
Introduction: The Role of Welding in Modern Manufacturing
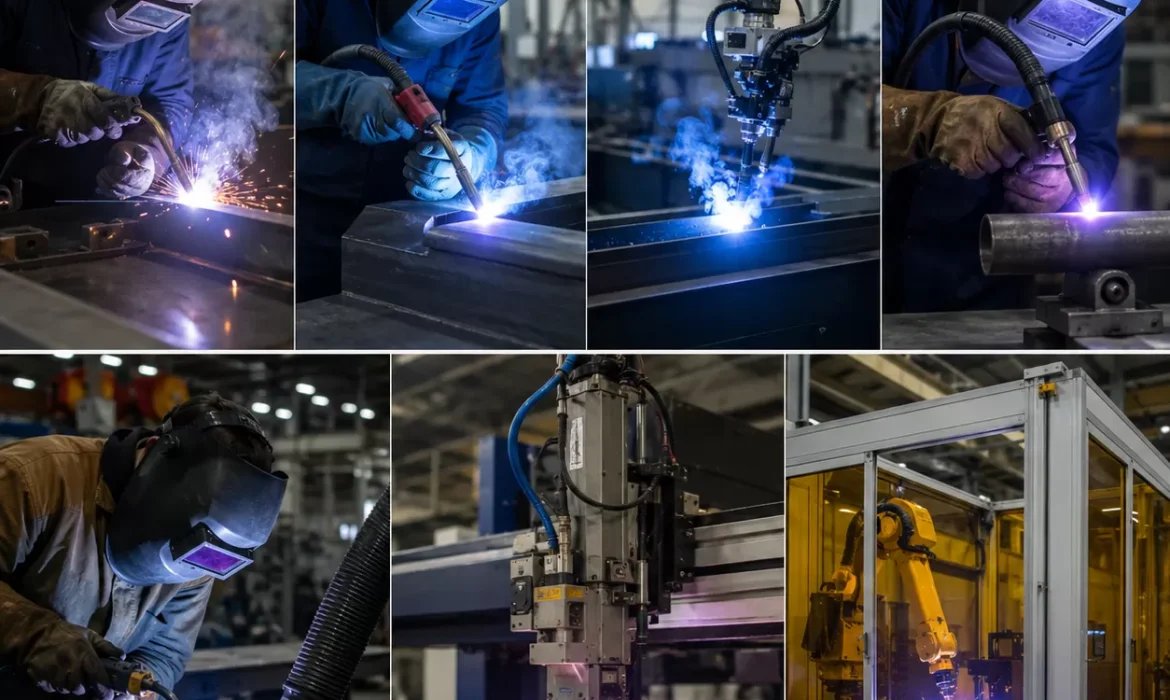
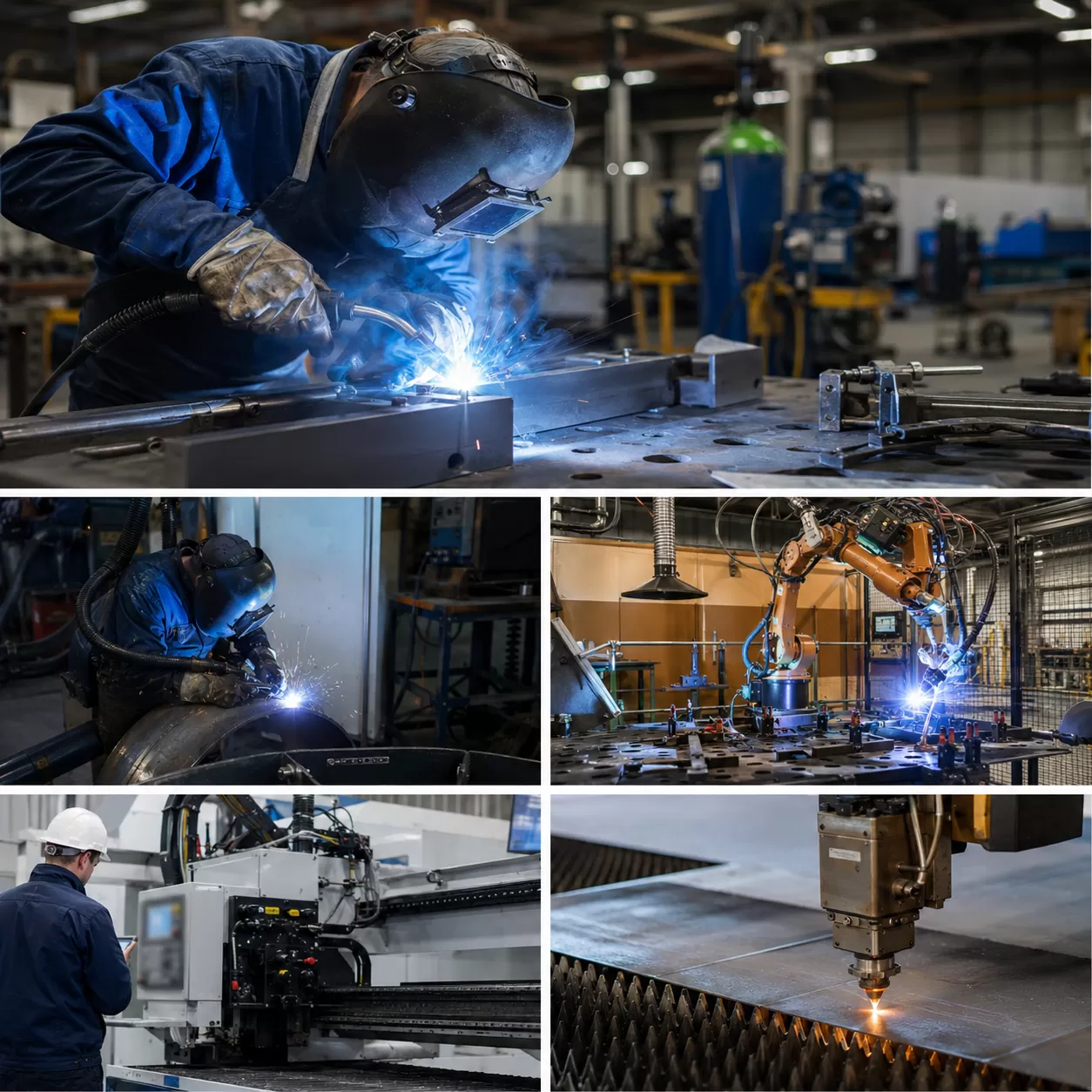
Welding is a fundamental process in modern manufacturing, playing a critical role in creating durable, high-quality components across various industries. From aerospace to automotive, welding ensures parts are securely joined, enabling complex assemblies to perform reliably under demanding conditions. Its importance extends beyond just joining materials; welding directly impacts part performance, cost efficiency, and lead time.
By choosing the right welding process, manufacturers can optimize strength and durability while minimizing material waste and production time. For instance, high-energy beam welding methods like laser beam welding aluminum and electron beam welding titanium are ideal for precision, high-quality joints in aerospace applications. Similarly, resistance welding techniques such as spot welding are essential for automotive assembly lines, offering fast and reliable joining.
Cost management is also tied to welding choices. Processes like flux-cored arc welding (FCAW) provide cost-effective solutions for thick plates, while advanced methods such as additive-manufacturing-based directed-energy deposition (DED) are opening new avenues for rapid prototyping and complex part fabrication.
Overall, welding remains a cornerstone of modern manufacturing, enabling the production of complex, high-performance parts with reduced lead times. Its versatility and continuous innovation ensure that industries stay competitive, meet strict standards like AWS D1.1, and deliver quality products efficiently.
How Welding Works – Core Principles
Welding relies on heat and pressure to join materials, mainly metals and plastics. Understanding the core principles helps us choose the right process for the job.
