

Are you struggling to machine complex cavities or exotic alloys with standard milling tools?
You aren’t alone. Achieving tight tolerances without breaking the bank is the ultimate challenge in modern manufacturing.
In this guide, you’re going to learn exactly What is Sinker EDM and why it is the go-to solution for high-precision components.
From creating intricate molds and dies to mastering spark gap control, we are moving beyond the basics. I’ve compiled the essential strategies to show you How It Can Improve Your Production Quality, reduce secondary machining, and optimize your workflow for maximum efficiency.
Let’s dive right in.
What is Sinker EDM and Why It Matters in Modern Manufacturing
Introduction to Electrical Discharge Machining (EDM)
Electrical Discharge Machining (EDM) is a non-traditional manufacturing process that utilizes thermal energy to remove material from a workpiece. Unlike conventional milling or turning, which relies on sharp cutting tools and mechanical force, EDM erodes material using a series of rapidly recurring electrical discharges (sparks) between an electrode and the conductive workpiece.
At MS Machining, we leverage edm machining services to produce components that are difficult or impossible to manufacture with standard machining methods. Because the process is non-contact, it eliminates mechanical stress, making it ideal for machining fragile parts or extremely hard materials like hardened steel, titanium, and exotic alloys without inducing distortion.
The Difference Between Sinker EDM and Wire EDM
While both methods utilize electrical discharge, Sinker EDM and Wire EDM serve distinct purposes in the production of precision cnc parts. Understanding the difference is crucial for selecting the right process for your project.
| Feature | Sinker EDM (Die Sinking) | Wire EDM |
|---|---|---|
| Tooling | Custom-shaped electrode (Graphite or Copper) | Thin, electrically charged wire |
| Primary Application | Blind cavities, molds, sharp internal corners | Through-holes, 2D profiles, cutting plates |
| Geometry Type | Complex 3D shapes and intricate details | Prismatic shapes and vertical cuts |
| Material Entry | Plunges into the material (Z-axis) | Cuts through the material (X-Y axis) |
Sinker EDM is our go-to solution when a design requires deep ribs, blind holes, or complex internal geometries that a wire cannot reach.
Why Sinker EDM Is Gaining Attention in High-Precision Manufacturing
Sinker EDM has become indispensable for industries demanding extreme accuracy and geometric complexity. As the demand for miniaturized and highly detailed cnc precision parts grows, traditional cutting tools often face limitations regarding tool reach and corner radii.
Key drivers for Sinker EDM adoption include:
- Extreme Precision: We achieve tolerances as tight as +/- 0.005mm, ensuring part-to-part repeatability.
- Complex Geometries: It allows for the creation of sharp internal corners and deep, thin ribs that milling cutters cannot physically machine.
- Hardness Independence: The process is effective regardless of material hardness, allowing us to machine parts after heat treatment to avoid thermal warping.
- Superior Finish: Sinker EDM produces a uniform surface finish, often reducing the need for manual polishing in mold making.
By integrating Sinker EDM with our CNC milling and turning capabilities, we provide a comprehensive “one-stop” manufacturing solution that bridges the gap between prototyping and high-volume production.
How Sinker EDM Works: The Basics of the Process
Understanding Sinker EDM requires shifting your mindset from traditional cutting to thermal erosion. Unlike standard machining that uses sharp tools to shear away metal, electrical discharge machining uses controlled electrical sparks to shape the material. This distinct approach allows us to manufacture components that are virtually impossible to create with conventional cutting tools.
