
Comparing Fiber, CO2, and Diode Lasers
In my experience managing high-throughput shops, selecting the wrong fiber laser source or oscillator type is the leading cause of wasted material and damaged optics. For cnc laser cutting, the wavelength of the beam must be matched to the material’s absorption rate. If you attempt to cut reflective alloys with an incompatible source, you risk back-reflection that can destroy a laser head for cnc machine in seconds.
Fiber Lasers: The Metal Powerhouse
When the project demands high-volume stainless steel cutting or processing reflective materials like Aluminum and Copper, Fiber is the only viable option.
- Wavelength: Roughly 1.07µm, which is ideal for metal absorption.
- Efficiency: High optical power output with lower electrical consumption.
- Best Use: Industrial sheet metal fabrication where speed and ±0.01mm precision are required.
CO2 Lasers: Excellence in Organics
The CO2 laser remains the standard for non-metallic applications. Its 10.6µm wavelength is absorbed poorly by metals but perfectly by organics.
- Materials: Ideal for thick acrylics (flame-polished edges), wood, and specialized engineering plastics.
- Edge Quality: Provides a smoother finish on non-metals compared to short-wavelength lasers.
- Design: Uses a gas-filled tube and internal mirrors, requiring more frequent alignment than solid-state systems.
Diode Modules: Retrofit and Prototyping
A laser module for cnc is often the most accessible entry point for shops already operating a laser router or standard milling gantry.
- Versatility: Designed as a cnc router and laser engraver hybrid component.
- Integration: Can be mounted directly to a spindle housing to add cnc a laser capabilities to a 3-axis mill.
- Limits: Lower wattage means it is primarily for thin material cutting and high-detail engraving rather than heavy industrial fabrication.
Performance Comparison: Wattage and Speed
| Feature | Fiber Laser Source | CO2 Laser | Diode Laser Module |
|---|---|---|---|
| Primary Materials | Metals (Carbon Steel, SS, Al) | Acrylic, Wood, Rubber | Thin Plywood, Plastics |
| Typical Wattage | 1kW – 30kW | 40W – 450W | 5W – 40W |
| Cut Speed (Metal) | Ultra-High | Moderate (with Oxygen) | Very Low / N/A |
| Maintenance | Minimal (Solid State) | High (Mirror Alignment) | Replaceable Module |
| Operational Life | 50,000+ Hours | 10,000 – 20,000 Hours | 10,000 – 15,000 Hours |
Utilizing a dedicated cnc laser cutter with a Fiber source is the most cost-effective path for any facility focused on metal production. However, for a one-stop manufacturing solution that includes signage or plastic enclosures, a CO2 system or a high-end diode retrofit offers the necessary material flexibility.
Mastering Kerf and Machining Tolerances
Precision in laser for cnc cutting starts with understanding the physics of the kerf. The kerf is the actual width of the material removed during the cutting process. Because the laser beam is conical, the beam focus determines whether your edges are perfectly vertical or slightly tapered. We prioritize Kerf Width Optimization through rigorous calibration, ensuring that the G-code programming accounts for the beam diameter to maintain part accuracy.
Managing the Heat Affected Zone (HAZ)
In sheet metal fabrication, managing the Heat Affected Zone (HAZ) is non-negotiable, especially with sensitive alloys. Excessive heat can alter the mechanical properties of the metal near the cut, leading to hardening or warping.
- Pulse Control: We use high-frequency pulsing to reduce heat soak.
- Assist Gas: Utilizing high-pressure nitrogen or oxygen helps cool the material instantly.
- Speed Calibration: Maintaining the optimal feed rate prevents “burning” the edges of delicate parts.
Achieving ±0.01mm Precision
While a standard cnc laser cutter is incredibly efficient, hitting a ±0.01mm precision threshold often requires a hybrid workflow. For industrial components that demand these extreme tolerances, we often use the laser for the initial profile and then move the part to micro CNC machining for secondary finishing.
Understanding what is a CNC milling machine and how it integrates with laser output allows us to bridge the gap between rapid prototyping and high-tolerance manufacturing. This dual-stage process ensures that even the most complex geometries meet strict aerospace and medical standards without sacrificing the speed of a fiber laser source.
Retrofitting an Industrial Laser for CNC Cutting

Adding a laser head for cnc machine is the fastest way to turn a standard shop tool into a multi-purpose powerhouse. Whether you are working with a dedicated laser router or adapting an existing milling machine with CNC, the retrofit process focuses on three pillars: control, safety, and software.
Technical Control Requirements
Your controller must support PWM signals to regulate the optical power output. Most modern builds using GRBL or Marlin handle this natively, allowing for smooth G-code programming and power scaling during complex cuts.
| Component | Requirement |
|---|---|
| Controller | PWM-capable (GRBL/Marlin/Mach3) |
| Power Supply | Dedicated 12V/24V for the laser module for cnc |
| Software | LightBurn software compatibility is the industry standard |
| Cooling | Integrated heat sinks or an Air Assist System |
Safety Standards and Workflow
Safety is the most critical factor when running a cnc laser cutter. I always insist on a full enclosure paired with OD6+ eye protection to block specific laser wavelengths. For a seamless CAD/CAM integration, follow this localized workflow:
- Design: Create vectors in CAD software ensuring clean paths.
