The Core Reason: Tooling Costs Dominate Low-Volume Pricing
When we analyze prototype injection molding quotes, the single biggest variable creating price disparity is the upfront investment in the mold itself. In high-volume manufacturing—where we produce millions of units—the cost of a precision mold is amortized over the entire run, reducing the per-unit impact to fractions of a cent. However, in low volume manufacturing, that same tooling cost is divided by only a few hundred or thousand parts. This lack of amortization is why the per-part price for a prototype run often looks drastically different from mass production estimates.
How Tooling Amortization Impacts Your Quote
If a mold costs $10,000 to design and machine:
- High Volume (100,000 parts): The mold adds $0.10 to each part.
- Low Volume (100 parts): The mold adds $100.00 to each part.
This math drives the low volume injection molding cost structure. Suppliers quoting for “production intent” will include robust tooling capable of millions of cycles, whereas shops focusing on rapid tooling will quote cheaper, less durable options to keep the initial investment low.
Breakdown of Mold Materials: 3D-Printed vs. Aluminum vs. Steel
The material chosen for the mold directly dictates the quote’s bottom line. At MS Machining, we tailor the tooling strategy based on the specific lifecycle needs of the project.
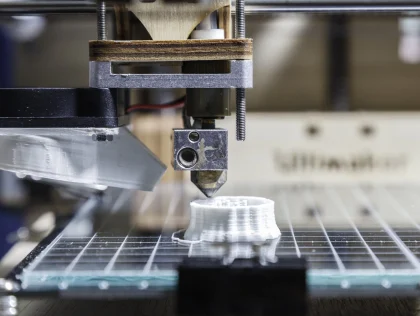
- 3D-Printed Molds: The cheapest and fastest option for extremely low volumes (10-50 parts). However, these offer poor surface finishes, cannot hold tight tolerances, and degrade rapidly under heat and pressure.
- Aluminum Tooling (Bridge Tooling): A standard for low volume tooling expenses. Aluminum is softer and faster to CNC machine than steel, significantly reducing lead times and machining costs. It is ideal for runs of several thousand units but lacks the durability for high-pressure processes like Metal Injection Molding (MIM).
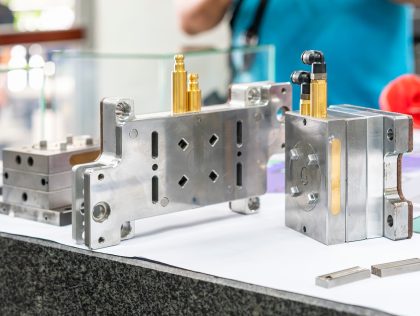
- Hardened Steel Molds: The gold standard for consistency and precision. While this incurs the highest upfront cost, it is necessary for achieving the tight tolerances (down to ±0.3%) and high surface quality required in aerospace or medical components.
Cost Comparison: Basic Aluminum vs. Hardened Steel
A quote for a basic aluminum tool can be 40-60% lower than a hardened steel production mold. If you receive two quotes with a massive price gap, one supplier is likely quoting a “soft” tool meant for a short lifespan, while the other is quoting a “hard” tool designed for longevity and high-precision repeatability. For processes like MIM, where feedstock costs are higher and pressures are intense, investing in steel tooling is often non-negotiable to maintain structural integrity and dimensional accuracy.
