最も複雑な部品設計でスクラップ品や予算超過に悩んでいませんか?
厳しい幾何公差と硬い材料が、絶対に誤差を許さないことはすでにご存知かもしれません。.
しかし、これらの高リスクな欠陥の原因は一体何なのでしょうか?
さて、あなたは正しい場所にいます。.
複雑な機械加工部品を日々扱う中で、私がお伝えできるのは—複雑なCNC加工で最もコストのかかるミスは偶然に起こるものではないということです。.
実際、このアプローチこそが、厳格な品質管理を維持し、世界で最も要求の厳しい業界向けに完璧な部品を提供するために私たちが採用している方法です。.
したがって、組み立て遅延を止め、生産ラインを完璧にしたい場合は、このガイドがお役に立ちます。.
この投稿では、最も困難な部品に対してサブミクロンの精度とストレスフリーな切断を達成するために、適切なプロセスを選ぶ方法を正確に学びます。.
不正確な公差と寸法のドリフト
精密加工エラーへの対処
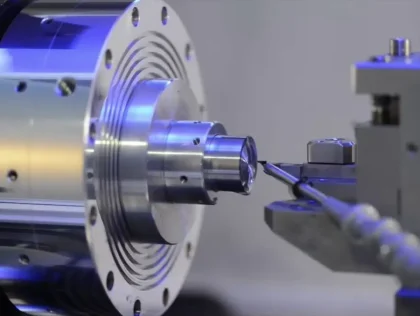
取り扱う際に 複雑な機械加工部品, 、達成と維持 厳密な許容範囲の管理 は私たちの最優先事項です。エンジニアや調達の専門家が知っているように、寸法のずれによって仕様外となった部品ほど、組み立てスケジュールを早く崩すものはありません。.
根本原因
なぜ寸法のドリフトが起こるのか?複雑なCNC製造では、主に二つの原因に集約されます:
- 加工時の熱変形: 摩擦によって激しい熱が発生します。この熱により、加工中のワークピースや切削工具が膨張します。金属が冷えると、部品は公差外に縮みます。.
- 公差積み重ね: 複数面を持つ部品を手作業で複数回セットアップしながら加工する場合、微細な位置ずれが各反転時に積み重なり、顕著な幾何学的偏差を引き起こします。.
解決策と予防
これらの高精度加工誤差を防ぐために、部品を破壊する前に変数に対して対策を講じます:
- ターゲット冷却剤の適用: 切削ゾーンを洪水のように冷却し、温度を即座に調整し、熱くなった切り屑を排出します。.
- 最適化された送り速度: スピンドル速度と送り速度のバランスを取り、摩擦による熱の蓄積を最小限に抑えます。.
