Understanding Stainless Steel Investment Casting in Modern Manufacturing
What is stainless steel investment casting?
Stainless steel investment casting, historically known as lost wax casting, is a precision manufacturing process designed to produce complex metal components with high dimensional accuracy and superior surface finishes. Unlike traditional sand casting, which creates rougher surfaces, modern investment casting—specifically the Silica Sol process utilized at MS Machining—allows for the creation of near-net-shape parts. This method is ideal for components that require intricate internal geometries or thin walls that would be difficult or cost-prohibitive to produce through CNC precision parts machining alone. By minimizing material waste and reducing the need for extensive secondary operations, this technique serves as a critical solution for industries ranging from automotive to fluid control.
How the investment casting process works step by step
The transformation from raw material to a finished component involves a rigorous, multi-stage procedure to ensure structural integrity and dimensional consistency.
Wax Pattern Injection: A metal die is created, and molten wax is injected to form a replica of the final part.
Tree Assembly: Multiple wax patterns are attached to a central wax sprue, creating a “tree” for batch processing.
Shell Building (Silica Sol Process): The wax tree is dipped into a ceramic slurry and coated with fine sand. This is repeated multiple times to build a hard, durable ceramic shell.
Dewaxing: The ceramic shell is heated, causing the wax to melt and drain away, leaving a hollow cavity (the “lost wax” phase).
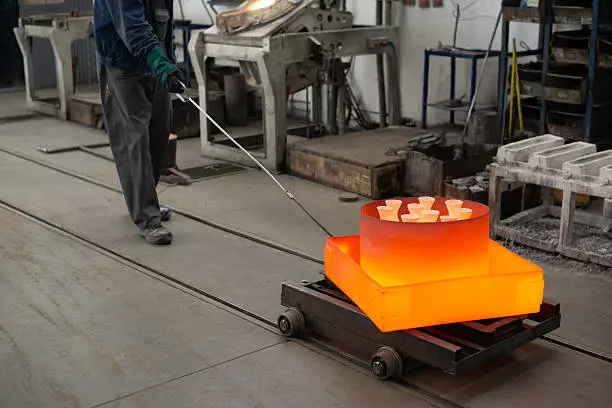
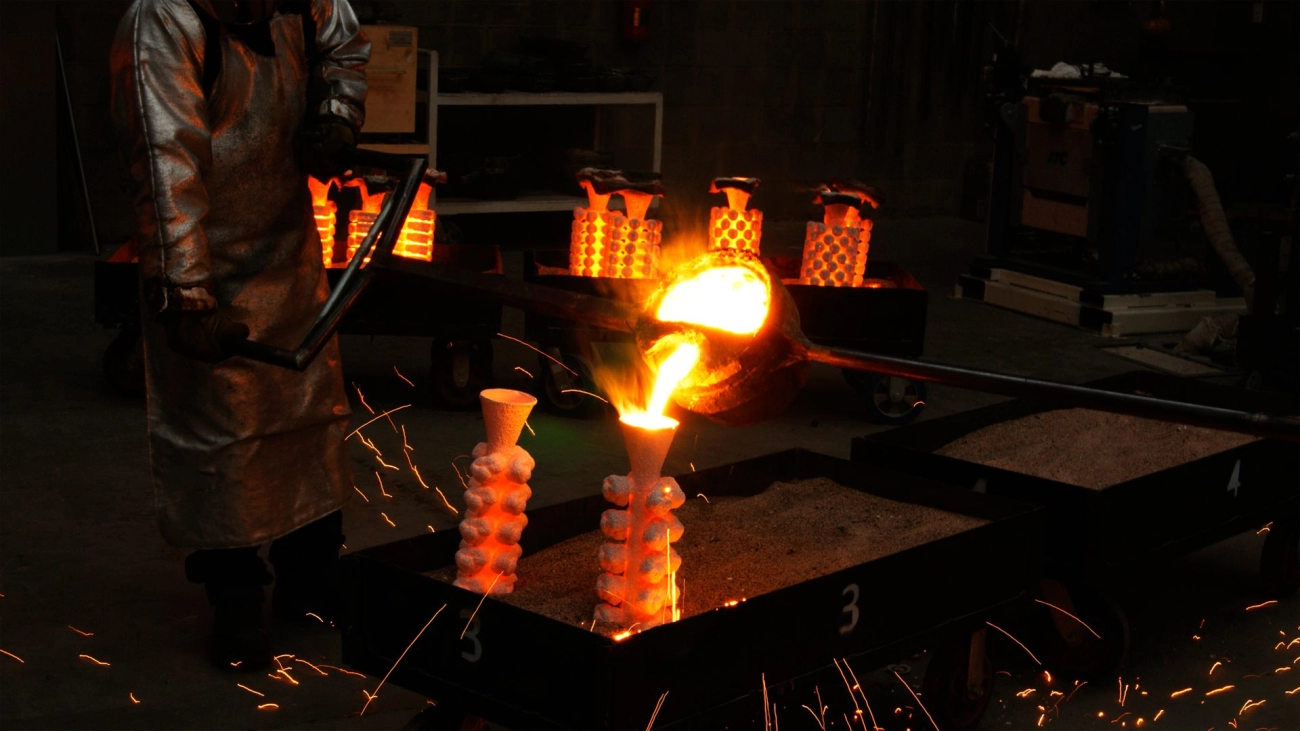
Pouring: Molten stainless steel is poured into the pre-heated ceramic shell, filling the cavity to form the part.
