Are you struggling with scrapped parts and blown budgets on your most intricate part designs?
You might already know that strict geometric tolerances and tough materials leave absolutely zero room for error.
But what exactly is causing these high-stakes defects?
Well, you’re in the right place.
After handling complex machined parts day in and day out, I can tell you this—most costly mistakes in complex CNC machining don’t happen by accident.
In fact, this exact approach is what we use to maintain rigid quality control and deliver flawless components for the world’s most demanding industries.
So if you’re looking to stop assembly delays and perfect your production runs, this guide is for you.
Let’s dive right in.
Inaccurate Tolerances and Dimensional Drift
Tackling Precision Machining Errors
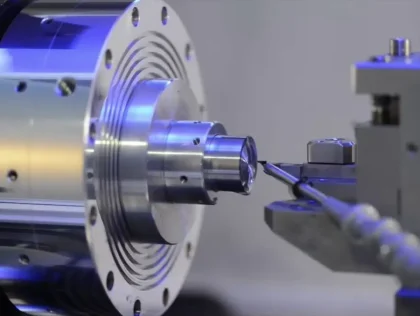
When dealing with complex machined parts, achieving and maintaining tight tolerance control is our top priority. As engineers and procurement specialists know, nothing derails an assembly schedule faster than components that fall out of spec due to dimensional shifting.
The Root Cause
Why does dimensional drift happen? In complex CNC manufacturing, it usually boils down to two main culprits:
- Thermal Deformation in Machining: Friction generates intense heat. This heat causes the workpiece or the cutting tool to expand during the cut. Once the metal cools, the part shrinks right out of tolerance.
- Tolerance Stacking: When machining multi-sided parts that require multiple manual setups, microscopic alignment errors compound with every flip, causing significant geometric deviations.
The Solution & Prevention
To prevent these precision machining errors, we attack the variables before they ruin a part:
- Targeted Coolant Application: Flooding the cutting zone to instantly regulate temperature and evacuate hot chips.
- Optimized Feed Rates: Balancing spindle speeds and feed rates to minimize friction-induced heat buildup.
- Environmental Stability: Controlling the ambient shop temperature to prevent the raw material from expanding before it even hits the machine.
The MS Machining Advantage
We don’t leave tight tolerances to chance. At MS Machining, our entire facility is completely climate-controlled to guarantee baseline environmental stability. Furthermore, we leverage advanced multi-axis precision machining centers that process parts in a single setup. By reducing human handling, we effectively eliminate both tolerance stacking and thermal drift, ensuring your parts meet strict specifications every single time.
Eliminating Poor Surface Finishes and Chatter Marks
Nothing ruins a batch of complex parts faster than visible chatter marks. This issue is usually caused by harmonic vibration—essentially, the tool and the workpiece vibrating against each other during the cut. If there is too much tool overhang or the setup lacks rigidity, you end up with a wavy, inconsistent texture that destroys your required surface finish roughness (Ra).
To prevent this, we focus on disrupting that vibration before it impacts the part. The solution involves a mix of hardware choices and real-time adjustments:
- Maximize Tool Rigidity: We keep tool overhang to an absolute minimum to reduce deflection.
- Variable-Flute End Mills: Using tools with unequal flute spacing helps break the harmonic rhythm that causes chatter.
- Spindle Speed Tuning: Adjusting RPMs to find the “sweet spot” where resonance is minimized.
At MS Machining, we don’t just rely on initial programming. Our skilled machinists monitor CNC tool wear and chatter actively, making parameter adjustments on the fly to maintain quality. For parts requiring an aesthetic edge or ultra-smooth function, we utilize our in-house CNC surface polishing capabilities. This ensures that even the most critical components leave our facility with a pristine, specification-compliant finish.
3. Programming and Tool Path Inefficiencies
When producing complex machined parts, bad programming can lead to catastrophic tool collisions or wasted machining time. Even the best equipment can’t fix a poor set of instructions.
The Root Cause: Why Programs Fail
- G-code programming errors: Simple typos or logic flaws in the machine’s code can crash a spindle instantly.
- Lack of DFM feedback: Pushing a design straight to the shop floor without a Design for Manufacturability review often results in toolpath nightmares.
