

When exploring CNC machining, one term that comes up early is CNC roughing. While often mentioned, its significance is sometimes underestimated. CNC roughing is a critical stage in manufacturing, focused on removing large amounts of material efficiently, preparing parts for precise finishing. In this article, we explain what CNC roughing is, how it operates, its techniques, and why it matters in multiple industries. We’ll also answer commonly searched questions like “What is roughing in CNC?”, “What is the difference between roughing and finishing CNC?”, “What is the roughness of 0.4 RA?”, and “What is the roughing process?”.
What Is Roughing in CNC?
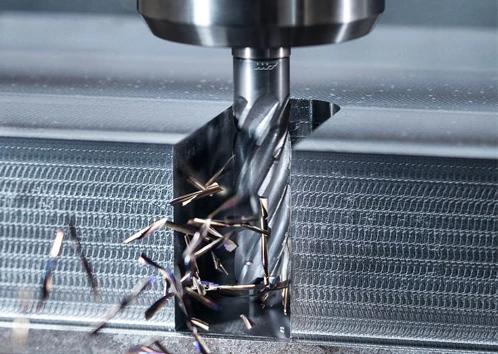
CNC roughing is the process of removing the majority of excess material from a workpiece to approach the desired shape. Its main objective is material removal, not surface finish. Roughing prepares a part for the finishing stage, where precision and surface quality are refined.
To visualize, imagine sculpting a block of metal: roughing is like removing large sections to outline the basic form. The details and smooth surfaces are achieved later during finishing.
Roughing operations typically use larger, more robust tools, deeper cuts, and higher feed rates compared to finishing operations. It is commonly applied in milling and turning processes and is particularly important when machining metals such as aluminum, steel, magnesium, Invar, titanium, and even certain engineering plastics.
The Role of CNC Roughing in Machining
Material Removal Efficiency
Roughing allows for quick removal of bulk material. Without it, finishing tools would be exposed to heavy cuts, which could reduce their lifespan and increase the risk of breakage.
Heat Management
Removing large amounts of material with finishing tools can generate excessive heat. Roughing distributes the cutting load across more durable tools, reducing thermal stress on both the part and the machine.
Surface Preparation for Finishing
Roughing creates a controlled, predictable surface. While not smooth, this surface is suitable for finishing tools to achieve required tolerances and texture efficiently.
Tool Life Optimization
By using specialized roughing tools designed for higher engagement, the wear on finishing tools is minimized. This approach also reduces the frequency of tool changes, saving time and cost.
Techniques and Methods in CNC Roughing
Conventional vs High-Speed Roughing

Conventional roughing involves deep cuts at slower speeds. High-speed roughing (HSR) takes shallower cuts but at higher spindle speeds and feed rates. HSR reduces heat accumulation, distributes cutting forces more evenly, and often results in faster cycle times, especially with hard-to-machine metals.
Trochoidal Milling
Trochoidal milling uses circular or looping toolpaths instead of straight cuts. This approach maintains a constant tool engagement angle, reducing heat generation, tool wear, and vibration. It is particularly effective for high-strength alloys like stainless steel and nickel-based alloys.
Step-Over and Step-Down Adjustments
- Step-over: lateral movement between passes
- Step-down: vertical depth per pass
Adjusting these parameters is critical. Improper step-over or step-down can lead to inefficient cuts, excessive tool stress, or poor chip evacuation.
Coolant and Lubrication Management
Coolant in roughing has multiple functions: it controls heat, flushes chips away, and lubricates the cutting zone. Proper nozzle placement and pressure are essential, particularly for deep cavities or high-volume cuts.
Step-by-Step CNC Roughing Process
1. Workpiece Preparation and Clamping
Secure and stable workholding is essential. Vibrations or shifting during roughing can lead to inaccurate dimensions or tool damage.
2. Tool Selection and Parameter Setup
Tools for roughing are typically larger, more rigid end mills or inserts. Carbide tools with coatings resist wear and sustain high loads. Cut depth, feed rate, and spindle speed should consider material properties and machine capability.
3. CNC Programming with CAM Software
CAM systems generate toolpaths that optimize material removal, reduce air cuts, and adjust feeds dynamically based on engagement angle and load.
4. Execution of Roughing Passes
During roughing, monitoring is critical. Sensor-assisted systems can detect vibrations, tool wear, or unexpected load spikes, allowing adjustments in real time.
5. Inspection and Preparation for Finishing
After roughing, the part may have high roughness values but is geometrically closer to the final shape. Surface quality and tolerances are checked to ensure the part is ready for finishing operations.
Understanding Roughness: What 0.4 RA Means
RA (Roughness Average) measures surface texture. A value of 0.4 RA is very smooth, often required for aerospace or high-precision mechanical components. In roughing, surfaces are typically rougher, but understanding the target roughness helps plan semi-finishing passes that bridge roughing and finishing effectively.
Differences Between Roughing and Finishing
| Characteristic | Roughing | Finishing |
|---|---|---|
| Primary Goal | Material removal | Achieve precision and smooth surface |
| Tool Size | Larger, robust tools | Smaller, precision tools |
| Cutting Depth | Deep cuts | Shallow, controlled cuts |
| Surface Finish | Rough | Smooth |
| Dimensional Tolerance | Loose | Tight |
Roughing focuses on efficiency and geometry, while finishing focuses on accuracy and surface integrity. Semi-finishing is sometimes used to transition between the two.
Common Challenges in CNC Roughing
- Tool Wear and Breakage: Aggressive cuts can damage tools. Monitoring engagement and feed rates helps reduce this risk.
- Heat and Vibration: High material removal rates generate heat. Stable clamping, balanced toolpaths, and machine calibration are important.
- Chip Evacuation: Accumulated chips can cause scratches or tool jams. Coolant flow and optimized toolpaths improve chip removal.
- Cycle Time Management: Inefficient toolpaths or incorrect step-over/step-down parameters extend production time.
Advanced approaches include sensor-based monitoring, adaptive feeds, and dynamic milling strategies that adjust parameters on the fly.
Applications Across Industries
- Aerospace: Turbine components, high-strength alloys
- Automotive: Engine blocks, structural chassis components
- Medical Devices: Titanium implants, Invar fixtures
- Industrial Machinery: Steel and aluminum parts with complex geometries
- Composite Materials: Semi-finished polymer parts
Recommendations for Efficient CNC Roughing
- Tool Selection: Match tool geometry, coating, and material to workpiece properties.
- Cutting Parameters: Optimize feeds, speeds, and depths based on material and tool capability.
- Toolpath Planning: Use CAM-generated toolpaths that reduce engagement and air cutting.
- Process Monitoring: Track vibration, load, and tool condition to maintain consistent output.
Frequently Asked Questions
- Q: What is roughing in CNC?
A: The initial stage focused on removing bulk material efficiently. - Q: What is the difference between roughing and finishing CNC?
A: Roughing prioritizes speed and material removal; finishing prioritizes precision and surface quality. - Q: What does a roughness value of 0.4 RA indicate?
A: A very smooth surface suitable for precision components, often requiring semi-finishing or finishing passes to achieve. - Q: How should I choose tools for roughing?
A: Consider material hardness, tool geometry, coating, and machine capability. Carbide tools with protective coatings are common.
Conclusion
CNC roughing is a crucial stage that balances efficiency, tool longevity, and part geometry. Understanding its techniques, challenges, and differences from finishing allows manufacturers to optimize cycle times, reduce costs, and produce high-quality parts. By implementing thoughtful roughing strategies—such as adaptive toolpaths, proper coolant use, and controlled cutting parameters—machining operations become more predictable and efficient.