Knockout and Cleaning: Once cooled, the ceramic shell is broken off, and the parts are cut from the sprue.
Finishing: The castings undergo sandblasting, gate grinding, and initial inspection before moving to secondary precision CNC parts machining if tighter tolerances are required.
Common stainless steel grades used in investment casting
Selecting the correct alloy is fundamental to the performance of the cast part. We support a wide range of stainless steel grades tailored to specific mechanical and environmental requirements:
Austenitic Stainless Steel (304, 304L, 316, 316L): The most popular choices for investment casting due to their excellent corrosion resistance and good mechanical properties. Grade 316L is particularly favored for marine and chemical applications.
Precipitation Hardening Steel (17-4 PH): Chosen for applications requiring high strength, hardness, and corrosion resistance, often used in aerospace and heavy industrial components.
Martensitic Stainless Steel (410, 420): Ideal for parts requiring high hardness and wear resistance, such as pump parts and valves.
Duplex Stainless Steel: Offers a combination of high strength and exceptional stress corrosion cracking resistance, suitable for harsh environments.
Why Stainless Steel is Often Chosen for Investment Casting Parts
When engineers and procurement managers select a manufacturing process, the combination of stainless steel and investment casting often rises to the top. This pairing isn’t just about shaping metal; it is about creating components that can withstand harsh realities while maintaining tight tolerances. At MS Machining, we see firsthand how this method solves complex engineering problems where other techniques fall short.
Corrosion resistance and material stability
The primary reason our clients specify stainless steel grades like 304, 316, and 316L is their inherent ability to resist oxidation and chemical attack. In the investment casting process, the molten metal solidifies in a controlled environment, ensuring a homogeneous microstructure. This uniformity is critical for maintaining the material’s passive oxide layer, which protects the part from rust and degradation.
Whether the component is destined for a marine environment, a chemical processing plant, or a medical facility, the material stability of cast stainless steel ensures a long service life. Unlike plated parts where a surface scratch can lead to failure, the corrosion resistance here is integral to the material itself.
Mechanical strength and durability for demanding environments
Stainless steel investment casting produces parts with exceptional density and mechanical integrity. Because the process minimizes porosity compared to other methods like sand casting, the resulting components exhibit superior tensile strength and impact resistance.
This durability makes investment casting the go-to choice for safety-critical applications. We regularly manufacture parts that must endure high pressure, extreme temperatures, and heavy mechanical loads without deforming. The seamless nature of a cast part—often replacing multi-piece welded assemblies—further eliminates weak points, providing a robust solution for heavy industrial machinery and automotive applications.
Surface finish and dimensional consistency advantages
One of the standout features of the Silica Sol investment casting process we use is the superior surface finish it achieves right out of the mold. Typical surface roughness values fall between Ra 3.2 and 6.3, which is significantly smoother than sand casting. This “near-net shape” capability means the parts look professional and function well without extensive secondary processing.
However, when specific mating surfaces require even tighter tolerances, we integrate our casting capabilities with high-precision CNC machining parts production. This hybrid approach allows us to maintain excellent dimensional consistency across large production runs while keeping costs lower than machining the entire part from a solid billet. The consistency of the mold ensures that every part, from the first to the thousandth, meets the same rigorous specifications.