- Process: Import into LightBurn to manage layers, speeds, and Kerf Width Optimization.
- Extraction: Install a high-CFM fume extractor to remove hazardous particulates and smoke.
This setup ensures your cnc and laser engraver combo stays productive while maintaining the high precision expected in United States fabrication shops.
Outsourcing vs. DIY CNC Laser Cutting
Running a dedicated laser for cnc cutting in-house sounds like a path to total control, but for most businesses, the “hidden” costs of DIY quickly outpace the convenience. While a desktop cnc laser cutter works for simple crafts, professional-grade sheet metal fabrication requires a level of consistency that is difficult to maintain without a dedicated technician.
The Hidden Burdens of Maintenance
Maintaining a high-power fiber laser source involves more than just plugging it in. To achieve industrial-grade results, you have to manage several technical factors:
- Lens Alignment: Precision requires perfect beam delivery; even a slight shift ruins your kerf width optimization.
- Gas Consumption: Cutting through thick plate requires high-pressure nitrogen or oxygen, adding significant overhead.
- Consumables: Nozzles and protective windows require frequent replacement to avoid dross.
- Air Assist System: Professional setups need high-volume air to prevent fires and ensure clean edges.
Scalability and the One-Stop Manufacturing Solution
Outsourcing to a professional shop allows you to scale from Rapid Prototyping (3-7 Days) to mass production instantly. When you use our CNC machining services, you bypass the learning curve of G-code programming and machine troubleshooting.
The real value of a one-stop manufacturing solution is the integration of secondary processes. A DIY laser head for cnc machine only gives you a flat part. We provide a complete workflow:
- Laser Cutting: High-speed, high-precision cuts.
- Bending and Welding: Forming flat sheets into functional enclosures.
- Surface Finishing: Anodizing or powder coating for a professional look.
- Hybrid Machining: If a part needs more than just a laser, we can transition it to 3-axis or 5-axis CNC milling to hit complex geometries.
By analyzing the true CNC machining service costs, most US-based entrepreneurs find that outsourcing ensures ISO 9001:2015 compliance and superior part quality without the capital risk of equipment ownership.
Maximizing Material Performance with Laser for CNC Cutting
When we deploy a laser for cnc cutting, the material chemistry defines our entire approach. We don’t just “cut”—we optimize for edge grain and thermal impact to ensure every part meets industrial standards. Whether it’s high-strength alloys or engineering-grade polymers, selecting the right Fiber Laser Source or CO2 setting is the difference between a perfect part and scrap.
Stainless Steel Cutting (304/316)
For 304 and 316 stainless steel, we prioritize achieving dross-free edges. By using high-pressure nitrogen as an assist gas, we blow away molten metal before it can bond to the underside of the cut. This process is essential for our prototype CNC machining 2026 projects, where parts must be “bolt-on” ready with zero secondary grinding.
Aluminum (6061/7075) and Reflectivity
Aluminum is a high-performance material, but its reflectivity and thermal conductivity make it a challenge. We utilize high-peak-power fiber lasers to punch through the reflective surface of 6061 and 7075 alloys. This allows us to maintain ±0.01mm precision without the heat warping the thin-gauge sheets.
Engineering Plastics: PEEK and POM (Delrin)
Not all plastics are laser-friendly, but for the ones that are, the results are superior to traditional milling:
- Delrin (POM): This material is a favorite for a cnc laser cutter. It vaporizes cleanly, leaving a polished, glass-like edge.
- PEEK: As a high-temp plastic, PEEK requires a tight focus and fast travel speeds to prevent charring while maintaining structural integrity.
As a one-stop manufacturing solution, we balance these material properties against the specific needs of your build to ensure cost-effectiveness.
| Material | Best Laser Type | Edge Finish | Thermal Impact |
|---|---|---|---|
| Stainless Steel | Fiber | Excellent (No Dross) | Low |
| Aluminum | Fiber | Clean / Semi-Gloss | Moderate |
| Delrin (POM) | CO2 | Flame Polished | Minimal |
| PEEK | CO2 / Fiber | Technical Matte | Controlled |
Managing Heat and Dross
Effective Sheet Metal Fabrication relies on managing the melt. We adjust the frequency and duty cycle of the laser pulse to minimize the heat-affected zone. For thicker sections of stainless or aluminum, our Air Assist System is dialed in to provide the exact PSI needed to clear the kerf, ensuring that even the most complex geometries remain clean and dimensionally accurate.