- 環境の安定性: 作業場の周囲温度を管理し、原材料が機械に到達する前に膨張しないようにします。.
MSマシニングの優位性
厳しい公差を偶然に任せません。MSマシニングでは、工場全体が完全に 温度管理された環境 基準となる環境の安定性を保証しています。さらに、高度な多軸精密加工センターを活用し、部品を一度のセットアップで処理します。人為的な取り扱いを減らすことで、公差の積み重ねや熱変動を効果的に排除し、常に厳しい仕様を満たす部品を提供します。.
表面仕上げの不良とチャターマークの排除
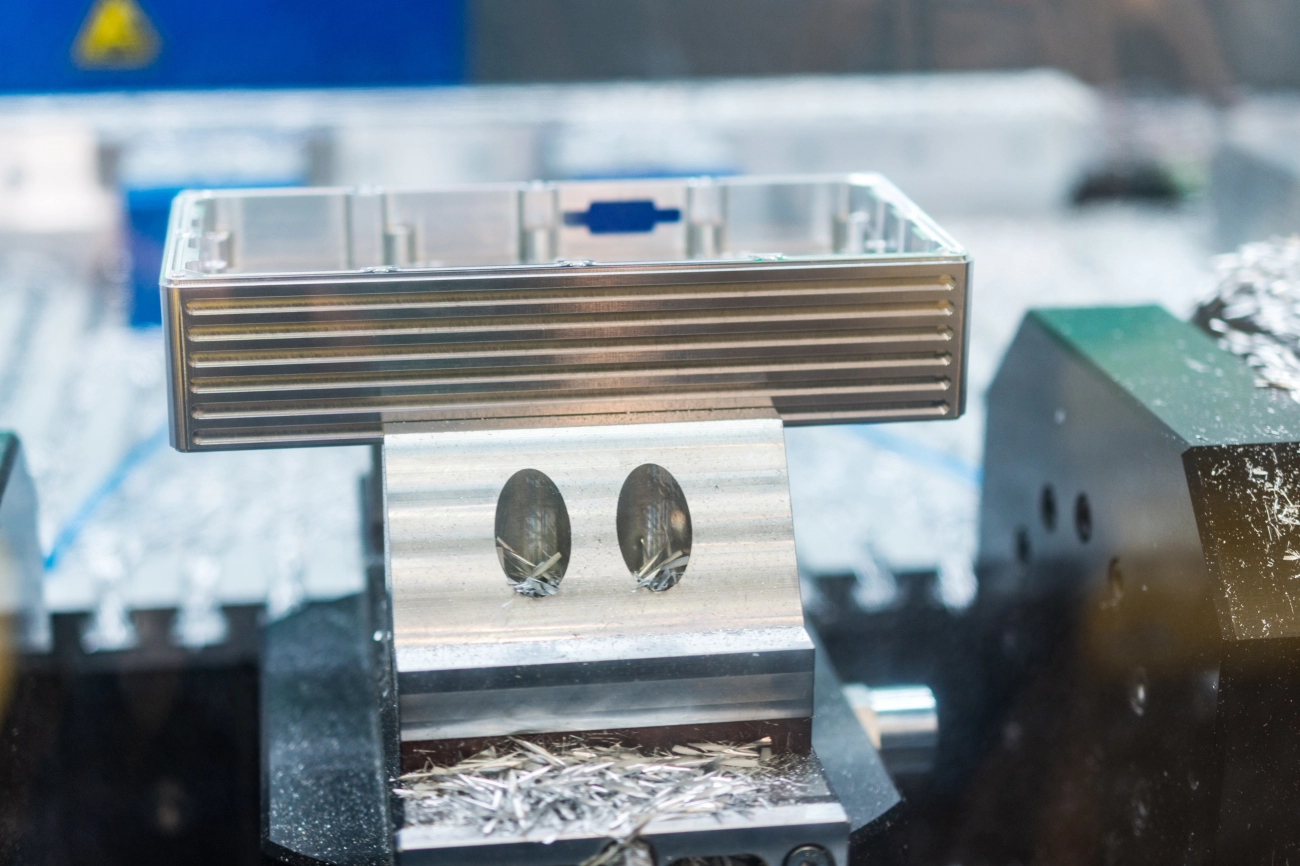
複雑な部品のバッチを台無しにする最も早い原因は、目に見えるチャターマークです。この問題は通常、 ハーモニック振動—工具とワークピースがお互いに振動しながら切削することによって引き起こされます。工具の突き出し過ぎやセットアップの剛性不足が原因で、波打つ不均一なテクスチャが生じ、必要な 表面仕上げ粗さ(Ra).
を台無しにします。これを防ぐために、振動を部品に影響を与える前に妨害することに重点を置いています。解決策はハードウェアの選択とリアルタイム調整の組み合わせです:
- 工具の剛性を最大化: 工具の突き出しを最小限に抑え、たわみを減らします。.
- 可変フルートエンドミル: フルート間隔が不均一な工具を使用することで、チャターマークの原因となるハーモニックリズムを断ち切ります。.
- スピンドル速度の調整: 共鳴を最小限に抑える“スイートスポット”を見つけるためにRPMを調整しています。.
MSマシニングでは、初期プログラミングだけに頼ることはありません。熟練のマシニング技師が監視し、 CNC工具の摩耗とチャタリング 積極的に、品質を維持するためにパラメータをリアルタイムで調整しています。美観を重視したエッジや超滑らかな機能を必要とする部品には、 社内の CNC表面研磨 能力を活用しています。これにより、最も 重要な部品.
であっても、清潔で仕様に準拠した仕上がりで工場を出ることが保証されます。
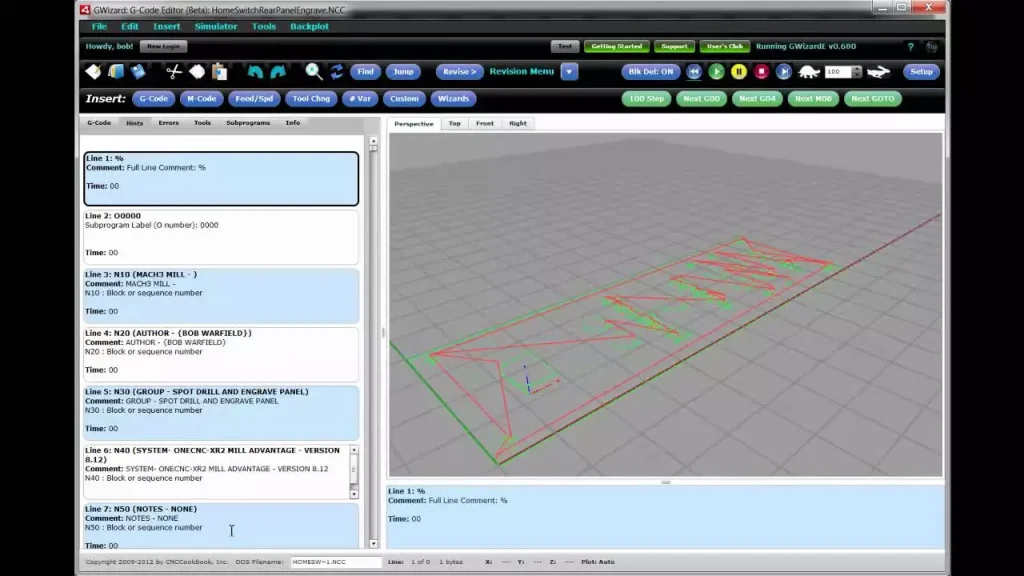
3. プログラミングと工具経路の非効率性 複雑な機械加工部品, 生産時に.