- Inefficient routes: Excessive “air-cutting” or poorly planned movements drastically inflate cycle times.
- Clearance issues: Misjudging the space between the tool, the spindle, and the setup causes destructive tool collisions.
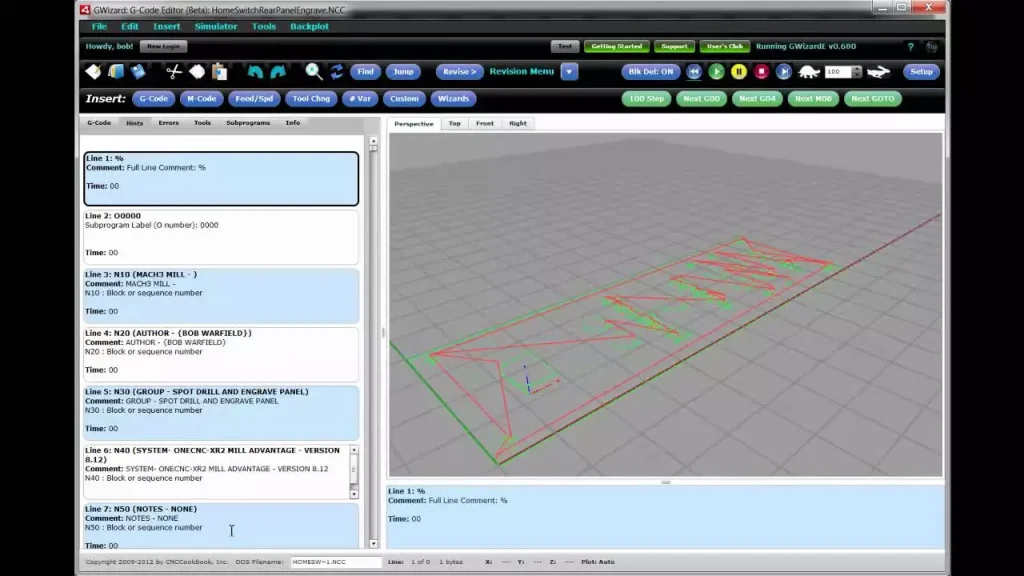
The Solution: Simulate Before You Cut
Catching errors digitally saves expensive metal, tools, and downtime.
- Advanced CAM simulation software: Running a digital twin of the machining process helps spot crashes and inefficiencies before the machine ever moves.
- Rigorous DFM reviews: Collaborating on the design upfront ensures the part is actually optimized for CNC manufacturing.
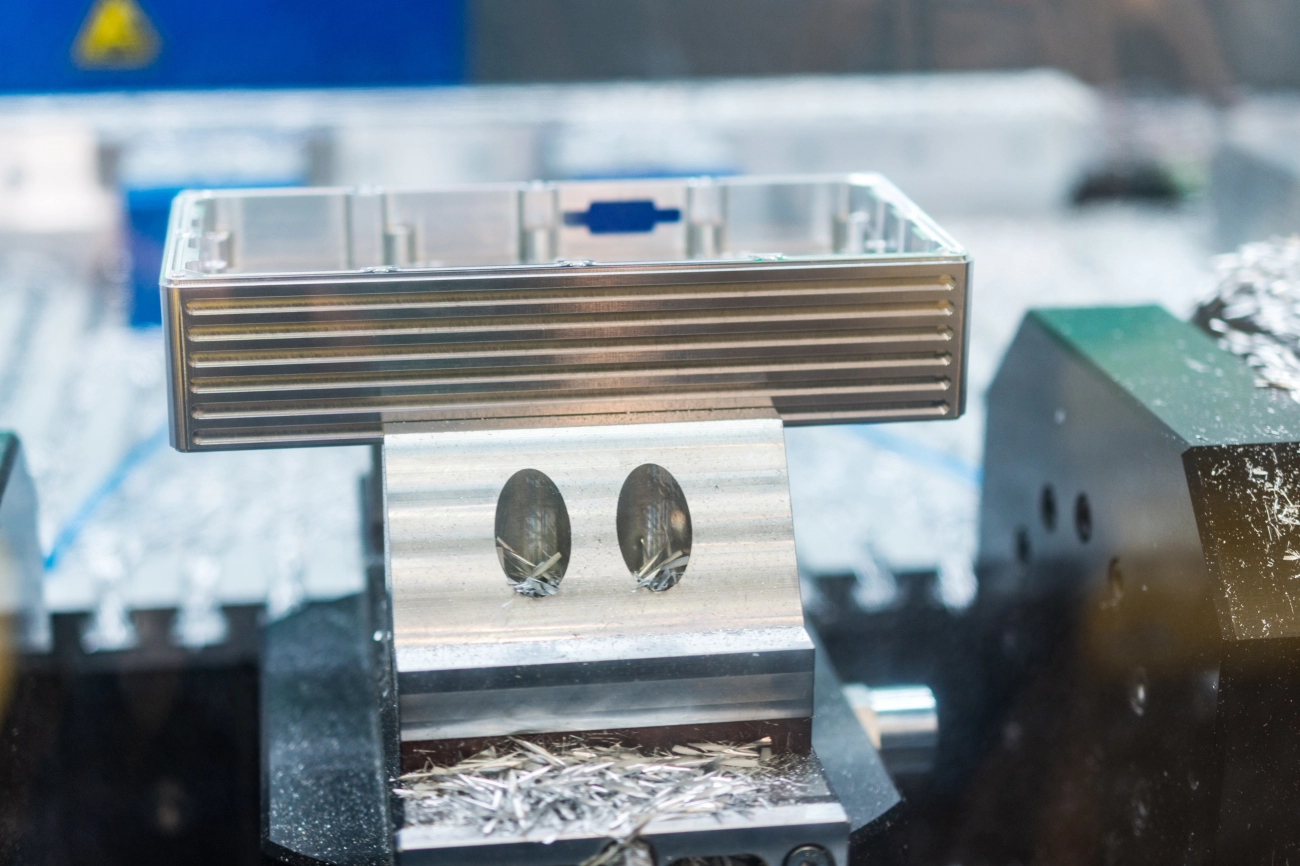
- Stable workholding: Running tight, aggressive tool paths safely requires reliable CNC fixtures to keep the workpiece exactly where the program expects it, preventing unexpected shifts.
The MS Machining Advantage