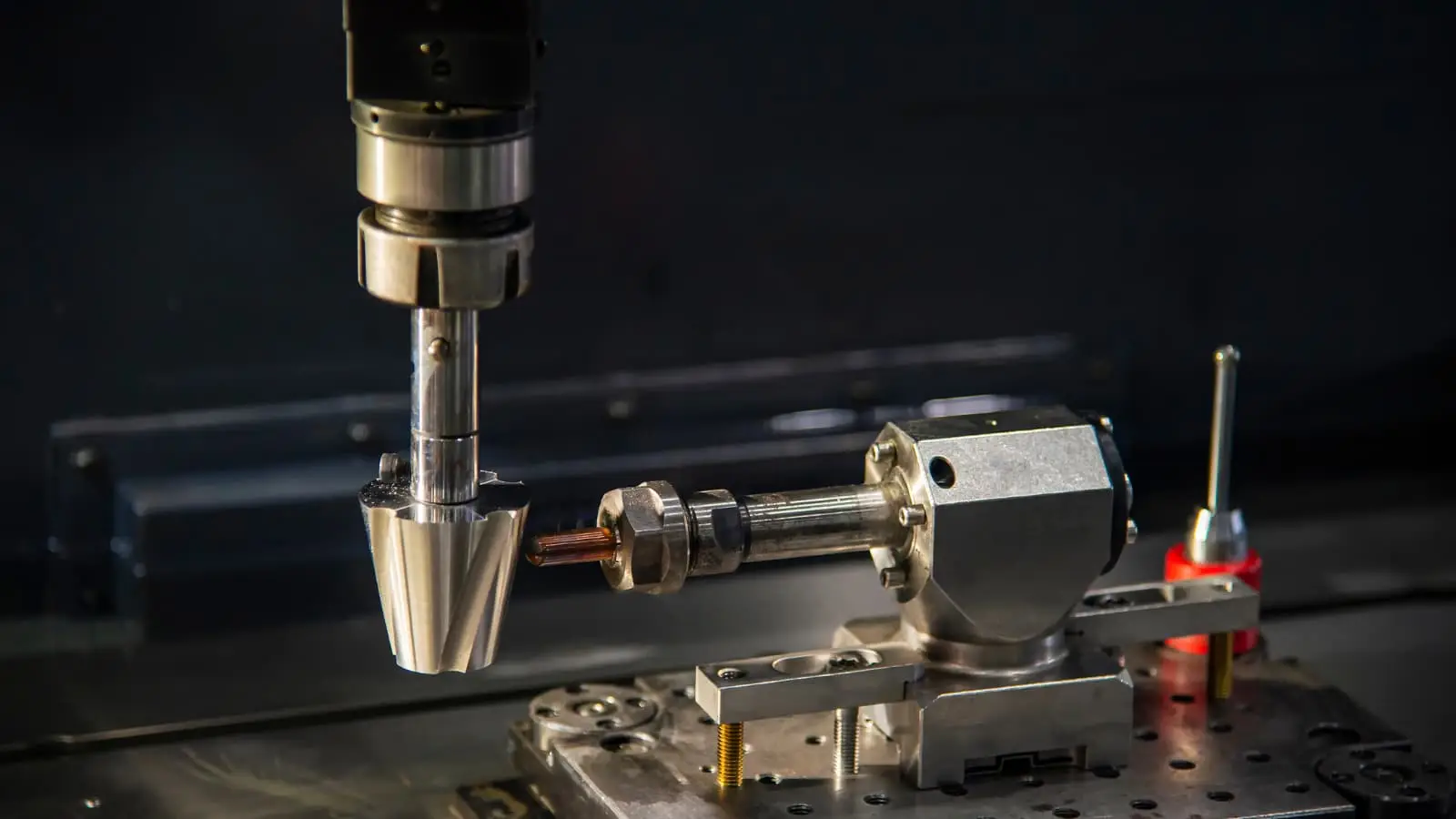
Electrode and Workpiece Interaction in Sinker EDM
The core of the Sinker EDM process involves a custom-shaped electrode and a conductive workpiece. At MS Machining, we typically machine these electrodes from graphite or copper to match the exact “negative” or reverse shape of the cavity required.
Instead of physically touching the material, the electrode is lowered toward the workpiece. A high-frequency electrical current is generated between the two. The electrode acts as the cutting tool, but it never makes direct contact with the part. This non-contact nature is critical because it eliminates mechanical stress, preventing the distortion often seen when machining thin or delicate features.
Dielectric Fluids and Spark Gap Control
The entire operation takes place inside a tank filled with dielectric fluid, usually a specialized hydrocarbon oil. This fluid serves three vital functions in our edm machining services:
- Insulation: It prevents the spark from jumping prematurely until the voltage reaches the correct threshold.