Key Factors to Determine If Investment Casting is Right for Your Part
Part geometry complexity and internal features
If your design features intricate internal passageways, undercuts, or thin walls that are difficult to reach with cutting tools, investment casting is likely your best option. Machining these features from a solid block often requires expensive 5-axis setups or is simply impossible. Our silica sol investment casting process allows us to create complex, near-net-shape components that retain high structural integrity. This method is ideal for parts where material waste from machining would be excessive, allowing us to produce sophisticated geometries efficiently.
Dimensional tolerance and consistency requirements
While investment casting offers excellent precision compared to sand casting, it generally holds linear tolerances around ISO 8062 CT4-CT6. For many structural applications, this is sufficient. However, if your application demands ultra-tight fits—such as bearing surfaces or seal grooves—raw casting alone may not suffice. In these cases, we use a hybrid approach: we cast the part to a near-net shape and then perform secondary machining to achieve the final critical dimensions. This balance delivers the best of both worlds: the material efficiency of casting and the accuracy of **precision cnc parts**.
Production volume and repeatability considerations
Investment casting requires an initial investment in tooling (molds). If you only need a single prototype, machining from solid stock is usually faster and cheaper because it avoids tooling costs. However, as soon as your volume increases to dozens or thousands of units, investment casting becomes significantly more cost-effective. The per-unit cost drops drastically because we aren’t machining away pounds of expensive stainless steel. Once the mold is made, we can reproduce thousands of identical parts with high repeatability, ensuring your supply chain remains stable.
Post-machining needs and secondary operations
Most high-performance parts require some level of finishing after casting. We specialize in reducing the total cost of ownership by integrating casting with in-house machining. By casting the part with minimal machining allowance, we reduce the cycle time required to produce final **cnc precision parts**. Surface finish is also a major factor; while our casting finish is generally Ra 3.2 – 6.3, many clients require a smoother look. We offer comprehensive stainless steel polishing services to achieve electropolished or mirror finishes, handling the entire process from molten metal to the final inspection under one roof.
Stainless Steel Investment Casting vs Other Manufacturing Methods
Choosing the right manufacturing process is rarely about finding the “best” method overall, but rather the most efficient one for your specific volume and geometry. At MS Machining, we often help clients transition between these methods as their production needs scale. Here is how investment casting stacks up against the alternatives.
Investment casting vs CNC machining from solid billet
The primary difference here is material utilization and setup time. Machining from a solid block (subtractive manufacturing) is excellent for low volumes or simple geometries because it requires no tooling investment. However, for complex shapes, machining from solid stock generates significant material waste and requires longer cycle times.
Material Waste: CNC machining can turn 50% or more of your expensive stainless steel stock into chips. Investment casting is an additive process that uses material only where needed.
Volume: For 1-50 parts, stick with precision cnc parts. For 500+ parts, investing in a mold for casting becomes far more cost-effective.
Hybrid Approach: The most efficient route is often “near-net shape” casting followed by secondary machining. This reduces the machining time significantly while maintaining the tight tolerances of stainless steel casting and CNC machining quality.
Investment casting vs sand casting for stainless steel parts
While both are casting processes, they serve different quality tiers. Sand casting is generally cheaper for very large, heavy components where surface finish is not critical. However, the silica sol investment casting process we use offers superior results for precision components.
Surface Finish: Sand casting leaves a rough, grainy texture (Ra 12.5+). Investment casting provides a smooth finish (Ra 3.2 – 6.3), reducing the need for extensive polishing.
Tolerances: Investment casting holds much tighter linear tolerances (CT4-CT6) compared to the looser standards of sand casting.
Detail: If your part has intricate logos, thin walls, or fine internal passages, investment casting captures details that sand molds simply cannot.
Investment casting vs metal injection molding (MIM)
Metal Injection Molding (MIM) is a strong competitor, but usually only for very small, high-volume parts.
Size Constraints: MIM is typically limited to parts weighing less than 100 grams. Investment casting is versatile, handling parts from a few grams up to 50kg or more.
Tooling Costs: MIM molds are extremely expensive, often requiring volumes of 10,000+ to justify the cost. Investment casting molds are more affordable, making them viable for mid-volume production runs.
Design Flexibility: Investment casting allows for greater design freedom regarding part size and wall thickness variations compared to the strict limitations of MIM.