Mold Design Complexity and Assumptions

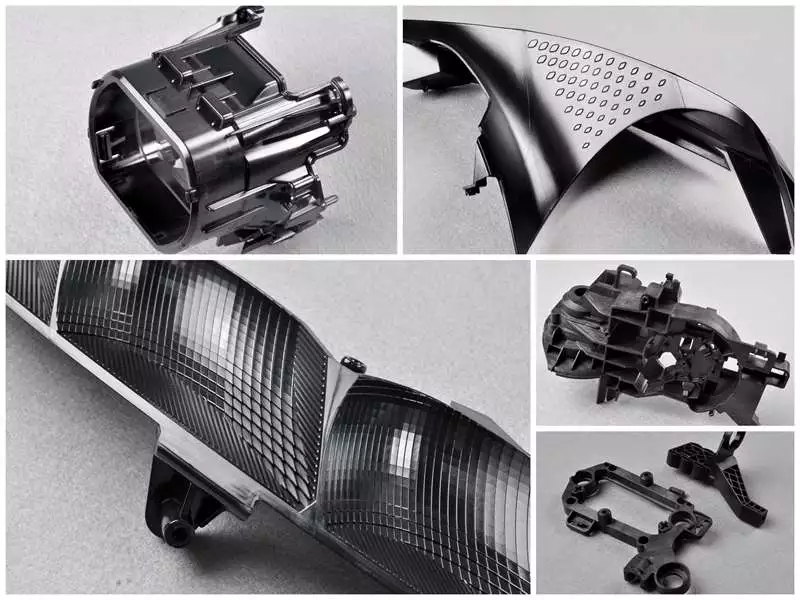
The physical geometry of your part is often the single biggest driver of cost variance in prototype injection molding quotes. A simple “open-and-shut” mold is relatively cheap, but as soon as you introduce complex features, the tooling requirements change drastically.
Impact of Part Geometry: Undercuts and Tolerances
If your design includes undercuts, side-action features, or internal threads, we cannot use a standard two-plate mold. We have to engineer complex sliders, lifters, or collapsible cores into the tool, which significantly increases the low volume tooling expenses.
- Wall Thickness: For processes like Metal Injection Molding (MIM) or standard plastics, maintaining an optimal wall thickness (typically < 6mm) is crucial to prevent defects. Thicker sections require longer cooling times and more material, driving up the cycle cost.
- Precision Requirements: Standard net molding accuracy is around ±0.5%. If your print demands tighter tolerances (up to ±0.3%), we must machine the mold with higher precision and potentially use more expensive, durable mold materials to hold those dimensions over the run.
Hidden Assumptions: Mold Life and Cavity Count
When comparing quotes, you need to know exactly what kind of tool is being built. A quote for low volume injection molding cost might be based on a single-cavity aluminum mold designed to last only 500 shots (bridge tooling). Another supplier might be quoting a hardened steel tool capable of 100,000 shots.
- Single vs. Multi-Cavity: For prototypes, we usually stick to single-cavity tools to minimize upfront investment.
- Mold Life: Always clarify the expected lifespan. If you only need 50 parts, paying for a Class 101 production mold is a waste of capital.
Why Some Quotes Appear Suspiciously Low: The DFM Factor
Extremely low quotes often skip the Design for Manufacturability (DFM) injection analysis. A cheap “print-to-part” service might cut the mold exactly to your CAD file without warning you about draft angle issues or impossible geometries, leading to part failure. Reliable quotes include engineering time to review the design. In some cases, after a DFM review, we might even suggest that for very low quantities, comparing plastic injection molding vs. CNC machining reveals that machining is the faster, more economical choice until volumes increase.
Engineering and Support Services Included (or Not)
When comparing prototype injection molding quotes, one of the biggest differentiators is the level of engineering support included in the bottom line. A quote that seems surprisingly low often represents a “print-to-part” service. In this model, the manufacturer simply runs your CAD file without analysis. If your design fails, the cost of rework falls entirely on you. Conversely, full-service providers include comprehensive Design for Manufacturability (DFM) feedback to catch issues like draft angles or wall thickness variations before production begins.
The Real Cost of Setup and Validation
Validating a mold for low volume manufacturing isn’t as simple as pressing a button. A robust quote accounts for the skilled labor required to dial in process parameters—temperature, pressure, and cooling times—to achieve part consistency. This phase often involves:
- T1 Samples: The first shots off the mold, used to verify basic geometry.
- T2/T3 Trials: Subsequent runs to refine dimensions and surface finishes.
