Limitations of As-Cast Investment Castings
Investment casting offers excellent near-net-shape capabilities, but as-cast parts often have inherent limitations that impact their usability without further machining. Understanding these restrictions is critical when planning for post-casting CNC machining.
Typical Tolerances
- As-cast tolerances generally range from ±0.010” to ±0.030”, depending on part size and complexity.
- These tolerances are usually too loose for precision applications requiring tight fits or bearing surfaces.
- Variation can occur due to metal shrinkage, mold variability, and handling during the process.
Surface Finish Concerns
- Surface finishes on as-cast parts typically fall between 125 to 250 microinches Ra.
- Rough surfaces affect sealing, wear, and assembly quality—leading to a need for secondary finishing operations.
- Some complex geometries might have surface defects such as porosity or small inclusions that require machining or polishing.
Thin Walls, Deep Pockets, Threads, and Flatness Issues
- Thin walls can distort or warp due to thermal stresses and handling; maintaining dimensional stability is tough without machining.
- Deep pockets and internal features often have uneven wall thicknesses and require precise machining for functionality.
- As-cast threads and flat surfaces rarely meet functional requirements; threads often need tapping or thread milling, and flatness corrections are done in machining.
Datum and Location Challenges
- Castings usually lack accurate datums from the molding process, forcing manufacturers to establish reference points during CNC setup.
- Inconsistent location and orientation can increase setup time and impact final part accuracy.
- Datum transfer strategies are essential to ensure machining aligns with design intent.
Recognizing these as-cast limitations helps us decide when and how post-casting CNC machining is necessary to meet the performance and quality standards demanded in aerospace, medical, defense, and other industries.
When Do You Actually Need Post-Casting CNC Machining?

Not every investment casting requires CNC machining after casting. It mainly depends on the application and how precise the final part needs to be. Industries like aerospace, medical, defense, firearms, and high-pressure valves often demand tighter tolerances, complex features, and surface finishes that casting alone can’t reliably deliver.
Here’s a quick checklist to decide if post-casting machining is necessary:
- Functional Requirements: Does the part require precise hole locations, tight dimensional tolerances, or smooth bearing surfaces?
- Cosmetic Needs: Is a polished or flawless surface finish critical, or will minor casting texture be acceptable?
- Assembly Fit: Are threads, flats, or interfacing features needed for assembly or mating parts?
- Structural Integrity: Will machining help remove casting defects or improve fatigue strength in key areas?
The best way to decide is to weigh these needs against the cost and lead time of adding CNC machining. A simple cost-benefit matrix can help—compare the cost of machining after casting versus alternative methods like machining from solid bar or forging. In many high-precision fields, the added expense of post-casting CNC is justified by the performance gains and reduced scrap rates.
For those unsure, methods like precision CNC milling and turning can refine cast parts dramatically, making parts meet tight aerospace investment casting machining specs or medical device demands. This clarity helps prevent overspending on unnecessary machining while ensuring quality where it counts.
Common CNC Operations Performed on Investment Cast Parts
CNC machining for post-processing investment cast parts covers a range of precise operations to meet tight tolerances and improve as-cast surfaces. Typical machining tasks include:
- Face milling to create flat, accurate datum surfaces that serve as reliable references for further machining.
- Precision boring for bearing journals and seal diameters, ensuring proper fit and function.
- CNC turning on shafts, flanges, and cylindrical features to achieve exact dimensions and smooth finishes.
- Thread milling or tapping, both internal and external, to add or refine threads that may be difficult to cast directly.
- Drilling and reaming of cross holes or passages essential for assembly or fluid flow.
- Contour milling on complex geometries and deep pockets that are often challenging to cast with good accuracy.
- Grinding or honing as final steps to enhance surface finish, reduce roughness, and meet strict functional requirements.
These operations help bridge the gap between investment casting’s excellent near-net-shape capability and the exacting precision needed in industries like aerospace and medical devices. Utilizing advanced precision CNC milling services ensures each feature meets stringent specifications without unnecessary delays or costs.
Critical Process Planning Considerations

Proper planning is key to successful CNC machining for post-processing investment cast parts. Here are the essential factors to keep in mind:
- Machining Allowances on Wax Patterns: It’s crucial to add precise machining allowances when creating wax patterns. This ensures enough material is left for accurate post-casting CNC machining without risking undersize features or excess grinding.
- Heat Treatment Timing: Deciding whether to perform heat treatment before or after machining impacts both dimensional stability and tool wear. Pre-machining heat treatments reduce stresses but might require additional stock for distortion. Post-machine heat treatment can affect final tolerances and surface finish, so choose based on the alloy and application needs.