Cost Structure: What Really Drives Investment Casting Pricing
Tooling cost and long-term cost balance
When evaluating investment casting, the initial sticker shock often comes from tooling. To create the wax patterns necessary for the process, we must first machine an aluminum injection die. This is an upfront expense that doesn’t exist if you are strictly machining from stock. However, this cost structure flips in your favor as volume increases. Once the tool is made, the unit price drops significantly compared to machining parts from solid billets. For recurring production runs, the tooling cost amortizes quickly, making it the smarter financial choice for long-term supply chains.
Material utilization and waste reduction
Stainless steel grades like 316L or 17-4 PH are expensive materials. One of the biggest cost drivers in manufacturing is how much of that raw material ends up as scrap. When we machine complex geometries from a solid block, a high percentage of the material is cut away and wasted. Investment casting is a “near-net-shape” process, meaning we pour the metal into a form that is already 90-95% of the final shape. This drastically reduces material waste, ensuring you are paying for the part itself, not the chips on the shop floor.
Impact of machining allowance on total part cost
While casting provides the general shape, critical features often require secondary operations to meet tight tolerances. The “machining allowance” is the extra layer of metal we leave on the casting to be removed later. Getting this balance right is crucial for cost control.
Too much allowance: Increases machining time and tool wear, driving up costs.
Too little allowance: Risks non-cleanup on surfaces, leading to scrapped parts.
Because we handle both the casting and the production of CNC precision parts in-house, we optimize this allowance during the design phase. We cast only the necessary material needed for finishing, keeping secondary machining time—and your total part cost—to a minimum.
Industries That Commonly Use Stainless Steel Investment Casting
Stainless steel investment casting is the backbone for many sectors requiring components that combine high strength with exceptional corrosion resistance. Because the Silica Sol process allows for intricate geometries, we can produce parts that would be too costly or impossible to fabricate using other methods. At MS Machining, we see consistent demand from industries where component failure is simply not an option.
Industrial equipment and fluid control components
This is one of the largest applications for our castings. Fluid handling systems rely heavily on stainless steel for its ability to resist rust and chemical degradation. We frequently manufacture valve bodies, pump impellers, and pipe fittings that must perform reliably over long service lives.
Durability: Parts withstand high pressure and continuous flow without erosion.
Precision: Tight tolerances ensure leak-proof seals in critical assemblies.
Efficiency: The smooth surface finish of investment casting improves fluid dynamics compared to sand casting.
Automotive and transportation applications
In the automotive sector, the push for better fuel efficiency and performance drives the need for lightweight but strong parts. Stainless steel castings are essential for exhaust manifolds, turbocharger components, and EGR valves. These parts must endure extreme thermal cycling without warping or cracking. While the casting provides the complex near-net shape, we often perform secondary operations to turn these raw casts into finished cnc precision parts ready for immediate assembly on the production line.
Food processing and hygienic system parts
Sanitation is non-negotiable in the food and beverage industry. We primarily use Stainless Steel 304 and 316 for these applications because they are non-reactive, food-safe, and resistant to aggressive cleaning chemicals.
Meat grinders and mixing blades
Coffee machine components
Beverage dispensing valves
The superior surface finish achieved through our Silica Sol process eliminates rough spots and pits where bacteria could hide, helping manufacturers meet strict FDA and hygiene standards.
Energy, oil, and gas-related components
Equipment in the oil and gas sector faces some of the harshest environments on earth, including exposure to saltwater, sour gas, and abrasive slurries. We supply robust components like drilling tools, downhole equipment, and sensor housings. Using high-grade stainless steel ensures these parts maintain their structural integrity under immense pressure and aggressive conditions, significantly reducing maintenance downtime in remote locations.
Design Tips to Improve Results in Stainless Steel Investment Casting
Optimizing your part design specifically for the investment casting process is the best way to reduce costs and ensure structural integrity. At MS Machining, our engineering team works with you to refine designs for manufacturability (DFM), ensuring that the transition from a digital drawing to a physical stainless steel part is seamless.
Wall thickness guidelines for stable casting
Maintaining uniform wall thickness is critical in stainless steel investment casting to prevent defects like shrinkage or warping during the cooling phase. While the silica sol process allows for thinner walls compared to sand casting, adhering to specific guidelines ensures consistency.
Uniformity: Keep wall thickness as consistent as possible throughout the part.
