
The Anatomy of the Process: From CAD to Cast
We utilize a refined lost-wax casting methodology that bridges the gap between digital precision and metallurgical excellence. By starting with a high-fidelity CAD model, we ensure that every aluminum investment casting meets exacting dimensional accuracy requirements from the outset.
3D-Printed Sacrificial Patterns
For complex geometries and rapid prototyping, we deploy high-resolution 3D-printed sacrificial patterns. This technology eliminates the need for expensive hard tooling during the validation phase, allowing for:
- Rapid design iterations without high upfront costs.
- Intricate internal lattices and undercuts.
- Achieving a near-net shape that reduces material waste.
Tree Assembly and Gating Optimization
Individual patterns are mounted onto a central sprue to form a “casting tree.” We prioritize gating system design optimized through solidification modeling to ensure laminar flow. This critical engineering step prevents the turbulence that typically leads to air entrapment and oxides, ensuring superior porosity control.
Ceramic Shell Building
The assembly is repeatedly dipped into high-grade refractory slurry and stuccoed to create a robust ceramic shell mold. This layering process is engineered to provide the superior surface roughness (RMS) and fine detail that distinguish our aluminum investment casting products.
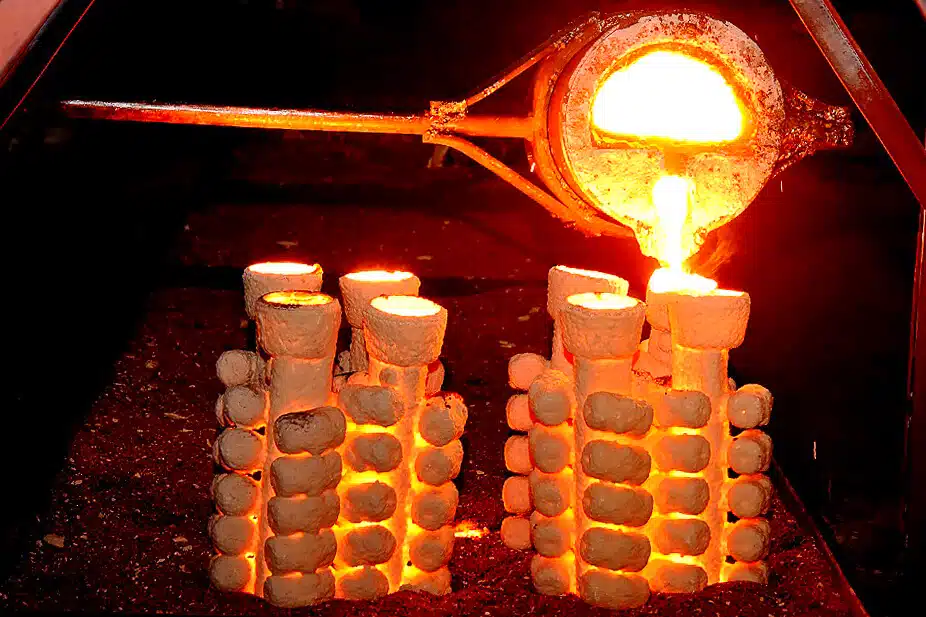
Dewaxing, Firing, and Vacuum-Assisted Pouring
Once the shell is hardened, the sacrificial material is removed via steam autoclave. The mold is then fired to achieve maximum thermal shock resistance.