- Fixture and Workholding Strategies: Investment castings often have irregular shapes that make holding parts tricky during CNC machining. Custom fixture designs and flexible workholding solutions are necessary to secure the part without causing deformation or vibration, which can affect precision.
- Datum Transfer from Casting to Machined Features: Accurate datum referencing is critical for maintaining tight tolerances. Establishing reliable datum points on the casting that can be transferred and used for machining ensures consistent alignment and quality in production runs.
- Minimizing Distortion on Thin-Wall Castings: Thin walls are prone to warping during machining and heat treatment. Careful process sequencing, reduced cutting forces, and strategic support during machining help minimize distortion and scrap rates.
Addressing these factors upfront leads to smoother production, better quality, and fewer surprises. For more on machining stainless steel investment cast parts, check out our detailed stainless steel investment casting guide.
Material-Specific Machining Challenges & Solutions
Different materials used in investment castings come with unique challenges when it comes to CNC machining. Understanding these helps avoid common issues and keeps costs down.
Stainless Steel (17-4PH, 316L)
These alloys are widely used but can be tough on tools due to their hardness and work-hardening properties. To machine them effectively:
- Use sharp, wear-resistant carbide tooling.
- Apply steady, moderate cutting speeds to prevent excessive heat.
- Keep coolant flow high to reduce thermal damage and chip welding.
For more tailored tips, check out our expert guidance on stainless steel investment castings.
Aluminum Castings
Aluminum is softer but prone to built-up edge (BUE), where material sticks to the cutting tool. This causes poor surface finish and uneven cuts. To avoid BUE:
- Use sharp tools with positive rake angles.
- Opt for coatings like TiN or TiAlN to reduce adhesion.
- Maintain proper cutting speeds and feed rates.
Nickel and Cobalt Alloys (Inconel 718, Hastelloy)
These superalloys are known for their strength at high temperatures but are notoriously work hardening. Tool wear is a challenge, so:
- Use specialized tool materials like coated carbides or ceramics.
- Employ lower cutting speeds with higher feed rates to reduce heat build-up.
- Plan for multiple passes to avoid stressing the cutting edges.
For detailed machining strategies, see our services for Hastelloy CNC machining.
Titanium Castings
Titanium is lightweight and strong but sensitive to heat. Chip control is critical as chips tend to be long and stringy, risking tool damage and surface issues. Best practices include:
- Use high-pressure coolant to flush chips away quickly.
- Apply sharp tooling with moderate speeds to reduce heat generation.
- Employ cyclical machining or peck drilling to break chip flow.
By addressing these material-specific challenges with proper planning and tooling, CNC machining of investment cast parts becomes reliable and cost-effective across a variety of alloys.
How MS Machining Delivers Superior Results on Cast Parts
At MS Machining, we specialize in CNC machining for post-processing investment cast parts with advanced 4- and 5-axis milling capabilities. This allows us to handle complex geometries and tight tolerance investment casting features in a single-setup, reducing handling errors and improving efficiency. Our in-house metrology lab, equipped with CMM and surface finish measurement tools, ensures every casting meets or exceeds precise specifications. We also use casting-specific fixturing designed to securely hold irregular cast shapes, helping transfer datums accurately and minimize distortion during machining.
Our results speak for themselves — through optimized processes and precision machining services, we have helped clients cut scrap rates by 40–60%. Plus, our streamlined workflow shortens lead times and offers competitive cost benchmarks, making post-casting CNC machining a smart investment for aerospace, medical, and defense industries. For detailed capabilities, explore our 5-axis milling solutions, ideal for low-volume, high-mix manufacturing needs.
