
Lorsque nous parlons de usinage CNC, le mot “ trou ” est utilisé de manière vague. Mais dans un environnement de production à enjeux élevés—que vous construisiez collecteurs aérospatiaux, boîtiers de boîte de vitesses à haute vitesse, ou composants de qualité médicale—un “ trou ” est rarement simplement un trou. C’est une fonctionnalité avec des exigences critiques en matière de diamètre, de circularité et de position.
C'est ici que Usinage de perçage entre en jeu. Si le perçage est la phase de “ construction brute ” du trou, le fraisage est la “ finition intérieure précise ”. Dans ce guide, nous allons dévoiler comment les ateliers CNC professionnels atteignent une précision inférieure au micron, pourquoi certains trous coûtent plus cher que d’autres, et comment nous résolvons les problèmes physiques liés à la précision des trous profonds.
1. La logique d’ingénierie : pourquoi le “ perçage ” n’est que l’échauffement
Soyons honnêtes : les forets sont un peu paresseux. Un foret hélicoïdal standard est un outil de “ suivi ”. Il possède deux arêtes de coupe et est guidé par ses propres cannelures. Si le foret rencontre une zone légèrement plus dure dans une pièce moulée, ou si la surface d’entrée n’est pas parfaitement plane, la pointe du foret va “ marcher ” ou dévier. Au moment où ce foret atteint le fond d’un trou de 50 mm, il peut être décalé de 0,1 mm. Dans le monde de l’ingénierie de précision, 0,1 mm, c’est une distance énorme.
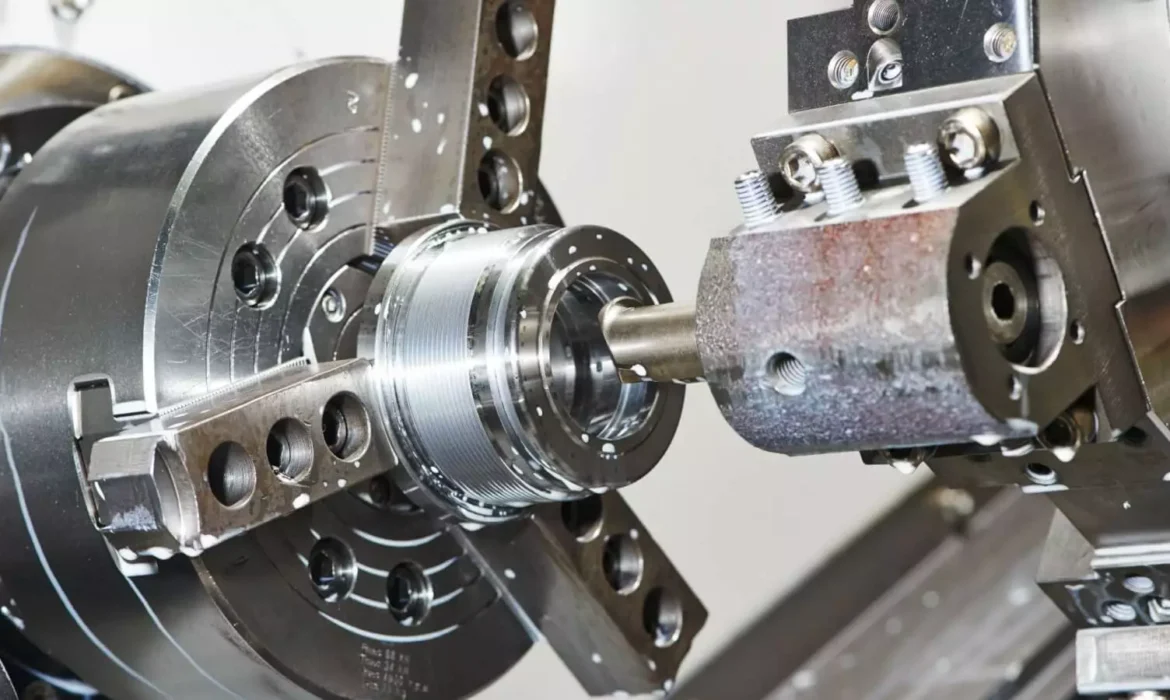
Usinage de perçage change la donne car il utilise Usinage par coupe à point unique. Contrairement à un foret, une barre de fraisage est maintenue rigoureusement par la broche de la machine et se déplace selon un chemin programmé. Elle se fiche que le trou pré-percé soit tordu ; l’outil de fraisage va couper un chemin parfaitement droit basé sur les coordonnées X, Y et Z de la machine.
C’est la seule façon d’assurer la Position Exacte et la Coaxialité. Si vous avez deux trous de chaque côté d’une pièce qui doivent s’aligner parfaitement pour qu’un arbre puisse passer, le fraisage est votre seule option fiable. Nous ne faisons pas simplement un trou plus grand ; nous déplaçons le trou exactement à sa place dans l’espace 3D.