Heat Source Categories
Different welding types use various heat sources:
| Heat Source | Common Processes | Notes |
|---|---|---|
| Electric Arc | SMAW, GMAW, GTAW, FCAW, SAW | Most common, versatile, creates high heat with an electric arc. |
| Gas Flame | Oxy-acetylene welding | Ideal for small repairs and cutting. |
| Laser | Laser Beam Welding (LBW) | Precise, good for thin materials like aluminum. |
| Electron Beam | Electron Beam Welding (EBW) | High energy, used in aerospace for titanium. |
| Friction | Friction Stir Welding (FSW) | Solid-state, joins metals without melting. |
| Ultrasonic | Ultrasonic Welding | Used for plastics and thin metals, fast and clean. |
Shielding Methods
Shielding protects the weld pool from contamination:
- Gas Shielding: Uses inert gases like argon or helium (GMAW, GTAW).
- Flux Shielding: Flux materials create a protective layer (SMAW, FCAW).
- Vacuum Shielding: Eliminates air, used in electron beam welding.
Joint Types & Weld Positions
Different joints and positions impact strength and ease:
| Joint Type | Description | Typical Use |
|---|---|---|
| Butt | Ends of materials joined in a straight line | Pipe welding, structural beams |
| Fillet | T-joint or corner joint | Steel frames, shipbuilding |
| Lap | Overlapping materials | Automotive panels |
| Edge | Edges prepared for welding | Sheet metal fabrication |
| Corner | Forms a corner joint | Furniture, frames |
Weld Positions (1G–6G/6GR):
- 1G: Flat position, easiest to weld.
- 2G: Horizontal position.
- 3G: Vertical.
- 4G: Overhead.
- 5G & 6G/6GR: Fixed positions, used for testing welder skills.
Knowing these core principles helps us select the best welding process for a specific application, whether it’s for high-strength parts, quick repairs, or complex aerospace components.
Arc Welding Family
The arc welding family includes several popular processes, each suited for different applications and material types. Shielded Metal Arc Welding (SMAW), also known as stick welding, is one of the oldest methods and works well for outdoor jobs and thick materials. Gas Metal Arc Welding (GMAW), commonly called MIG welding, is favored for its speed and ease, especially in automotive manufacturing and sheet metal work. Gas Tungsten Arc Welding (GTAW), or TIG welding, offers high precision and clean welds, making it ideal for aerospace and aluminum welding. Flux-Cored Arc Welding (FCAW) is similar to MIG but uses a tubular wire with flux inside, perfect for thick plates and high-speed production. Submerged Arc Welding (SAW) is used mainly for thick, heavy-duty steel structures, providing deep weld penetration and high productivity. If you’re exploring welding options for your project, understanding these arc welding types can help you choose the right process for your material and application needs. For example, when welding aluminum or titanium, TIG and electron beam welding are often preferred for their precision and minimal distortion.
Gas Welding & Cutting Processes: Oxy-Acetylene Welding and Oxy-Fuel Cutting

Gas welding and cutting are some of the oldest and most versatile welding processes still in use today. Oxy-acetylene welding (OAW) is a prime example, where a mixture of oxygen and acetylene gases produces a high-temperature flame capable of melting metals like steel, aluminum, and cast iron. This process is especially useful for small repairs, metal fabrication, and applications requiring precise control. It’s also common in industries like plumbing and HVAC work, where quick, portable welding is needed.
Oxy-fuel cutting (OFC), often called flame cutting, is closely related to oxy-acetylene welding but is primarily used for cutting thick metal plates. By focusing a high-temperature flame on the metal’s surface in the presence of pure oxygen, OFC effectively “burns through” the material. This process is relevant to weld preparation because it allows for clean, accurate cuts before welding begins, ensuring proper fit-up and reducing the risk of defects.