、不適切なプログラミングは破壊的な工具の衝突や無駄な加工時間につながる可能性があります。最良の設備でも、誤った指示セットを修正することはできません。
- 根本原因:プログラムが失敗する理由 Gコードのプログラミングエラー:.
- 簡単なタイプミスや論理の誤りが、スピンドルを即座にクラッシュさせることがあります。 DFMフィードバックの欠如:.
- 設計の製造性レビューなしに設計を直接工場に送ると、工具経路の悪夢につながることがよくあります。 非効率的なルート:.
- 過剰な“エアカット”や計画不足の動きが、サイクルタイムを大幅に増加させます。 クリアランスの問題:.
解決策:切る前にシミュレーションを行う
デジタルでエラーをキャッチすることで、高価な金属、工具、ダウンタイムを節約します。.
- 先進的なCAMシミュレーションソフトウェア: 加工プロセスのデジタルツインを実行することで、機械が動く前にクラッシュや非効率を発見できます。.
- 厳格なDFMレビュー: 設計段階でのコラボレーションにより、部品が実際に最適化されていることを保証します。 CNC製造に最適化.
- 安定したワークホルド: きつくて攻撃的な工具経路を安全に実行するには、信頼できる CNC治具 プログラムが期待通りにワークピースを正確に保持し、予期しない動きやずれを防ぐ必要があります。.
MSマシニングの優位性
MSマシニングでは、「サイクルスタート」を押して最善を期待するだけではありません。熟練のCNCマシナリストとエンジニアは 多軸工具経路最適化 を頼りに、完璧な実行を保証します。シミュレーション段階でプログラミングエラーをキャッチし、正直な DFMフィードバック サポートを提供することで、これらの一般的な CNCの問題 を早期に排除します。この積極的なアプローチにより、最初から正確に仕事を完了し、生産スケジュールを確実に維持します。.
4. 高度な難削材および硬質材料の制限
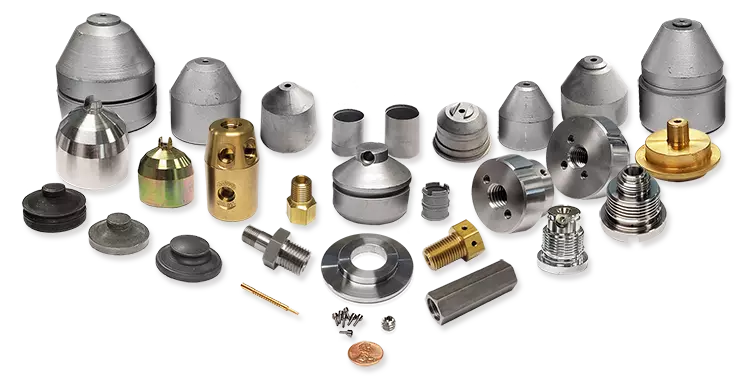
製造時に 複雑な機械加工部品, 標準的なプラスチックや軟鋼は通常、簡単な作業です。真の試練は CNC製造に最適化 にあります。これは、あなたのプロジェクトが高度な航空宇宙材料の加工を必要とする場合です。これらの材料は極端な環境に耐えるように作られており、自然に切りにくくなっています。.
根本原因
チタンやイリコンなどの高強度材料を扱うときには、特定の CNCの問題. これらの硬質合金は次の点で悪名高い:
- 急速な工具摩耗: 硬い金属は巨大な摩擦を生じ、標準的な切削刃を数分で鈍らせる。.
- 加工硬化: 切削による熱が材料の表面を実際に硬化させ、次の加工を著しく難しくする。.
- チップ排出の課題: 硬質合金はしばしば長く糸のようなチップを生成し、工具に絡まり、表面損傷や破損を引き起こす。.