At MS Machining, we don’t just hit ‘cycle start’ and hope for the best. Our skilled CNC machinists and engineers rely on multi-axis tool path optimization to guarantee flawless execution. By catching programming errors in the simulation phase and providing honest DFM feedback to our US clients, we eliminate these common CNC problems early. This proactive approach ensures we get the job done right the first time, keeping your production schedule firmly on track.
4. Limitations with Advanced and Hard-to-Cut Materials
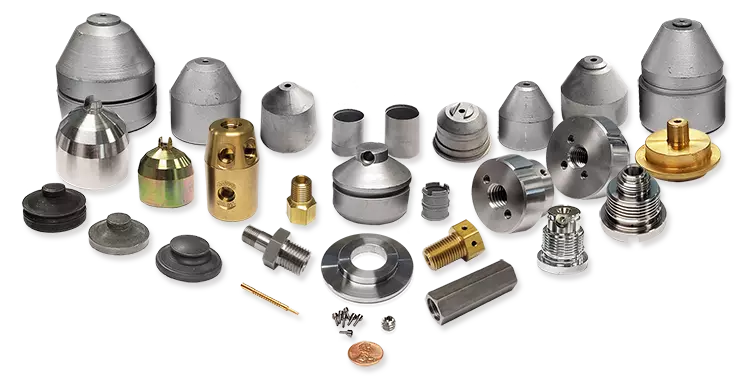
When manufacturing complex machined parts, standard plastics and mild steels are usually a straightforward job. The real test in CNC manufacturing comes when your project requires advanced aerospace material machining. These materials are built to withstand extreme environments, which means they naturally resist being cut.
The Root Cause
Working with high-strength materials like Titanium and Inconel creates a specific set of CNC problems. These tough alloys are notorious for:
- Rapid Tool Wear: Hard metals generate massive friction, dulling standard cutting edges in minutes.