Both oxy-acetylene welding and oxy-fuel cutting are valued for their simplicity, portability, and ability to handle a wide range of metals. They are especially useful in fieldwork and repair jobs where quick setup and flexibility are critical. Proper weld preparation using these processes helps ensure strong, defect-free welds, which is essential for meeting quality standards and reducing rework.
Resistance Welding: An Overview of Key Processes
Resistance welding includes several popular methods used across industries, especially in automotive manufacturing and sheet metal work. The most common types are spot welding (RSW), seam welding (RSEW), projection welding, and flash & upset welding. These processes rely on electrical resistance to generate heat, which melts or fuses materials together.
Spot Welding (RSW)
Spot welding is probably the most well-known resistance welding process. It involves applying pressure with electrodes to join two or more metal sheets at specific points. This method is fast and efficient for joining thin sheets, making it ideal for automotive bodies and appliance parts. The process produces small, circular welds, which are strong enough for many structural applications.
Seam Welding (RSEW)
Seam welding is similar to spot welding but creates continuous welds along a seam. Instead of point electrodes, rotating wheel-shaped electrodes are used, allowing for high-speed, leak-proof joins. This process is often used for fuel tanks, air conditioning coils, and other applications where a sealed, continuous weld is necessary.
Projection Welding
Projection welding targets specific spots on a workpiece that have raised features or projections. When current passes through, these projections heat faster and form strong welds at designated points. It’s useful for attaching nuts, bolts, or other fasteners directly onto metal parts, especially in mass production.
Flash & Upset Welding
Flash welding involves clamping two components together, then passing high current to generate heat at the joint. The parts are then pressed together to forge a solid connection. Upset welding is a variation where the parts are heated and then pressed to deform and join. Both are often used for long, continuous welds like drive shafts or structural beams.
These resistance welding methods are valued for their speed, consistency, and ability to join metals with minimal filler material. They’re especially useful when high production rates and strong, reliable joints are needed. For example, many automotive manufacturers rely heavily on spot and seam welding to assemble vehicle frames efficiently. If you’re considering resistance welding for your project, understanding the specific process that best fits your material type and design can make a big difference.
High-Energy Beam Welding: Laser Beam Welding (LBW) and Electron Beam Welding (EBW)
High-energy beam welding processes like Laser Beam Welding (LBW) and Electron Beam Welding (EBW) are known for their precision and ability to weld very thin or difficult-to-access materials. These methods use concentrated energy sources to create deep, narrow welds with minimal heat-affected zones, making them ideal for high-performance applications.
Laser Beam Welding (LBW) is especially popular for welding aluminum and stainless steel, thanks to its speed and accuracy. It’s widely used in aerospace, automotive, and medical industries where tight tolerances matter. For example, laser welding aluminum components in aircraft structures ensures strong, clean joints with minimal distortion.
Electron Beam Welding (EBW), on the other hand, uses a focused electron beam in a vacuum environment to achieve deep penetration welds. It’s perfect for titanium and superalloys used in aerospace and power generation. EBW provides excellent weld quality with low distortion, making it a go-to choice for critical parts.
Both LBW and EBW are considered high-energy beam welding methods that deliver high precision and deep welds, especially useful when working with materials that require a high-quality, low-distortion joint. If you’re exploring advanced manufacturing options, these processes can significantly improve part performance and reduce post-weld finishing time. For more on how these welding methods fit into your project, check out metal CNC machining services to see how they integrate with precision manufacturing.
Solid-State Welding: An Overview of Key Processes
Solid-state welding involves joining materials without melting them, which helps preserve their properties and reduce issues like distortion or porosity. This category includes several advanced techniques such as Friction Stir Welding (FSW), Ultrasonic Welding, Explosion Welding, and Cold Welding, each suited for specific applications.
Friction Stir Welding (FSW)
Friction Stir Welding is popular in aerospace and automotive industries because it produces high-quality, strong joints on aluminum and other non-ferrous metals. It uses a rotating tool that heats and mixes the materials without melting them, resulting in a durable weld with minimal distortion. FSW is especially effective for welding thick aluminum plates and other lightweight alloys.