解決策と予防
難削材には基本的な設定では近づけません。深刻な問題を避けるために CNC工具の摩耗とチャタリング, 、私たちは厳格な加工戦略を実施しています:
- 専用工具: 特殊なカーバイド基板と高度な耐熱コーティングを使用し、超合金専用に設計しています。.
- 高圧クーラント供給: 洪水冷却だけでは不十分です。高圧クーラントを直接切削ゾーンに吹き付け、チップを瞬時に破砕・排出し、コア温度を低く保ち、加工硬化を防ぎます。.
MSマシニングの優位性
MSマシニングでは、難しい材料にも臆しません。私たちは、すべての要求に対応できるように工程を設計しています。高温インコネル合金の厳格な加工や、カスタム部品の精密加工など、 アルミニウム精密鋳造品 豊富な材料対応力により、安定した効率的な生産を通常の制約なしに実現します。.
品質管理のボトルネックと組立遅延
複雑な加工部品を扱う際、物理的な切削だけが全てではありません。品質管理(QC)のボトルネックは、適切に管理されないと生産スケジュール全体を妨げる可能性があります。.
根本原因
ボトルネックは、検査工程が工場現場と完全に切り離されている場合に起こりやすいです。工場が急いだり、徹底的な最初のサンプル検査(FAI)を省略したりすると、許容差の問題が最終段階に漏れることがあります。これは少量多品種生産環境では大きな頭痛の種となります。頻繁な作業変更に伴い、手動検査が遅いため、QCチームは常に追いつくのに苦労し、組立遅延や納期遅れを招きます。.
解決策と予防
生産を止めずに品質を犠牲にしないために、最新の CNC製造に最適化 施設では検査を直接加工工程に組み込んでいます。.
- インプロセススピンドルプローブ: 部品がまだ機械内に固定されている間に寸法を検証することで、誤差の累積を防ぎ、時間を節約します。.
- 厳格なCMM検証: 自動座標測定機(CMM)は、厳しい許容差管理を確保し、最終検証プロセスを大幅に高速化します。.
- 包括的なFAI: 厳格なファーストアーティクル検査を早期に行うことで、コストのかかるスクラップや再加工を防ぎます。.
MSマシニングの対応方法
MSマシニングでは、品質検査が供給チェーンの遅延にならないようにしています。複数の専用QCおよび組立ラインを運用し、安定した高効率の生産を実現しています。リアルタイムのインプロセス検査と高度なCMM検証を組み合わせることで、 CNCフライス加工 および旋盤加工の精度を保証します。この効率的なアプローチにより、部品が厳格な仕様を満たし、必要なときに世界中に出荷できる状態に仕上げます。.
複雑なCNC加工の問題に関するよくある質問
複雑な機械加工部品を製造する際には、必然的に生産に関する質問が浮上します。ここでは、一般的なCNCの問題に関してよく寄せられるトラブルシューティングの質問と、当社の施設がそれらをどのように解決しているかを紹介します。.
どのようにして厳格な許容差管理を維持していますか?
気候制御された環境で完全に運用することで、熱変形や許容差の積み重ねに対処しています。複雑な幾何形状に正確な寸法を出すために、堅牢なセットアップと高度な設備を使用し、特に 5軸CNC加工ソリューション.
を活用しています。
表面仕上げが悪くなる原因は何ですか?.
主な原因はCNC工具の摩耗とチャタリングです。工具の剛性を最大化し、可変フルートエンドミルを使用し、スピンドル速度をリアルタイムで調整することで、ハーモニック振動を排除し、表面粗さ(Ra)を完璧に保ちます。
プログラミングエラーをどのように防止していますか?.
金属を切削する前に、包括的なCAMソフトウェアと厳格なDFMフィードバックに依存しています。このデジタルシミュレーションアプローチにより、Gコードのプログラミングエラーや工具経路の非効率性、潜在的な工具の衝突を工場に到達する前に検出します。
絶対にそうです。厳しい航空宇宙用合金は、適切に取り扱わないと工具の早期摩耗やチップ排出の問題を引き起こします。標準のアルミニウムや特殊な チタンの加工 インコネルの加工においても、私たちは適切な切削基板と高圧クーラントシステムを使用し、硬化を防ぎ、工具寿命を最適化します。.
少量多品種生産における品質管理はどのように行われていますか?
私たちは、CNC製造のワークフローに直接インラインのスピンドルプローブ検査を組み込むことで、品質管理のボトルネックを回避しています。自動CMM検証を用いた厳格な最初の検査(FAI)と組み合わせることで、迅速な部品検証とGD&Tの厳格な遵守を保証し、生産ラインを遅らせません。.