| Stage | Key Technical Feature | Engineering Benefit |
|---|---|---|
| Dewaxing | High-pressure autoclave | Prevents shell cracking and expansion stress |
| Firing | Controlled thermal ramp | Eliminates residual moisture and volatiles |
| Pouring | Vacuum-assisted casting | Enables thin-wall aluminum casting down to 0.75mm |
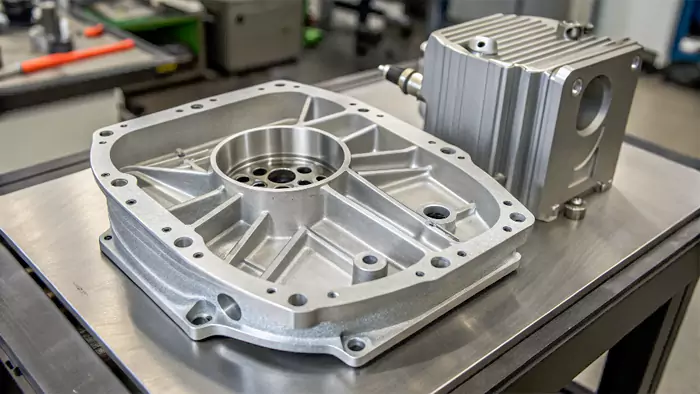
Knockout and Finishing
After controlled cooling, we use high-frequency vibratory equipment for shell removal. The process concludes with precise gate cutoff and abrasive finishing. This results in a component that often bypasses the need for heavy secondary CNC machining, delivering a high-performance part ready for final assembly.
Best Alloys for Aluminum Investment Casting

The performance of your final component depends entirely on the chemistry of the metal. We focus on matching the specific demands of your application—whether that’s weight reduction, thermal management, or raw strength—to the right aluminum grade. Using the correct material ensures our investment casting precision parts meet the rigorous standards of the aerospace and medical industries.
A356 and A357 Structural Grades
These are the go-to choices for aluminum investment casting when structural integrity is non-negotiable.
- A356.0 T6 aluminum: This is the industry workhorse. It offers a perfect balance of castability, pressure tightness, and corrosion resistance.
- A357: A higher-strength alternative often used for critical components that require superior mechanical properties and high resistance to fatigue.
319 and 713 (Tenzalloy) Performance
- 319 Alloy: Known for its high fluidity and excellent “as-cast” properties. It is particularly valued for its post-casting machinability, making it ideal for parts requiring extensive secondary CNC machining.
- 713 (Tenzalloy): This alloy is a game-changer for large or complex parts because it achieves high strength through natural aging. By skipping the intense heat treatment process, we eliminate the risk of dimensional warping while maintaining high tensile strength.
High-Thermal Conductivity Alloys
For the electronics and EV sectors, we utilize specialty alloys designed for maximum heat dissipation. These materials are essential for liquid-cooled battery housings and high-density heat sinks. By carefully controlling dendrite arm spacing (DAS) during the cooling phase, we ensure the thermal path remains unobstructed, providing peak performance in demanding environments.
| Alloy Grade | Key Benefit | Typical Application |
|---|---|---|
| A356 | Strength-to-Weight Ratio | Aerospace Brackets, Fuel Systems |
| 319 | Castability & Machining | Engine Components, Covers |
| 713 | No Heat Treatment Required | High-Strength Frames |
| Specialty | Thermal Conductivity | EV Motor Casings, Heat Sinks |
Investment Casting vs. Manufacturing Alternatives
Choosing the right production method for investment casting aluminum involves weighing the trade-offs between upfront costs, part complexity, and material efficiency. While we excel at providing high-precision components, the “best” method depends entirely on your specific project requirements.
Investment Casting vs. Die Casting
The primary differentiator here is volume versus versatility. Die casting is unbeatable for high-volume runs, but the tooling amortization can be a massive financial hurdle for smaller batches.
- Tooling Costs: Investment casting molds are significantly more affordable than high-pressure die casting dies.
- Design Freedom: We use the lost-wax casting method to produce complex internal geometries and undercuts that are physically impossible to eject from a permanent die casting mold.
Investment Casting vs. Sand Casting
When your project demands superior dimensional accuracy and a refined surface roughness (RMS), investment casting is the clear winner.
- Surface Finish: Sand casting leaves a grainy, pitted texture. Our ceramic shell process results in a smooth, professional finish right out of the mold.
- Precision: We maintain much tighter tolerances, reducing the need for aggressive fast CNC machining to correct “shifted” or oversized features typical of sand molds.