- Final Validation: Ensuring the parts meet specific tolerances (often as tight as ±0.3% in our specialized processes).
Creating these precise molds and fixtures often requires advanced CNC milling machines to ensure every cavity matches the exact specifications of the design. While omitting these validation steps lowers the initial bid, it significantly increases the risk of receiving unusable parts.
Expert Guidance on Material and Process
For industries like aerospace or medical technology, where we often see requirements for high-strength MIM (Metal Injection Molding) or specialized alloys, engineering guidance is non-negotiable. A higher quote usually reflects the expertise of engineers who can recommend the right feedstock or polymer to meet mechanical performance goals. This level of expert DFM feedback ensures that whether we are running a few hundred or several thousand units, the structural integrity of the final component is never compromised. Reliable manufacturing partners invest time upfront to guarantee the alloy CNC machining services and molding processes yield a functional, durable product on the first valid run.
Material Selection and Production Variables
When reviewing quotes for low volume manufacturing, the raw material you specify is a massive cost driver. There is a world of difference between commodity materials and high-performance engineering grades. In our experience with Metal Injection Molding (MIM), the specialized feedstock—a mix of metal powder and binder—can be up to 10 times more expensive than traditional powder metallurgy materials. This price gap widens when you move into exotic alloys or high-temp plastics for prototype injection molding quotes, where material waste during setup cannot be spread over millions of units.
Cycle time and labor complexity also skew the numbers significantly in low-volume runs.
- Setup Time: Calibrating the machine for a 500-part run takes just as long as it does for a 50,000-part run.
- Processing Steps: Advanced methods like MIM require full-cycle processing, including injection, degreasing, and sintering, to achieve density.
- Manual Finishing: Lower volumes often rely on manual post-processing rather than automated lines, increasing the per-part labor cost.
The intended application heavily influences the final price tag as well. If you are developing components for regulated sectors, the quote must account for rigorous validation. For instance, quality control rigor in aerospace and medical applications demands extensive documentation and testing to ensure parts meet strict safety standards. Our work in medical manufacturing for devices and equipment often involves tighter tolerances (down to ±0.3%) and specific surface treatments, which naturally pushes the quote higher than a standard commercial project.
Other Factors Driving Quote Variations
When you look at disparate quotes for low volume injection molding cost, the price gap isn’t just about the metal or the machine time. Several external logistics and strategic factors heavily influence the bottom line. Understanding these variables helps you decipher why one quote might be double the price of another for the exact same part design.
Domestic vs. Offshore Manufacturing
The physical location of the manufacturer is the biggest swinger in custom injection molding pricing factors.
- Labor & Overhead: Manufacturing in the US often comes with higher hourly rates for skilled machinists and overhead costs compared to facilities like ours in China.
- Supply Chain: While offshore production typically offers significant savings on the initial rapid tooling cost differences, you have to account for shipping logistics.
- Global Reach: We serve clients across Texas, Florida, and Massachusetts from our Jiangmen facility. The trade-off is usually between immediate proximity and substantial cost efficiency on the mold investment.
Lead Time Premiums for Rush Jobs
Time is often the most expensive commodity in manufacturing. If you need prototype injection molding quotes turned into parts in days rather than weeks, expect a premium.
- Expedited Processing: Rush orders disrupt standard production schedules, requiring overtime labor and machine prioritization.
- Shipping Methods: Moving parts via air freight instead of sea freight drastically increases the cost per unit but is necessary for tight deadlines.
- Rapid Solutions: For immediate testing needs, understanding the advantages of rapid prototyping can help you decide if you should pay for speed now or wait for a standard production run.
Mismatched Volume Definitions
A common source of confusion in low volume manufacturing is the definition of “low volume” itself.
- Supplier Expectations: For a massive automotive supplier, 10,000 units might be a “sample run.” For a specialized job shop, 10,000 units is a full production contract.
- Economy of Scale: Our Metal Injection Molding (MIM) process, for example, is most economical for demands ranging from several thousand to millions. If a quote assumes you will eventually scale to millions, the amortized tooling cost looks different than a quote strictly for a one-off batch of 500.