- Cooling: It keeps both the workpiece and the electrode at a stable temperature to minimize heat-affected zones.
- Flushing: It washes away the microscopic metal particles (chips) created during the process.
The “spark gap”—the distance between the electrode and the workpiece—is maintained with extreme precision. If the gap is too wide, the spark won’t jump; if it’s too narrow, the system shorts out. By strictly controlling this gap, we ensure the production of high-quality precision CNC parts with consistent repeatability.
Material Removal Mechanism and Precision Factors
Material removal in Sinker EDM happens through intense heat. The electrical discharges create localized plasma channels that reach temperatures between 8,000°C and 12,000°C. This instantly melts or vaporizes a microscopic amount of material on the workpiece surface.
Because this process removes material particle by particle, we can achieve incredible detail. Several factors contribute to the high precision we deliver:
- Tolerance Capabilities: We can achieve tolerances as tight as +/- 0.005mm.
- Hardness Independence: Since the process is thermal, not mechanical, we can machine hardened steel, titanium, and carbide just as easily as soft aluminum.
- Surface Integrity: The discharge rate can be adjusted to produce specific surface finishes, reducing the need for manual polishing.
Key Advantages of Using Sinker EDM in Production
At MS Machining, we utilize Sinker EDM not just as a backup method, but as a primary solution for features that are simply impossible with traditional cutting tools. When your project demands cnc precision parts with internal features that standard end mills cannot reach, this process delivers the accuracy and repeatability required for high-stakes manufacturing.
High Precision for Complex Geometries and Intricate Cavities
The standout capability of Sinker EDM is its ability to create sharp internal corners, deep thin ribs, and blind cavities without the radius limitations of a rotating tool. While 5-axis CNC precision parts benefits are substantial for complex external contours, Sinker EDM is the superior choice for internal intricacies.
- Tight Tolerances: We consistently achieve tolerances as tight as +/- 0.005mm.
- Sharp Corners: Produce internal square corners that are mechanically impossible for round milling cutters.
- Deep Cavities: Effectively machine deep, narrow slots without tool chatter or deflection.
Superior Surface Finish and Reduced Secondary Machining
One of the immediate benefits we see in our edm machining services is the quality of the surface finish right out of the tank. The discharge process creates a uniform, crater-like surface structure that holds lubricants well, which is ideal for mold making. Because the finish is so consistent, we significantly reduce the time and cost associated with manual polishing or secondary finishing processes, streamlining the transition from machining to final assembly.
Ability to Machine Hard Metals and Exotic Alloys
Hardness is not a limiting factor for Sinker EDM. Unlike conventional machining, which struggles with hardened materials, our electrical discharge machining process works effortlessly on any conductive material, regardless of its hardness rating.
- Material Versatility: We machine hardened steel, titanium, carbide, and exotic alloys with ease.
- Post-Heat Treat Machining: We can machine parts after they have been heat-treated, eliminating the risk of dimensional distortion that often occurs when heat-treating machined parts.
Minimal Thermal Stress and Distortion Compared to Traditional Milling
Sinker EDM is a non-contact process. There is no physical tool touching the workpiece, which means there is absolutely no mechanical force applied to the part. This is critical for delicate or thin-walled components that would bend or warp under the pressure of a CNC cutting tool. By removing stress from the equation, we ensure that the final component retains its intended geometry perfectly, providing a level of reliability that is essential for high-quality production runs.
Applications of Sinker EDM Across Industries
At MS Machining, we deploy Sinker EDM (Electrical Discharge Machining) when traditional cutting methods hit a wall. Whether it is dealing with incredibly hard materials or geometries that are physically impossible for a rotating tool to cut, this process is the backbone of high-stakes manufacturing. From creating intricate molds to producing flight-critical hardware, our edm machining services ensure that complex designs become functional realities without compromising material integrity.
Mold and Die Manufacturing for Injection Molding
The most common application for Sinker EDM is in the creation of molds and dies. When producing molds for plastic injection or die casting, we often need to machine blind cavities with sharp internal corners and deep, thin ribs—features that a round end mill simply cannot achieve.