- Work-Hardening: The heat from cutting actually hardens the material’s surface, making the next pass significantly more difficult.
- Chip-Evacuation Challenges: Tough alloys often produce long, stringy chips that tangle around the tool, leading to surface damage or catastrophic tool breakage.
The Solution & Prevention
You cannot approach hard-to-cut materials with basic setups. To avoid severe CNC tool wear and chatter, we implement strict machining strategies:
- Tailored Tooling: We use specialized carbide substrates and advanced heat-resistant tool coatings specifically engineered for superalloys.
- High-Pressure Coolant Delivery: Flooding isn’t enough. We blast high-pressure coolant directly at the cutting zone to instantly fracture and flush away chips while keeping the core temperature low enough to prevent work-hardening.
The MS Machining Advantage
At MS Machining, we don’t back down from difficult materials. We have engineered our processes to handle everything the US market demands. Whether your supply chain requires the rigorous machining of high-temp Inconel alloys or precision work for custom aluminum investment casting components, our extensive material capabilities ensure stable, efficient production without the typical limitations.
Quality Control Bottlenecks and Assembly Delays
When you are dealing with complex machined parts, getting the physical cutting right is only half the battle. Quality control (QC) bottlenecks can quickly derail your entire production schedule if not managed correctly.
The Root Cause
Bottlenecks typically happen when inspection processes are completely disjointed from the shop floor. If a shop rushes or skips a thorough First Article Inspection (FAI), tolerance issues often slip through to the final stages. This becomes a massive headache in low-volume high-mix production environments. With constant job changeovers, slow manual inspections mean QC teams are always playing catch-up, leading to frustrating assembly delays and missed deadlines.
The Solution & Prevention
To keep production moving without sacrificing quality, modern CNC manufacturing facilities integrate inspections directly into the machining workflow.
- In-Process Spindle Probes: Verifying dimensions while the part is still fixtured inside the machine prevents compounding errors and saves time.
- Strict CMM Validation: Automated Coordinate Measuring Machines (CMM) ensure tight tolerance control and drastically speed up the final verification process.
- Comprehensive FAI: Locking in the setup early with a strict First Article Inspection prevents costly scrap and rework down the line.
How MS Machining Handles It
At MS Machining, we don’t let quality checks slow down your supply chain. We operate multiple dedicated QC and assembly lines to ensure stable, highly efficient production. By combining real-time in-process checks with advanced CMM verification, we guarantee the accuracy of our CNC milling and turning operations. This streamlined approach ensures your parts meet strict specifications and are ready for global shipping exactly when you need them.
FAQs about Complex CNC Machining Problems
When manufacturing complex machined parts, production questions inevitably arise. Here are the most common troubleshooting questions we field regarding typical CNC problems and how our facility solves them.
How do you maintain tight tolerance control?
We combat thermal deformation and tolerance stacking by operating entirely in climate-controlled environments. To hit exact dimensions on intricate geometries, we rely on rigid setups and advanced equipment, which is especially critical when leveraging our 5-axis CNC machining solutions.
What causes poor surface finishes?
The main culprits are usually CNC tool wear and chatter. We eliminate harmonic vibrations by maximizing tool rigidity, using variable-flute end mills, and adjusting spindle speeds in real-time to keep surface finish roughness (Ra) flawless.
How do you prevent programming errors?
Before any metal is cut, we rely on comprehensive CAM software and rigorous DFM feedback. This digital simulation approach catches G-code programming errors, tool path inefficiencies, and potential tool collisions before they ever reach the shop floor.
Can you handle hard-to-cut advanced materials?
Absolutely. Tough aerospace alloys cause rapid tool wear and chip-evacuation issues if not handled correctly. Whether your project requires standard aluminum or specialized machining for titanium and Inconel, we use tailored cutting substrates and high-pressure coolant systems to prevent work-hardening and optimize tool life.
How is QC managed in low-volume high-mix production?
We avoid quality control bottlenecks by integrating in-process spindle probe inspections directly into our CNC manufacturing workflow. Combined with a strict First Article Inspection (FAI) using automated CMM validation, we guarantee rapid part verification and strict adherence to GD&T without slowing down your assembly line.