Investment Casting vs. Full CNC Machining
Many engineers mistakenly believe that machining a part from a solid billet is the only way to get precision. However, starting with an aluminum investment casting provides a near-net shape that dramatically slashes production costs.
- Material Waste: CNC machining can result in up to 80% material waste for complex parts. We cast only what is needed.
- Lead Times: By casting the primary shape, we significantly reduce the time spent on the mill. We then use precision CNC milling parts techniques only on critical mating surfaces, giving you the best of both worlds: casting efficiency and machining precision.
Quick Comparison Table
| Feature | Investment Casting | Die Casting | Sand Casting | Full CNC Machining |
|---|---|---|---|---|
| Initial Tooling Cost | Moderate | High | Low | None |
| Surface Finish (RMS) | Excellent | Very Good | Poor | Excellent |
| Design Complexity | High | Moderate | Low | Very High |
| Material Efficiency | High | High | Moderate | Low |
| Unit Cost (Mid-Volume) | Low | Moderate | Moderate | High |
Designing for Success: Aluminum Investment Casting DFM
Getting your design right before the first mold is made is the only way to ensure a cost-effective, high-performance part. When we talk about aluminum investment casting, the primary advantage is achieving a near-net shape that reduces the need for expensive secondary work. However, following a few core Design for Manufacturability (DFM) principles is what separates a successful run from a high-scrap nightmare.
Precision and Dimensional Accuracy
One of the biggest draws of lost-wax casting is the incredible dimensional accuracy we can achieve. Unlike sand casting, this process allows for much tighter control over complex geometries. While standard tolerances are impressive, opting for premium precision can eliminate many downstream steps. If your project requires even tighter fits, we often integrate our custom CNC machining services to hit those ultra-critical specs.
| Feature | Standard Precision | Premium Precision |
|---|---|---|
| Linear Tolerance | ±0.005 in/in | ±0.003 in/in |
| Draft Angle | 0.5° – 1.0° | 0.0° – 0.5° (in specific areas) |
| Wall Thickness | 1.5mm (0.060″) | 0.75mm (0.030″) |
Optimized Wall Thickness and Draft Angles
We specialize in thin-wall aluminum casting, pushing the limits down to 0.75mm–1.5mm sections. To pull this off, we use specific gating and pouring techniques to ensure the metal fills the mold before it solidifies.
- Wall Thickness: Keep transitions gradual. Drastic changes between thick and thin sections can cause shrinkage or “sinks.”
- Draft Angles: Most processes require 3° to 5°, but investment casting aluminum is unique. Because the ceramic shell is broken away from the part, we only need a minimal 0.5° to 1° draft to remove the wax pattern from the initial tooling.
- Fillets and Radii: Sharp corners are the enemy. We recommend generous fillets to prevent stress concentrations and “hot tears” during the cooling phase. This keeps the structural integrity of the part high and the reject rate low.
By focusing on these geometries, you maximize the efficiency of the aluminum investment casting process, ensuring your parts are lighter, stronger, and ready for service with minimal waste.
Ensuring Perfection: Quality and Secondary Finishing
In our aluminum investment casting process, “good enough” doesn’t exist. We treat quality assurance as the backbone of our production, ensuring every component we ship is ready for high-performance service. By combining rigorous testing with advanced post-processing, we deliver aluminum investment castings that meet the strictest aerospace and medical standards.
Non-Destructive Testing (NDT) & Analysis
We use a multi-layered approach to verify the integrity of every cast. Our internal protocols focus on eliminating hidden defects and ensuring porosity control before a part ever reaches your assembly line.
- X-Ray Inspection: Vital for detecting internal voids or inclusions that could compromise structural integrity.
- Spectrographic Analysis: We verify the melt chemistry in real-time to ensure the alloy meets exact material certifications.
- Dimensional Inspection: Using CMM (Coordinate Measuring Machines) to verify dimensional accuracy against your CAD model.
Heat Treatment for Peak Performance
To get the most out of A356.0 T6 aluminum and other specialized alloys, we apply precise thermal cycles. This process optimizes the dendrite arm spacing (DAS) and significantly boosts mechanical properties.