- Hardened Steel Compatibility: We machine the mold cavities after heat treatment, eliminating the risk of warping that occurs if you machine soft steel and harden it later.
- Complex Cavities: The electrode can be shaped to form intricate negative spaces that define the final plastic part.
By integrating this with our broader CNC production machining capabilities, we deliver complete tooling solutions that are ready for the press.
Aerospace Components Requiring Tight Tolerances
In the aerospace sector, failure is not an option. We use Sinker EDM to manufacture cnc precision parts made from exotic superalloys like Inconel, Titanium, and Waspaloy. These materials are notoriously difficult to machine with traditional cutters due to their high heat resistance and hardness.
- Stress-Free Machining: Since Sinker EDM is a non-contact process, it induces no mechanical stress on the part, preserving the structural integrity of critical aerospace components.
- High Precision: We achieve tolerances as tight as +/- 0.005mm, essential for turbine blades, fuel system components, and actuator parts.
Medical Devices and Precision Instrument Parts
Medical manufacturing demands sterility, biocompatibility, and extreme precision. Sinker EDM is ideal for producing surgical instruments, implants, and diagnostic equipment components where surface finish and accuracy are paramount.
- Burr-Free Results: Unlike milling, EDM does not leave burrs, reducing the need for manual deburring which could alter the part’s geometry.
- Intricate Details: It allows us to create tiny, complex features in stainless steel and titanium implants that facilitate bone growth or precise mechanical function.
Automotive High-Precision Components
The automotive industry relies on Sinker EDM for producing high-volume, high-wear components. We utilize this technology to manufacture parts that require exceptional hardness and surface consistency.
- Fuel Injection Systems: Creating the microscopic holes and channels required for efficient fuel atomization.
- Transmission Parts: Machining splines and keyways in hardened gears.
To support these applications, we often utilize our CNC machining copper services to fabricate the highly conductive electrodes required for the EDM process, ensuring we control quality from the electrode to the final steel part.
Factors That Affect Sinker EDM Performance and Quality

Achieving the tight tolerances of +/- 0.005mm that we promise at MS Machining isn’t just about having the right machine; it requires precise control over several critical variables. In electrical discharge machining, the difference between a perfect component and a scrap part often comes down to how well we manage the interaction between the tool, the workpiece, and the environment. Here is how we control these factors to ensure consistent quality.
Electrode Material, Geometry, and Wear
The electrode acts as the cutting tool in Sinker EDM, essentially forming the “negative” image of the cavity we want to create. Since the process involves thermal erosion, the electrode itself is subject to wear. If the electrode degrades too quickly, the final geometry of the precision CNC parts will be compromised.
We typically use graphite or copper electrodes because they offer high conductivity and resistance to wear. To ensure the electrodes meet our strict standards, we often utilize our custom CNC machining services to fabricate these tools with extreme accuracy before they ever touch the EDM machine.
- Corner Wear: Sharp corners on the electrode erode fastest, which can round off the internal corners of the workpiece.
- Surface Quality: The grain size of the graphite electrode directly influences the surface finish of the mold or part.
- Design Allowance: We engineer the electrode size slightly smaller than the desired cavity to account for the “spark gap” (overburn).
Pulse Settings, Current, and Voltage Parameters
The power supply settings dictate the speed of removal and the quality of the finish. This is where our engineering expertise plays a massive role. We balance current (Amperage) and pulse duration to optimize the cut without damaging the material.
| Parameter | Function | Impact on Quality |
|---|---|---|
| Current (Amps) | Controls the energy of each spark. | Higher current removes metal faster (Roughing) but leaves a rougher surface. Lower current is used for Finishing. |
| Pulse On-Time | Duration the current flows per cycle. | Longer on-time increases removal rates but creates a larger heat-affected zone (HAZ). |
| Pulse Off-Time | Pause between sparks to flush debris. | If too short, debris causes arcing (short circuits). If too long, cycle time increases unnecessarily. |
| Gap Voltage | Controls the spark gap distance. | Maintains the precise distance between electrode and workpiece for stable machining. |
Workpiece Material and Thermal Conductivity
Sinker EDM is unique because it cuts conductive materials regardless of their hardness. We frequently machine hardened steel, titanium, and carbide that would destroy traditional cutting tools. However, the physical properties of the workpiece still affect the process.