- Minimums: Always clarify if the supplier has a Minimum Order Quantity (MOQ) that forces the price up on smaller batches.
How to Compare Quotes Effectively
When you receive quotes for low-volume manufacturing that vary wildly, it is usually because suppliers are making different assumptions about your project’s lifespan and precision needs. To ensure you aren’t comparing a temporary prototype tool against a production-grade asset, you need to scrutinize the details of every proposal.
Checklist for Apples-to-Apples RFQ Comparisons
- Separate Tooling from Unit Price: Always ask for a breakdown that separates the Non-Recurring Engineering (NRE) costs—like mold design and setup—from the per-part price. In processes like Metal Injection Molding (MIM), the initial investment in tooling and molds is a significant cost driver. If one quote lumps these together, it hides the true cost of scaling later.
- Clarify Mold Life Expectancy: Verify the estimated shot life of the mold. A quote for a “soft” tool rated for 500 shots will be much cheaper than a hardened steel tool rated for 100,000, but it won’t help you if production ramps up.
- Confirm Material Specs: Ensure every supplier is quoting the exact same feedstock. In specialized fields, MIM raw material powder can be up to 10x more expensive than standard powders, so a cheaper quote might indicate inferior material substitution.
Evaluating DFM Inclusion and Quality Certifications
The lowest bid often strips out essential engineering support. A robust quote should include Design for Manufacturability (DFM) feedback to optimize wall thickness (ideally < 6mm for MIM) and tolerances. At MS Machining, we focus on achieving “Net-Near-shape” precision to reduce secondary processing. If a supplier isn’t asking questions about your geometry or offering high-precision CNC machining services for features that are too complex for molding, they may be cutting corners on quality control. Always check that the quote accounts for necessary post-processing, such as heat treatment or surface polishing, to ensure the final parts meet your mechanical requirements.
Frequently Asked Questions About Low-Volume Molding Quotes
What is the cheapest mold material for 100 parts?
For extremely short runs or prototype injection molding, aluminum (specifically 7075 or QC-10) is typically the most cost-effective option. Aluminum is softer and faster to machine than tool steel, which significantly lowers the initial low volume tooling expenses. However, if you are looking at Metal Injection Molding (MIM), the mold must withstand higher pressures and abrasive feedstocks, so we often recommend at least a pre-hardened steel to ensure the tool survives the run without degrading the part’s precision.
Does low-volume injection molding require steel molds?
No, low volume production does not strictly require hardened steel molds. We often use “bridge tooling” or rapid tooling made from aluminum or softer steels (like P20) for quantities ranging from 50 to a few thousand units. These materials reduce lead times and upfront investment. However, if your design requires high-precision tolerances (±0.3%) or utilizes abrasive glass-filled plastics or metal feedstocks, we may advise against aluminum to prevent premature tool wear that could compromise part quality.
How much does a prototype injection mold cost on average?
There is no single price tag because rapid tooling cost differences are driven entirely by part geometry and size. A simple, open-shut mold for a small bracket might cost a few thousand dollars, while a complex mold requiring side actions, sliders for undercuts, or EDM work for deep ribs will be significantly more. The cost of injection mold material selection also plays a role; choosing the right machined metal parts materials for the tool itself balances upfront costs with expected tool life.
Why is the per-part cost higher for low-volume runs?
The higher per-unit price in low volume manufacturing is primarily due to injection molding tooling amortization. When you produce 100,000 parts, the cost of the mold is spread thin, adding pennies to each unit. When you produce only 500 parts, that same tooling cost adds a significant amount to each unit. Additionally, setup processes—including machine heating, material changeovers, and T1 trial runs—require the same amount of labor and machine time regardless of whether we run 100 or 10,000 parts. In processes like MIM, the feedstock itself is also a premium factor, costing up to 10x more than traditional powder metallurgy materials.