- T5 Temper: Cooling from an elevated temperature-shaping process and then artificially aged for dimensional stability.
- T6 Temper: A full solution heat treat and artificial aging process designed for maximum tensile strength and ductility.
Precision Secondary Operations
Even though we achieve impressive near-net shape results through lost-wax casting, mission-critical features often require tighter tolerances than a mold can provide. We offer comprehensive cnc precision engineering solutions to bridge the gap between cast tolerances and extreme precision requirements.
| Operation | Precision / Standard | Key Benefit |
|---|---|---|
| Secondary CNC Machining | +/- 0.005mm | Hits critical bearing fits and complex mating surfaces. |
| Surface Refinement | Improved RMS | Lowers surface roughness (RMS) for high-pressure seals. |
| Anodizing & Coating | MIL-SPEC | Enhances corrosion resistance and surface hardness. |
When evaluating steel vs aluminum cnc machining for post-cast finishing, aluminum’s high machinability allows us to meet these ultra-tight specs while keeping your tooling amortization and overall unit costs in check.
Industry Applications: Where Precision Meets Performance
Our aluminum investment casting solutions serve sectors where failure isn’t an option. By delivering near-net shape components, we help engineers bridge the gap between complex geometry and high-strength requirements.
Aerospace & Defense
In the skies, every ounce matters. We produce A356.0 T6 aluminum structural brackets and intricate fuel system components that prioritize weight reduction without sacrificing integrity.
- Fuel Systems: Complex internal channels cast with high-resolution precision.
- Structural Brackets: High-strength parts designed to withstand extreme vibration and stress.
Automotive and EV Innovation
The shift to electric vehicles has spiked the demand for high-quality investment casting aluminum parts. Our foundry specializes in the thin-walled sections required for modern thermal management and housing.
- Battery Housings: Lightweight, durable protection for high-voltage cells.
- Motor Casings: Efficient heat dissipation through integrated cooling fins.
Medical Device Manufacturing
Medical professionals rely on aluminum investment casting products for tools that are both lightweight and ergonomically complex. Because these instruments require extreme accuracy, many components undergo secondary CNC machining to hit final tolerances. To ensure long-term durability and sterilization resistance, we also offer anodizing for aluminum as a standard finishing option.
- Surgical Tool Handles: Contoured designs for superior grip and control.
- Imaging Equipment: Rigid, lightweight frames for portable diagnostic and X-ray devices.
FAQs About Aluminum Investment Casting
How much does aluminum investment casting tooling cost?
The initial cost for aluminum investment casting tooling typically ranges from $1,500 to $10,000+, depending on the part’s complexity and the number of cavities in the wax injection mold. While the upfront price is higher than sand casting, the tooling amortization is highly efficient for mid-to-high volume runs. Because the process delivers a near-net shape, you save significantly on raw material waste and labor.
What is the typical lead time for prototype vs. production?
We move fast to get your designs into your hands:
- Prototype Casting: By using 3D-printed sacrificial patterns, we can skip hard tooling and deliver a prototype casting in as little as 2 to 4 weeks.
- Production: Traditional lost-wax casting using permanent metal dies usually requires 8 to 12 weeks for the first article, accounting for tool build and process validation.
Can investment casting replace complex multi-part CNC assemblies?
Yes. One of the biggest advantages of this process is part consolidation. We can often cast a single, complex component that replaces an assembly of five or six separate pieces. This eliminates assembly time, reduces the risk of leaks in fluid systems, and lowers your total cost per part. For features requiring extreme tolerances, we provide prototype machining to refine critical mounting faces or threaded holes.
What surface finish (RMS) can I expect out of the mold?
The ceramic shell mold used in this process produces an exceptional surface roughness (RMS), typically ranging between 60 and 125 micro-inches. This is vastly superior to the finish provided by sand casting. For many industrial applications, this “as-cast” finish is smooth enough to be used without any additional vibratory finishing or polishing, further reducing your production steps.