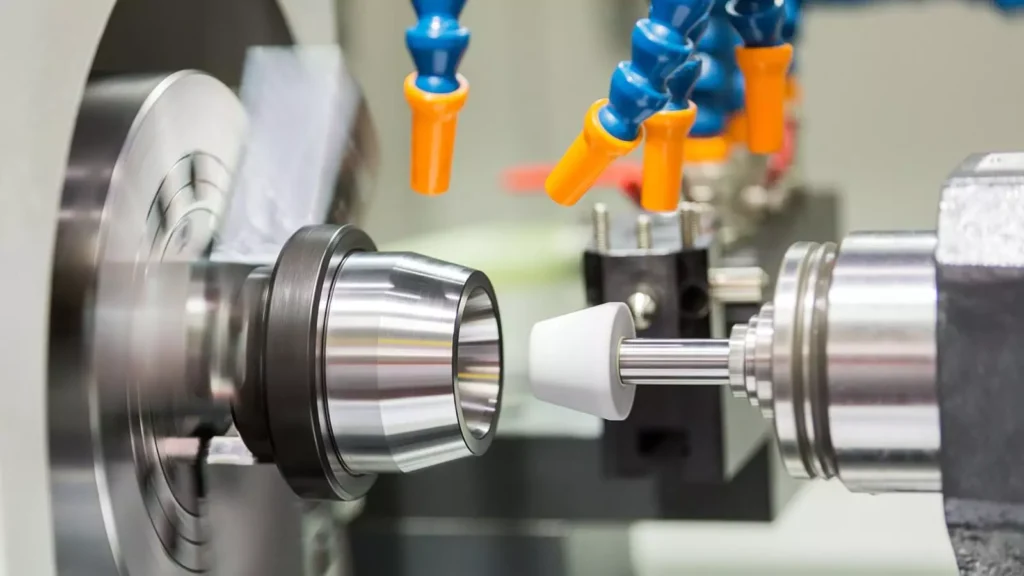

When your project demands tolerances that are physically impossible to reach with Milling or Turning, we move to CNC Grinding. This operation is the final frontier of precision, reserved for features where a deviation of even a few microns would cause a system failure.
Grinding is typically used for parts made of hardened steel (above 55 HRC) or for surfaces that must be perfectly flat to meet GD&T (Geometric Dimensioning and Tolerancing) standards. Consider a structural bracket where five different parts must stack together. If each part has a tiny “bump” of 0.005mm on its surface, the final assembly will be crooked by the time the fifth part is added. This is known as “Stacking Error.” Surface grinding eliminates this by achieving extreme flatness on Datum Planes, ensuring that every part in the stack sits perfectly flush.
However, grinding is a high-heat process. If handled by an amateur, it can cause “Grinding Burn,” a metallurgical change that makes the surface layer brittle. Our CNC operations include specific “cool-down” passes and spark-out cycles to protect the metallurgical strength of your components. While grinding adds to the initial cost, it acts as an insurance policy against the much higher costs of assembly misalignment and structural failure in the field.
5. Post-Process Synergy: Managing the “Coating Gap”
One of the most common causes of tension between a buyer and a manufacturer is a part that leaves the shop “perfect” but arrives at the assembly line “wrong.” This is almost always due to a failure to plan for secondary finishes like Anodizing, Passivation, or Plating.
Surface treatments like Hard Coat Anodizing actually add a physical layer of thickness to the part—typically between 15 and 25 microns per surface. If a manufacturer machines your part exactly to the “nominal” size on your drawing, it will be too large after it is coated. Bearings will no longer fit, and tight-tolerance threads will be unusable.
Professional CNC operations involve “Pre-Finishing Offset” calculations. We intentionally machine your parts slightly under-size or over-size (by specific microns) so that after the chemical coating is applied, the part reaches the perfect dimension. To execute this, we use digital probes inside the machine to measure the parts while they are still clamped. If we detect a drift of even 5 microns due to Thermal Expansion, we correct it immediately. For you, this means the parts you receive are ready for immediate assembly, with zero “surprises” after the anodizing bill has been paid.
6. Stress Relief: Why Some Parts Warp After Delivery
Have you ever received a shipment of parts that looked flat on the inspection report, but a week later they seemed to have “bowed” or warped? This is usually not a shipping issue; it is a result of the release of Internal Material Stress.