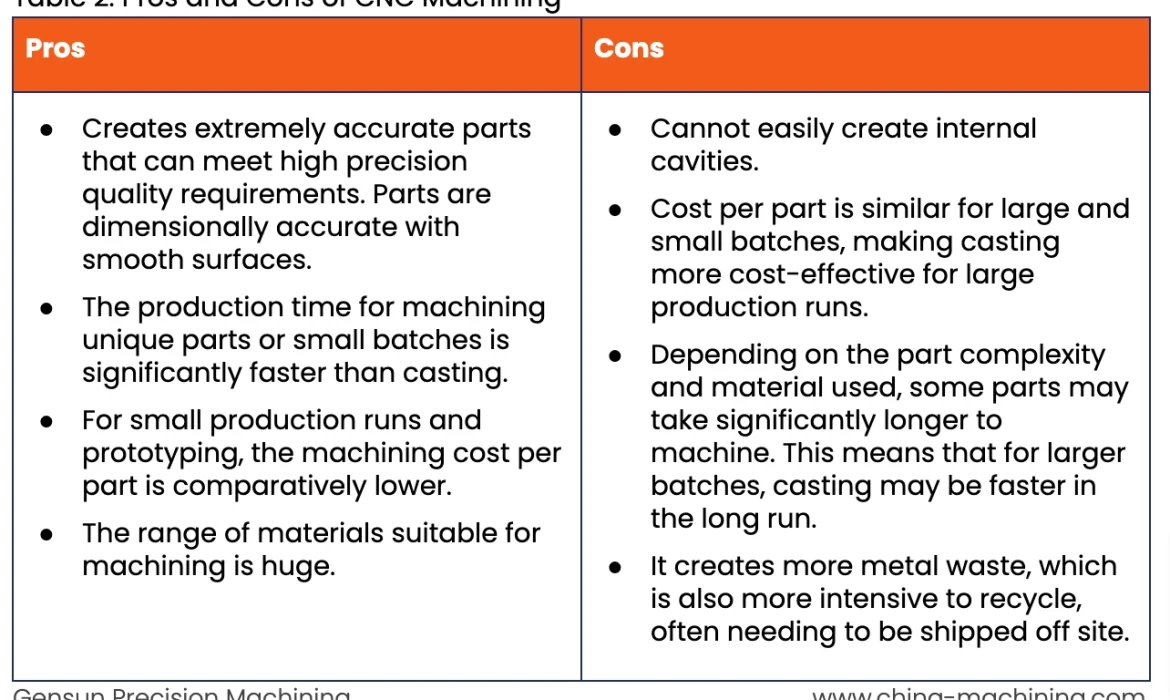
Cost Implications: Casting + CNC vs. Fully Machined from Solid

When deciding between investment casting with post-processing CNC machining versus fully machining parts from solid stock, cost plays a huge role. Here’s a quick breakdown to help weigh your options:
| Part Complexity | Small Batch Cost per Part | Medium Batch Cost per Part | High Complexity Cost per Part |
|---|---|---|---|
| Casting + CNC | Lower upfront tooling cost; higher per-piece machining cost | Balanced tooling and machining costs | Cost-effective for complex shapes due to less material waste |
| Machined from Solid | High material and machining costs, especially for complex geometry | Cost decreases with volume but still expensive | Very high due to machining time and material waste |
Key points:
- Small volumes: Fully machining from solid often incurs higher costs because material waste is significant and setup times are long.
- Medium to large volumes: Investment casting combined with CNC machining usually becomes more cost-effective as the casting tooling cost amortizes and machining focuses on critical features.
- Complex parts: Casting with post-casting CNC machining shines here by reducing machining time and scrap while maintaining tight tolerances and high surface finish.
Break-even volume analysis shows that for parts with tight tolerance and intricate geometries, investment casting plus CNC machining typically results in cost savings once you hit moderate production volumes. For very simple shapes or extremely low volumes, solid machining may sometimes be more straightforward despite higher per-piece costs.
Understanding these cost trade-offs upfront helps you optimize your manufacturing strategy, balancing quality, lead time, and budget. For more details on efficient machining of cast components, exploring precision CNC machining services can give you better insight into the processes involved. You may also want to check out our breakdown of CNC machined components made from carbon steel for reference on material-specific costs.
Best Practices Checklist Before Sending Castings for Machining
Getting your investment cast parts ready for post-casting CNC machining can save time, cost, and headaches down the line. Here’s an 8-point checklist to make sure your castings are set up right before machining:
- Clear Drawing Notes: Include all critical dimensions, tolerance callouts, and surface finish requirements. Ensure datums and reference points are explicitly defined for accurate feature locations.
- Allowance Callouts: Specify machining allowances on the drawing or wax patterns. Proper allowances help avoid unexpected material shortages or excessive machining.
- Heat Treat State: Clearly state if heat treatment is done before or after machining. This affects machining strategy and distortion control.
- Material Specifications: Confirm alloy grades and any special treatments or coatings that impact machining, like age hardening or surface hardening.
- Feature Identification: Highlight features needing precision machining, such as bearing seats, threads, or sealing surfaces, to prioritize them in process planning.
- Fixture and Datum References: Provide suggestions or requirements for fixture points and datums if available. This helps design custom fixturing, especially for irregular shapes.
- Surface Finish Expectations: Call out where surface finish improvements are necessary after machining, particularly on sealing faces or contact areas.
- Part Quantity & Revision Control: Include batch sizes and revision versions of drawings to anticipate tooling needs and avoid confusion during production.
Following this checklist with your investment castings before CNC machining can streamline the process and reduce costly delays or scrap. For more on how precision fixtures and datums impact machining success, check out our guide on 5-axis CNC machining services.