Materials with high melting points and low thermal conductivity require more energy to erode. For instance, machining carbide requires different settings than aluminum. Because the process is non-contact, we eliminate mechanical stress, but we must carefully manage thermal inputs to prevent micro-cracking in heat-sensitive alloys.
Dielectric Fluid Management and Filtration
The dielectric fluid (usually a hydrocarbon oil) serves three vital functions: it acts as an insulator until the ionization voltage is reached, it cools the workpiece, and it flushes away the eroded particles.
Proper filtration is non-negotiable for high-quality edm machining services. If the fluid is dirty, conductive particles suspended in the oil can bridge the gap, causing secondary discharges (arcing) that pit the surface of the part. We maintain rigorous filtration systems to keep the dielectric fluid clean and temperature-controlled, ensuring that every spark behaves exactly as predicted.
Cost and Production Considerations for Sinker EDM
Understanding the cost structure of electrical discharge machining (EDM) is vital for keeping your project on budget without sacrificing quality. At MS Machining, we don’t just quote a price; we engineer the process to ensure you are paying for value, not inefficiencies. While Sinker EDM is often perceived as a premium service due to its high precision, it can actually reduce total production costs when applied correctly to complex or hardened parts.
When Sinker EDM Is Cost-Effective vs Alternative Machining Methods
Sinker EDM becomes the most cost-effective solution when traditional cutting tools hit their physical limits. If you are dealing with hardened steel, titanium, or exotic alloys, standard end mills wear out quickly or break, leading to high tooling costs and scrapped parts. Sinker EDM eliminates mechanical force, allowing us to machine these tough materials without the risk of tool breakage.
Additionally, for parts requiring sharp internal corners or deep, thin ribs, Sinker EDM is often the only viable option. Attempting to achieve these geometries with standard CNC milling machines would require micro-tools and incredibly slow feed rates, driving up machine time. In these scenarios, the EDM process is faster and more reliable.
Cycle Time and Efficiency Strategies for High-Volume Production
While Sinker EDM is generally slower than conventional milling, we employ specific strategies to maintain our standard 3-7 day turnaround times. Efficiency in EDM machining services comes down to smart electrode management and minimizing downtime.
- Multi-Electrode Setup: We use roughing electrodes to remove material quickly and finishing electrodes to achieve that perfect +/- 0.005mm tolerance.
- Batch Processing: Running multiple parts simultaneously in the tank maximizes the efficiency of the dielectric fluid and setup time.
- Automation: Our ISO 9001:2015 certified workflows ensure that once a burn cycle starts, it runs uninterrupted, allowing for “lights-out” manufacturing potential on larger orders.
Tooling and Electrode Fabrication Costs
Unlike wire EDM which uses a spool of wire, Sinker EDM requires a custom-shaped electrode—usually made from graphite or copper—to form the cavity. This means there is an upfront tooling cost to fabricate the electrode itself.
However, this cost is often offset by the longevity of the process. A single high-quality graphite electrode can produce multiple precision CNC parts before needing replacement. For complex 3D cavities, the cost of machining one electrode is significantly lower than the cost of breaking multiple expensive carbide cutters on a hard workpiece. We optimize electrode design to ensure maximum usage and minimal waste.
Balancing Quality, Speed, and Cost in Your Production Workflow
The key to a successful project is knowing when to use Sinker EDM and when to rely on other methods. We often recommend a hybrid approach. We might use CNC milling to remove the bulk of the material and then switch to Sinker EDM for the intricate details and final surface finish.
This approach gives you the speed of milling with the precision of EDM. Whether you are figuring out how to create a prototype or moving into full-scale production, balancing these factors ensures you get high-precision components without unnecessary expenditure. Our engineering team reviews every design to recommend the most efficient manufacturing path.