Ultrasonic Welding
Ultrasonic Welding applies high-frequency vibrations to join thin materials like plastics and metals. It’s common in electronics, medical devices, and small components because it creates clean, precise welds without filler material or heat. For example, ultrasonic welding is often used in the manufacture of medical tubing or electronic circuit boards.
Explosion Welding
Explosion Welding uses controlled explosive energy to bond dissimilar metals, such as aluminum to steel, which are difficult to weld with traditional methods. This process creates a metallurgical bond through a high-velocity impact, producing a very strong joint. It’s frequently used in manufacturing heat exchangers and industrial equipment.
Cold Welding
Cold Welding joins metals without heat, relying instead on pressure to create a bond. It’s ideal for joining clean, flat surfaces of ductile metals like copper, aluminum, or gold. Cold welding is often used in electronics and electrical applications where minimal thermal distortion is critical. It’s also a key process in manufacturing components for the aerospace and electronics sectors.
These solid-state welding methods offer reliable, high-quality joins for a range of materials and industries. They help reduce defects like porosity and cracking, ensuring better part performance and longer service life. For more on how these processes can fit into your manufacturing, check out CNC machining services for precision component fabrication.
Specialty & Emerging Welding Processes
In recent years, specialty and emerging welding processes have gained attention for their ability to handle complex materials and unique manufacturing challenges. These methods include Plasma Arc Welding (PAW), Magnetic Pulse Welding, and Additive-Manufacturing-Based Directed-Energy Deposition (DED).
Plasma Arc Welding (PAW) is a versatile process that uses a high-temperature plasma arc to weld materials with precision. It’s especially useful for welding thin or difficult-to-weld metals like titanium and aluminum. This process offers excellent control over heat input, reducing distortion and improving weld quality. For those working with aerospace or medical components, PAW provides a reliable way to achieve high-quality welds on critical parts.
Magnetic Pulse Welding is a solid-state process that uses electromagnetic forces to join metals without melting them. It’s great for joining dissimilar materials like steel to aluminum or copper to steel, which can be tough with traditional welding. This process is fast, clean, and produces minimal heat-affected zones, making it ideal for high-volume manufacturing.
Additive-Manufacturing-Based Directed-Energy Deposition (DED) is an advanced technique that combines welding and 3D printing. It deposits material layer-by-layer directly onto a substrate, allowing for complex part fabrication or repair. DED is especially useful for creating or restoring parts made from superalloys, titanium, or other high-performance materials. For companies looking to integrate welding into their additive manufacturing workflows, DED offers a flexible and efficient solution.
These specialty processes are opening new doors in industries like aerospace, automotive, and medical devices. They enable manufacturers to push the limits of traditional welding and explore innovative ways to build and repair parts with precision and minimal waste. If you’re interested in expanding your capabilities, exploring these emerging welding methods might be the next step. For example, CNC machining services can complement these processes by finishing complex welded components to tight tolerances.
Material–Process Compatibility Matrix
When choosing a welding process, understanding material compatibility is crucial. Different materials like carbon and low-alloy steels, stainless steels, aluminum alloys, titanium, copper, superalloys, and even plastics (using ultrasonic welding) each have specific process requirements.
A quick-reference table helps manufacturers match material thickness, joint strength needs, and distortion control. For example, thicker steel plates often require submerged arc welding (SAW) for high deposition rates, while thin aluminum sheets benefit from laser beam welding (LBW) for precision.
Knowing which process works best for your material ensures strong, reliable welds and minimizes issues like warping or cracking. If you’re working with titanium or superalloys, electron beam welding (EBW) might be the best choice due to its deep penetration and minimal distortion.
For plastics, ultrasonic welding offers fast, clean joints without heat distortion—ideal for electronics or consumer products. To make the best decision, consider the material’s properties, thickness, and the desired joint strength.