DFM Tips for Sheet Metal Fabrication
Optimizing a design for a laser for cnc cutting is the most effective way to slash production costs and improve part quality. My team focuses on Design for Manufacturing (DFM) to ensure every Sheet Metal Fabrication project meets ISO 9001:2015 Compliance while eliminating material waste.
Avoid Common Design Pitfalls
- Minimum Feature Size: Keep holes and slots at a 1:1 ratio with material thickness to prevent heat distortion.
- Internal Radii: Avoid perfectly sharp internal corners; adding a small radius allows the laser to maintain a consistent speed.
- Wall Thickness: Maintain a minimum distance between cut lines to prevent the Heat Affected Zone (HAZ) from compromising structural integrity.
Lead-ins and Lead-outs
To ensure clean start points, we utilize Lead-ins and Lead-outs. This technique places the initial “pierce” of the laser outside the actual part geometry. By the time the beam reaches your part’s perimeter, the cutting pressure has stabilized, ensuring a smooth, dross-free edge. This is critical for projects requiring ±0.01mm Precision.
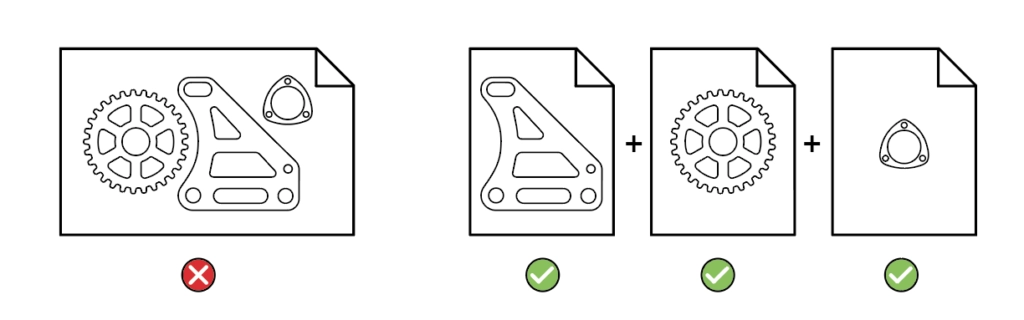
Nesting Strategies for Cost-Efficiency
Smart Nesting strategies are the backbone of a cost-effective One-Stop Manufacturing Solution. By tightly packing parts and utilizing “common line cutting”—where a single laser pass cuts the edge of two adjacent parts—we significantly reduce scrap. This efficiency is why we can offer Rapid Prototyping (3-7 Days) without the typical premium price tag. For parts that require complex secondary operations, we seamlessly integrate our laser for cnc cutting workflow with high-precision milling to deliver finished assemblies.
Common Questions: Laser for CNC Cutting
I see a lot of confusion regarding how to best integrate a laser for cnc cutting into a professional workflow. Here are the straight answers to the questions I hear most often from shop owners and engineers.
Can I Add a Fiber Laser to a Standard CNC Router?
While you can easily mount a diode laser head for cnc machine use, a high-power Fiber Laser Source is a different story. Standard routers lack the light-tight safety enclosures (OD6+) required to handle fiber reflections. Additionally, the G-code Programming for a fiber source often requires faster acceleration than a typical lead-screw router can provide. For industrial results, a dedicated fiber platform is always the safer, more precise choice.
Laser Cutting vs. CNC Milling
The primary difference is contact. CNC milling machines use rotating bits to remove chips, making them ideal for deep 3D pockets and heavy blocks. In contrast, a cnc laser cutter uses thermal energy to melt material. This allows for superior Kerf Width Optimization, enabling much tighter internal corners and more intricate patterns than a physical tool could ever achieve in Sheet Metal Fabrication.
Industrial Stainless Steel Cutting Limits
When we manufacture components of stainless steel, the maximum thickness is determined by the Optical Power Output.
- 3kW Source: Comfortably cuts up to 8mm–10mm stainless.
- 10kW+ Source: Can slice through 30mm to 50mm plate while maintaining industrial tolerances.
- Precision: For most engineering tasks, lasers maintain a ±0.01mm precision on thinner gauges, though the Heat Affected Zone (HAZ) becomes more relevant as thickness increases.
Is an Air Assist System Necessary?
An Air Assist System is mandatory for any serious laser router setup. It performs two critical tasks that directly affect your bottom line:
- Optics Protection: It creates a constant stream of air that prevents smoke and debris from fouling your expensive focus lens.
- Clearer Cuts: By blowing molten material out of the kerf immediately, it prevents dross (slag) from hardening on the underside of your part, ensuring a cleaner finish.
| Feature | Laser Cutting | CNC Milling |
|---|---|---|
| Material Contact | Non-contact (Heat) | Physical Contact (Friction) |
| Kerf/Tool Width | ~0.1mm – 0.3mm | 1.0mm – 20mm+ |
| Best For | Complex flat profiles | 3D shapes & heavy pockets |
| Setup Speed | Very Fast | Moderate (Workholding) |