Best Practices for Integrating Sinker EDM Into Manufacturing
To get the most out of edm machining services, it is essential to integrate the process strategically into your wider production workflow. At MS Machining, we don’t just treat Sinker EDM as a standalone task; we view it as a critical finishing step that complements standard machining to achieve geometries that traditional cutters simply cannot reach.
Design for EDM: Optimizing Part Geometry for Machinability
Designing for Sinker EDM requires a different mindset than designing for milling. Since the process uses a formed electrode to erode material, the design must account for the electrode’s shape and the flushing of dielectric fluid.
- Account for Electrode Wear: While we can achieve extreme precision, the electrode does wear down. Designing cavities with consistent draft angles can help maintain accuracy and extend electrode life.
- Flushing Channels: For deep cavities, ensure the geometry allows for adequate fluid circulation to flush away debris. Poor flushing can lead to arcing and surface defects.
- Material Selection: We can process a wide range of machined metal parts materials, including pre-hardened steels and exotic alloys. Selecting the right material before heat treatment can save significant time during the EDM phase.
Combining EDM With CNC Milling or Grinding for Complex Parts
Efficiency in manufacturing often comes from using the right tool for the right stage of production. Sinker EDM is rarely used for bulk material removal due to its slower speed compared to milling. Instead, we employ a hybrid approach to maximize speed and accuracy.
- Roughing via CNC: We use CNC milling to remove the majority of the material while the metal is in a softer state.
- Heat Treatment: The part is hardened to the required specifications.
- Finishing via Sinker EDM: We use Sinker EDM to cut intricate features, sharp internal corners, or deep ribs into the hardened material without risking distortion.
This workflow relies heavily on the quality of the electrodes used. We utilize precision machining graphite techniques to create custom electrodes that match your exact design specifications, ensuring the final burn is flawless.
Routine Maintenance and Calibration for Consistent Results
Maintaining tight tolerances of +/- 0.005mm requires strict adherence to maintenance protocols. Our ISO 9001:2015 certified processes ensure that equipment reliability never compromises part quality.
- Dielectric Fluid Quality: We constantly filter and monitor the dielectric fluid. Clean fluid is crucial for stable electrical discharge and a superior surface finish.
- Calibration: Regular calibration of the machine axes ensures positional accuracy is maintained across production runs.
- Electrode Inspection: Before any spark is struck, we inspect electrodes for dimensional accuracy to guarantee the resulting cnc precision parts meet your exact requirements.
Future Trends in Sinker EDM and Precision Manufacturing
Integration With CNC and Automated Production Lines
The days of Sinker EDM operating as a standalone island are fading. We are seeing a massive shift toward full automation where EDM units are integrated directly into larger production cells. Robots now handle electrode changing and workpiece palletization, allowing for “lights-out” manufacturing. This connectivity ensures that cnc precision parts move seamlessly from milling to EDM without manual handling errors. By utilizing advanced CNC engineering services, shops can synchronize these machines to maximize spindle uptime and throughput, drastically reducing lead times for complex projects.
Smart EDM Systems With Real-Time Monitoring and AI Optimization
Machine intelligence is revolutionizing electrical discharge machining. Modern systems are equipped with AI algorithms that monitor the spark gap and discharge conditions in real-time. Instead of relying solely on preset parameters, the machine “feels” the cut and adjusts instantly to maintain stability.
- Adaptive Control: Automatically adjusts current and off-time to prevent arcing and wire breakage.
- Predictive Maintenance: Sensors alert operators before a component fails, preventing downtime.
- Process Optimization: The system learns from previous cuts to optimize speed and finish for future batches.
Advances in Electrode Materials and Machining Efficiency
We are also witnessing significant improvements in the materials used for electrodes. New high-density graphite and specialized copper alloys offer superior wear resistance, meaning the electrode keeps its shape longer. This is critical for maintaining tight tolerances on precision cnc parts while reducing the number of electrodes needed per job. These material advancements, paired with faster generator technologies, allow edm machining services to achieve finer surface finishes in less time. For extremely small and intricate features, combining these advanced materials with micro CNC machining capabilities ensures the highest level of detail and accuracy.