
In industrial manufacturing, the decision between casting and CNC machining is frequently reduced to a simple question of production volume. However, for those developing high-precision components for robotics, medical devices, or unmanned aerial vehicles (UAVs), the choice is a more complex negotiation between metallurgical integrity, dimensional stability, and long-term financial risk.
1. The Internal Reality: Wrought vs. Cast Morphology
The most profound difference between these two processes is invisible to the naked eye. It resides in the microscopic arrangement of the metal grains, which dictates how a part behaves under real-world stress.
The Wrought Advantage (CNC Machining)

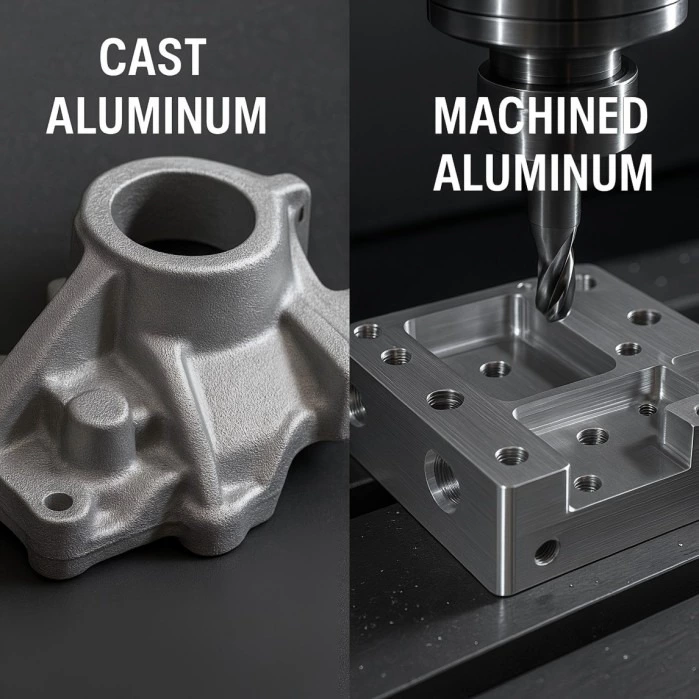
CNC machining starts with wrought materials—extruded bars, rolled plates, or forged billets. These materials undergo significant mechanical “working” during their production, which aligns the crystalline grains into a dense, directional flow.
When you machine a structural bracket from a solid 6061-T6 aluminum block, you are leveraging a material that is at its peak structural density. Because the grain structure is continuous and compressed, the part offers superior tensile strength and fatigue resistance. There is virtually zero risk of internal voids, ensuring that the part’s mechanical performance is predictable across every unit produced. This is a non-negotiable requirement for high-load components like motor mounts or robotic linkages that face constant vibration.
The Crystalline Reality (Casting)

Casting is a thermal event. Molten metal is poured into a mold and cools into a dendritic, tree-like crystalline structure. As the metal solidifies, it naturally shrinks and “gasses out.” This physics-driven contraction often leads to microscopic gas pockets or internal porosity.
In high-stress applications, these internal voids act as “stress concentrators.” Imagine a bridge with tiny, invisible cracks inside its pillars; eventually, those cracks will grow. Similarly, a cast part is statistically more likely to develop crack propagation over thousands of operational cycles compared to a CNC-machined part with a continuous wrought grain structure.
2. The Precision Gap: Why 0.1mm is the Difference Between “Working” and “Failing”
To a layman, 0.1mm (the thickness of a human hair) seems negligible. In precision engineering, however, 0.1mm is a massive canyon that affects the lifespan and noise profile of a product.
The “Wobble” Effect (Fit and Function)
Consider a high-speed motor spinning at 10,000 RPM. If the bearing seat is cast with a standard tolerance of ±0.1mm to 0.2mm, that bearing might sit just slightly off-center. At high speeds, that tiny gap creates vibration. Vibration leads to heat, noise, and eventually, premature mechanical failure of the motor.
CNC Reality: CNC machining utilizes closed-loop feedback to maintain tolerances as tight as ±0.005mm. This “interference fit” ensures the bearing is snug and silent, whereas a raw casting often has “slop” that wears down the housing over time.
The Seal Problem (Leakage and Pressure)
If a part must hold liquid or gas—such as a hydraulic valve or a waterproof battery case—0.1mm is a potential leak path. Casting naturally warps as it cools. If the mating surface isn’t perfectly flat, the gasket or O-ring won’t compress evenly.
We use CNC to “face-mill” those surfaces. This ensures the two metal faces are so flat that they can hold pressure reliably without relying solely on thick, expensive seals that eventually degrade and leak.
3. Financial Architecture: Tooling vs. Design Agility
The economics of manufacturing are a balance between Capital Expenditure (CAPEX) and Operating Expenditure (OPEX).
Zero-Barrier Agility (CNC)
CNC machining is a flexible financial model. It requires no specialized molds or dies, meaning the initial “Tooling Tax” is zero. This makes CNC the champion for prototyping and small-to-mid-volume production.
The Cost of Change: If an engineering change is required—perhaps a mounting hole needs to be moved—the programmer simply updates the digital file and the next part is ready. This agility prevents the “sunk cost” trap of expensive, inflexible hardware.
The Scale Advantage (Casting)
Casting is a front-heavy investment. A high-pressure die casting mold can cost between $10,000 and $80,000 with a lead time of 6 to 10 weeks. The economic benefit only manifests when the volume is high enough to amortize that initial mold cost over thousands of units. However, the risk is rigidity. If a design flaw is discovered after the mold is cut, the financial impact of rebuilding the tool can be devastating.
4. Surface Integrity and Functional Finishes
For parts requiring aesthetic finishes or chemical treatments like anodizing, the fabrication process dictates the final quality.
- CNC Parts: Offer a dense, uniform surface that accepts chemical coatings with high consistency. The result is a deep, even color—a requirement for high-end industrial equipment.
- Cast Parts: Possess a “chilled skin” that differs from the core. If you polish too deeply, you expose porosity. During anodizing, these micro-pores can trap chemicals, leading to “pitting” or uneven coloration.
In the medical sector, these micro-pores are more than an aesthetic issue; they are a hygiene risk. Surfaces that can harbor bacteria are unacceptable for surgical environments, which is why CNC machining is the standard for medical-grade components.
5. The “Hidden Tax” of Assembly Time
Precision isn’t just about the single part; it’s about the efficiency of your assembly line. If you purchase 1,000 cast parts with wide tolerances, your assembly team will spend time filing edges, forcing screws, or shimming gaps.
CNC Consistency: Every part is a carbon copy of the first. You save significant labor costs because the parts “click” together like high-end building blocks. When you factor in the saved labor and the reduced scrap rate, the “expensive” CNC part often ends up being the most cost-effective option for the total project.
6. Strategic Synthesis: How to Decide?
| Factor | CNC Machining | Casting |
|---|---|---|
| Material Integrity | High (Wrought structure) | Moderate (Risk of porosity) |
| Dimensional Precision | Ultra-High (±0.005mm) | Low to Moderate (±0.2mm) |
| Initial Investment | $0 (No tooling) | High ($10k – $80k+) |
| Design Flexibility | High (Instant changes) | Low (Requires new mold) |
Need Professional Manufacturing Advice?
At [MS Machining], we specialize in helping R&D teams navigate these trade-offs. Whether you need the structural integrity of 5-axis CNC machining or the scale of precision casting, we ensure your components are optimized for both performance and budget.
Contact our engineering team today for a technical DFM review.