Raw metal contains internal tension from the rolling process at the mill. When we remove large amounts of material, that tension is released, causing the part to “spring” out of shape. For materials with high internal tension, such as Aluminum 7075, we implement a “Rough-and-Rest” cycle. We remove 90% of the material, then remove the part from the machine to let it “settle” (or undergo thermal annealing) before performing the final precision cut.
While this adds a step to the production schedule, it is the only way to ensure that a thin-walled aerospace plate stays perfectly flat long after it arrives at your facility. Without this step, your parts may warp weeks after delivery, leading to assembly failures that are incredibly difficult and expensive to diagnose.
Comparison of CNC Operations: A Strategic Buyer’s Guide
| Operation | Primary Strategic Purpose | Typical Tolerance (mm) | Surface Finish (Ra) | Why It Matters to Your Project |
|---|---|---|---|---|
| CNC Milling | Complex prismatic shapes | ± 0.010mm | 0.8 μm – 1.6 μm | Most versatile for housings and brackets. |
| CNC Turning | Rotational shafts and spacers | ± 0.008mm | 0.4 μm – 0.8 μm | Essential for concentricity in motors. |
| CNC Boring | High-precision internal holes | ± 0.005mm | 0.4 μm – 0.6 μm | Ensures perfect bearing press-fits. |
| CNC Drilling | Creating deep internal channels | ± 0.050mm | 3.2 μm + | Focuses on straightness and chip removal. |
| CNC Grinding | Hardened or ultra-flat parts | ± 0.002mm | 0.1 μm – 0.2 μm | Fixes stacking errors in complex assemblies. |
FAQ: Deep Insights into CNC Operational Excellence
Why do my parts from different batches have different dimensions?
This is usually caused by a failure to manage Thermal Drift. CNC machines are made of metal, and metal expands when it gets hot. If a shop runs its machines at high speed for eight hours without a climate-controlled environment, the machine’s structure will “grow” by 10 to 20 microns. To ensure consistency, professional shops use Active Thermal Compensation and spindle chilling systems. This ensures the 1st part and the 1,000th part are identical.
When should I choose CNC Grinding over Precision Milling?
Milling is highly cost-effective, but it hits a physical limit around a tolerance of ± 0.005mm. If your design requires a surface finish smoother than Ra 0.4 μm or a sub-micron tolerance, Grinding is the necessary operation. It is also the only reliable method for parts that have been heat-treated to a high hardness, where milling tools would wear out or break too quickly.
How do you handle “Tapering” in long Turning operations?
Tapering occurs when a long, slender part deflects away from the cutting tool during Turning. We prevent this by using “Steady Rests” and “Follower Rests”—mechanical supports that travel with the cutting tool to provide a counter-force. This ensures the shaft remains perfectly cylindrical for its entire length, which is critical for high-speed robotic drive systems.
What is the difference between Drilling and Boring for my project?
Think of Drilling as a “roughing” process to create a hole and Boring as a “finishing” process to make that hole perfect. A drill bit can easily wander or create a slightly oval hole. Boring uses a single-point cutting tool to enlarge the hole to a specific diameter with perfect concentricity. If your project involves robotic joints, you should always specify boring for critical internal diameters.
Conclusion: Why the Right CNC Partner is a Risk Manager
At the end of the day, choosing a manufacturing partner based solely on the lowest hourly rate is a strategy that often overlooks the technical requirements of the project. The true cost of a part is the Purchase Price + the Cost of Failure.
The difference between a high-quality component and a supply chain failure lies in how thermal expansion is managed, how toolpath physics are optimized to prevent micro-cracks, and how material stresses are respected during CNC operations. A partner who skips the “Rough-and-Rest” cycles or ignores coating offsets might save you a few dollars today, but they will cost you thousands in assembly delays and field failures tomorrow.
When you audit a potential supplier, ask them these three “deep” questions:
- “How do you handle heat expansion during an 8-hour production run?”
- “What’s your strategy for calculating plating thickness before you start machining?”
- “How do you prevent ‘spring-back’ on thin-walled aerospace structural parts?”
A partner who can answer these in plain English is more than just a vendor; they are an extension of your own engineering team, ensuring that your most challenging hardware designs become a reliable, physical reality.