For a detailed look at how different materials perform with various welding processes, check out our CNC machining services to complement your welding operations. Proper material-process compatibility is key to achieving high-quality welds with minimal rework or defects.
Weld Quality, Inspection & Standards
Ensuring weld quality is crucial for safety, durability, and performance. Common weld defects include porosity (tiny gas pockets), lack of fusion (incomplete bonding between weld and base metal), and cracking (which can lead to failure). Detecting these issues early helps prevent costly repairs or failures down the line.
Non-destructive testing (NDT) methods are widely used to inspect welds without damaging the part. Visual inspection is the first step, checking for surface defects. Dye penetrant testing reveals surface cracks or porosity, while magnetic particle inspection detects surface and near-surface flaws in ferromagnetic materials. Ultrasonic testing uses sound waves to find internal flaws, and radiographic (X-ray) inspection provides detailed images of the weld’s internal structure. These methods help maintain high standards in welding, especially in critical industries like aerospace and automotive.
To keep welds consistent and meet industry requirements, standards like AWS D1.1 for structural steel, ASME IX for boiler and pressure vessel welding, and ISO 15614 for welding procedure qualification are essential. Following these standards ensures welds are reliable, safe, and compliant with regulations. For those involved in welding and fabrication, understanding and applying these inspection techniques and standards is key to delivering quality work that stands the test of time. If you’re looking to improve your welding quality, consider integrating these inspection methods into your process. For more on precision and quality control, check out our CNC machining services.
Cost & Productivity Considerations in Welding
When choosing a welding process, it’s essential to weigh the deposition rate against equipment investment and operator skill. For example, processes like submerged arc welding (SAW) offer high deposition rates, making them ideal for thick plates and large-scale production. However, they require specialized equipment and skilled operators to ensure quality and safety.
Shop hourly rates and cycle-time benchmarks are also key factors. Faster welding methods can reduce overall production time, but they might come with higher initial costs for equipment and training. Conversely, simpler processes like shielded metal arc welding (SMAW) or stick welding are more affordable upfront but may take longer per weld, affecting overall productivity.
Balancing these factors helps manufacturers optimize costs while maintaining high weld quality. For those interested in streamlining their operations, understanding the trade-offs between deposition rate, equipment costs, and operator skill is crucial. Additionally, integrating CNC machining after welding can improve precision and reduce finishing time, especially for complex parts. For more on how CNC machining complements welding, check out this CNC machining services guide.
Welding vs. Alternative Joining Methods: When to Use Brazing, Soldering, Mechanical Fastening, and Structural Adhesives
Choosing the right joining method depends on the materials, strength requirements, cost, and production speed. Welding offers strong, permanent bonds ideal for structural parts, but alternatives like brazing, soldering, mechanical fastening, and structural adhesives have their place too.
-
Brazing uses a filler metal melted above 840°F to join metals without melting the base materials. It’s great for joining dissimilar metals and thin sections where heat distortion must be minimized. Brazing is common in HVAC and plumbing but doesn’t match welding’s strength for heavy-duty applications.
-
Soldering works at lower temperatures (below 840°F) and is typically used for electrical connections and delicate assemblies. It’s not suitable for high-stress or load-bearing joints but excels in electronics and small-scale metalwork.
-
Mechanical Fastening (bolts, rivets, screws) is versatile and allows disassembly. It’s preferred when parts may need replacement or adjustment, or when welding could weaken heat-sensitive materials. Automotive spot welding often competes with mechanical fastening depending on design and production volume.
-
Structural Adhesives bond materials without heat, making them perfect for joining dissimilar materials like metal to plastic or composites. They offer good fatigue resistance and reduce distortion but usually require surface prep and curing time. Adhesives complement welding in applications like aerospace and automotive where weight and vibration resistance matter.