Minimum Thickness: For most stainless steel grades, we recommend a minimum wall thickness of roughly 1.5mm to 2mm for small parts.
Transitions: If varying thicknesses are necessary, use gradual transitions rather than abrupt steps to allow smooth metal flow and uniform cooling.
Draft angles, fillets, and stress reduction
Sharp corners and 90-degree angles are stress concentrators that can lead to cracking when the molten metal solidifies. Incorporating proper geometry helps the molten stainless steel flow into the ceramic shell and reduces the risk of defects.
Fillets and Radii: Always add a radius to internal and external corners. This strengthens the part and improves material flow.
Draft Angles: While investment casting requires less draft than other methods, adding a slight angle (0.5 to 1 degree) to vertical walls helps in the removal of the wax pattern from the injection mold, speeding up the process.
Ribs and Gussets: Use ribs to strengthen thin walls rather than increasing the overall thickness, which saves weight and material.
Designing for casting first, machining second
The most cost-effective approach is to cast the near-net shape and reserve high-precision work for secondary operations. Attempting to cast extremely tight tolerances directly can result in higher scrap rates. Instead, we recommend leaving a machining allowance (typically 0.5mm to 1mm) on critical mating surfaces.
By combining the geometric freedom of casting with secondary processing, we produce precision cnc parts that meet strict specifications. For features like threaded holes, tight bores, or flat sealing surfaces, it is often more efficient to machine them after casting. Our facility integrates these CNC milling machine components directly into the workflow, ensuring that you get the best of both manufacturing worlds without handling logistics between multiple vendors.
Quality Control and Inspection Standards in Investment Casting
At MS Machining, we know that consistency is the biggest challenge in manufacturing. When you choose stainless steel investment casting, you aren’t just buying a shape; you are buying mechanical reliability and dimensional accuracy. Our ISO 9001:2015 certified process ensures that every part meets strict industrial standards before it ships.
Dimensional inspection and tolerance control
Controlling dimensions is critical, especially when combining casting with secondary machining. For raw investment castings, we typically adhere to ISO 8062 standards (CT4-CT6). However, many applications require tighter fits than a raw cast can provide.
To bridge this gap, we verify critical features using advanced Coordinate Measuring Machines (CMM). This allows us to validate complex geometries and ensure that any post-cast processing results in high-quality CNC machining metal parts capable of holding tolerances as tight as ±0.005mm.
Standard Casting Tolerance: ISO 8062 CT4-CT6
Machined Tolerance: Up to ±0.005mm
Verification Method: CMM and calibrated gauges
Surface integrity and defect prevention
A major advantage of the silica sol investment casting process is the superior surface finish it produces compared to sand casting. We generally achieve a surface roughness of Ra 3.2 – 6.3 right out of the mold.
To prevent common issues like porosity, shrinkage, or surface inclusions, we implement rigorous visual inspections and pressure testing. Whether the part requires electropolishing, hand polishing, or sandblasting, we inspect the surface integrity at every stage to ensure it meets both aesthetic and functional requirements.
Material testing and traceability requirements
Using the wrong alloy can lead to catastrophic failure in the field. We eliminate this risk through strict material testing. We use spectrometer analysis to verify the chemical composition of every melt, ensuring that grades like 304, 316L, or 17-4 PH meet exact specifications.
We provide full traceability for our investment casting projects, giving you confidence in the material’s mechanical properties and corrosion resistance. From the initial raw material to the final component, we track the data to ensure compliance with your engineering requirements.
When Stainless Steel Investment Casting May Not Be the Best Option
While investment casting is a powerhouse for complex stainless steel components, it isn’t the universal solution for every manufacturing challenge. At MS Machining, we believe in using the right tool for the job. There are specific scenarios where alternative methods, such as direct machining, make more financial and logistical sense.
Simple geometries with very low volume
Investment casting requires the creation of a metal die to produce wax patterns. This involves an upfront tooling cost. If your part is a simple shape—like a basic bracket, block, or shaft—and you only need a handful of units, the cost of the mold will likely outweigh the material savings. For simple geometries in low quantities (1 to 50 parts), machining directly from standard stock is almost always more cost-effective because you avoid the initial tooling investment entirely.
Ultra-tight tolerances requiring full CNC machining
Casting gets us to “near-net shape,” typically achieving tolerances around CT4-CT6 (ISO 8062). However, some applications demand micron-level precision across the entire surface, not just on specific features. If your design requires tight tolerances on every dimension, casting might introduce unnecessary variables. In these cases, opting for CNC metal machining from solid billet ensures the highest degree of accuracy without the risk of casting porosity or thermal distortion. We often recommend producing **cnc precision parts** directly from bar stock when the entire geometry relies on critical fits.
Rapid prototyping and urgent lead time constraints
The investment casting process involves multiple physical steps: wax injection, shell building, dewaxing, pouring, and cooling. Even with our optimized timeline, producing sample castings typically takes 2-4 weeks. If you are in the early R&D phase and need a physical part in your hands within a few days to validate a fit, casting is too slow. For urgent deadlines, we usually suggest machining the prototype to verify the design first, then moving to investment casting once the design is frozen and volume requirements justify the transition.
How to Choose the Right Investment Casting Partner
Selecting the right manufacturing partner is critical when your project involves complex geometries and high-performance materials. You need a supplier who understands more than just pouring metal; they must understand how the raw cast interacts with final assembly requirements.
Engineering support and design feedback capability
A valuable partner contributes to the design process before production begins. At MS Machining, we don’t just accept a file and run with it. Our engineering team conducts a thorough Design for Manufacturability (DFM) review to identify potential casting defects or unnecessary costs.
We look for ways to optimize draft angles, reduce material waste, and improve structural integrity. If a supplier cannot provide technical feedback on your 2D or 3D drawings (STEP, IGS, PDF), you risk facing costly revisions later. We ensure your design is optimized for the investment casting process to guarantee consistent quality.
Machining integration and finishing capacity
Most stainless steel castings require secondary operations to meet tight tolerances. Relying on separate vendors for casting and machining increases lead times and creates accountability gaps. We solve this by offering a one-stop solution that integrates casting with secondary processing.
Our facility handles the entire workflow. After the casting process, we utilize advanced equipment for CNC milling to achieve precision tolerances as tight as ±0.005mm. This integration ensures that precision CNC parts fit perfectly without the logistical headache of managing multiple suppliers.
Benefits of Integrated Manufacturing:
Feature
Single-Source Supplier (MS Machining)
Multiple Vendors
Accountability
Single point of contact for quality
Blame shifting between caster and machinist
Lead Time
Streamlined (2-4 weeks for samples)
Delays due to shipping between shops
Cost
Reduced logistics and handling costs
Higher cumulative shipping and markup costs
Quality Control
Unified inspection standards
Inconsistent measurement protocols
Experience with stainless steel casting projects
Stainless steel behaves differently than other metals during the cooling process. It requires specific expertise to control shrinkage and prevent porosity. We specialize in the Silica Sol process, which is essential for producing high-grade stainless steel components with superior surface finishes (Ra 3.2 – 6.3).
We have extensive experience handling various grades, including 304, 316, 17-4 PH, and Duplex stainless steels. Our ISO 9001:2015 certified process includes rigorous material analysis using spectrometers to ensure the chemical composition meets your exact specifications. When sourcing cnc precision parts made from stainless steel, verify that your partner has a proven track record with these specific alloys to ensure durability and performance.

 Stainless steel investment casting is the backbone for many sectors requiring components that combine high strength with exceptional corrosion resistance. Because the Silica Sol process allows for intricate geometries, we can produce parts that would be too costly or impossible to fabricate using other methods. At MS Machining, we see consistent demand from industries where component failure is simply not an option.
Stainless steel investment casting is the backbone for many sectors requiring components that combine high strength with exceptional corrosion resistance. Because the Silica Sol process allows for intricate geometries, we can produce parts that would be too costly or impossible to fabricate using other methods. At MS Machining, we see consistent demand from industries where component failure is simply not an option.
 At MS Machining, we know that consistency is the biggest challenge in manufacturing. When you choose stainless steel investment casting, you aren’t just buying a shape; you are buying mechanical reliability and dimensional accuracy. Our ISO 9001:2015 certified process ensures that every part meets strict industrial standards before it ships.
At MS Machining, we know that consistency is the biggest challenge in manufacturing. When you choose stainless steel investment casting, you aren’t just buying a shape; you are buying mechanical reliability and dimensional accuracy. Our ISO 9001:2015 certified process ensures that every part meets strict industrial standards before it ships.