In , welding is best for high-strength, permanent joints, while brazing and soldering suit lighter or heat-sensitive tasks. Mechanical fastening offers flexibility and ease of maintenance, and structural adhesives provide innovative solutions for mixed-material assemblies. Understanding these options helps optimize cost, lead time, and part performance.
For projects involving metal joining and post-weld machining, consider integrating welding with high-precision CNC machining services to ensure tight tolerances and quality finishes. For example, our stainless steel CNC machining services can complement welded assemblies with precise machining for critical components.
Design for Manufacturability (DFM) Tips When Welding + CNC Machining
When designing parts that will be welded and CNC machined, it’s important to plan ahead to make the process smoother and more cost-effective. Proper weld bead placement strategies can reduce distortion and improve joint strength. For example, placing welds in areas less prone to warping helps keep dimensions accurate, which is especially important for complex assemblies like welded frames.
Allowances for distortion and post-weld machining are also key. Understanding how materials expand and contract during welding allows for better planning of fit-up and finishing steps. Including extra material or specific joint designs can help control distortion, making CNC machining easier afterward.
Using datum strategies—establishing reference points and surfaces—helps ensure that parts are accurately aligned during both welding and machining. This approach minimizes errors and ensures consistent quality across production runs.
A good example of these principles in action is a case study involving a welded frame that undergoes 5-axis finish machining. This combination of welding and CNC machining showcases how careful planning in weld bead placement, allowances, and datum setup can lead to a high-quality, precise final product. For those interested in advanced manufacturing, exploring CNC machining services can provide valuable support in achieving these goals efficiently.
Safety & Environmental Best Practices in Welding
When working with welding, safety and environmental considerations are just as important as the quality of the weld itself. Proper fume extraction systems are essential to remove hazardous fumes generated during processes like arc welding or laser beam welding aluminum, helping protect workers from respiratory issues. Personal protective equipment (PPE), including welding helmets, gloves, and flame-resistant clothing, is vital to prevent burns, eye injuries, and exposure to UV/IR radiation.
UV and IR protection is especially critical in high-energy beam welding like electron beam welding titanium or laser welding aluminum, where intense light can cause serious eye damage or skin burns. Fire prevention measures should always be in place, such as keeping flammable materials away from hot work zones and having fire extinguishers readily accessible.
Adopting these safety practices not only keeps workers safe but also ensures compliance with standards like AWS D1.1 and ISO 15614. Maintaining a clean, organized workspace reduces the risk of accidents and environmental impact. For companies looking to improve their safety protocols, exploring advanced CNC machining services can help integrate safer, automated processes that minimize human exposure to hazards.
Decision Guide & Quick Reference Checklist for Welding
Choosing the right welding process can feel overwhelming, but a clear step-by-step flowchart helps simplify the decision-making. Start by identifying your material—whether it’s carbon steel, stainless steel, aluminum, or titanium—as each material has specific welding needs. Next, consider the material thickness; thin sheets might require different techniques than thick plates, like submerged arc welding for heavy-duty applications or laser welding for precision work on thin materials.
Then, look at the joint type—butt, fillet, lap, edge, or corner—and the weld position you’ll be working in (such as flat, horizontal, or overhead). This influences process choice because some methods handle complex positions better than others. For example, GTAW (TIG welding) is ideal for delicate, high-quality welds in difficult positions, while RSW (spot welding) is common in automotive manufacturing.
The welding process selected should match your project’s requirements for strength, appearance, and speed. For instance, if you need high productivity on thick steel plates, submerged arc welding (SAW) might be best. For precision and minimal distortion, laser beam welding (LBW) or electron beam welding (EBW) are excellent options.
Finally, determine your inspection level—non-destructive testing methods like ultrasonic or radiographic testing ensure weld quality and compliance with standards such as AWS D1.1 or ISO 15614. Using this flowchart as a quick reference can help you make informed decisions, avoid costly mistakes, and achieve the best results for your project.
For more insights on process selection and optimizing your welding projects, check out our welding process guide and ensure your manufacturing process is efficient and reliable.