2. La bataille contre la déviation : le rapport L/D (Profondeur vs. Diamètre)
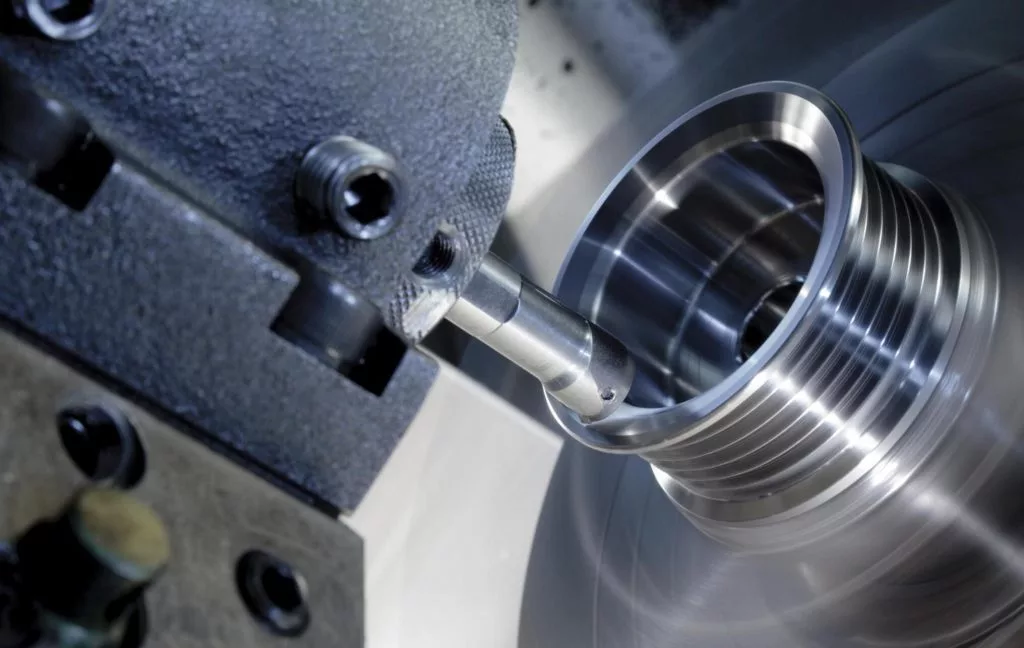
Dans l’atelier, nous avons un dicton : “ La rigidité est reine. ” Le plus grand défi technique dans l’usinage de trous est le Rapport Longueur-Diamètre (L/D). Imaginez tenir une règle en bois longue par une extrémité et essayer d'appuyer l'autre extrémité sur une table sans qu'elle se plie. C'est impossible. Maintenant, imaginez que cette règle est une barre de perçage tournant à 2 000 tr/min à l'intérieur d'un bloc d'acier inoxydable.
Lorsque l'outil dépasse trop loin, il se dévie. Cela entraîne Vibrations— ce sifflement aigu qui laisse une finition en “ rainure ” sur votre pièce. Pour résoudre ce problème, nous choisissons nos outils en fonction de la matrice suivante :
Tableau 1 : Sélection de la barre de perçage en fonction de la profondeur du trou
| Rapport L/D | Profondeur maximale du trou (Exemple pour un trou de 10 mm) | Matériau de la barre recommandé | Risque de vibration | Stratégie technique |
|---|---|---|---|---|
| Jusqu'à 3:1 | 30 mm | Acier standard | Très faible | Vitesses élevées, avances agressives. Convient pour la plupart des pièces générales. |
| De 4:1 à 6:1 | 40 mm – 60 mm | Métal lourd / Carbure solide | Moyen | Réduire la vitesse d'avance ; passer à des porte-outils plus rigides pour éviter le “ taper ”.” |
| De 7:1 à 10:1 | 70mm – 100mm | Barres amorties (accordées) | Élevée | Utilisez des poids/huiles internes pour annuler les vibrations. Outils coûteux. |
| Plus de 10:1 | 100mm+ | Outils spécialisés “ Silencieux ” | Extrême | Cycles très lents ; risque élevé de trous en “ bouche d’âne ”. |
La physique est brutale : si vous doublez la longueur de votre barre de perçage, elle ne devient pas deux fois plus “ flexible ” — elle devient huit fois plus susceptible de déviation. C’est pourquoi un trou profond de 10 mm coûte bien plus cher qu’un trou peu profond de 10 mm. En atelier professionnel, nous calculons la déviation et choisissons le matériau de l’outil en conséquence.
3. Géométrie et le “ Cercle Parfait ” : Ce n’est pas seulement une question de taille

Un trou peut être de la “ bonne taille ” mais de la “ mauvaise forme ”. Ce concept confond souvent les équipes d’approvisionnement. Si vous mesurez un trou avec un pied à coulisse standard en deux points et qu’il indique 25,00 mm, vous pourriez penser qu’il est parfait. Mais si vous le placez sur une CMM (Machine de Mesure Tridimensionnelle), vous pourriez découvrir qu’il est en réalité ovale ou en forme de “ triple-lobe ”.
L’usinage du trou corrige ces erreurs géométriques. Parce que l’outil tourne sur un axe de broche fixe, il force le trou à devenir un cercle vrai.
Un problème courant que nous rencontrons est la déformation lors du serrage. Si nous saisissons un tube en aluminium à paroi fine dans un mandrin à 3 mors et le serrons, le tube se déforme en un léger triangle. Nous usinons un cercle parfait, mais lorsque nous relâchons le mandrin, le métal “ reprend sa forme ”, et soudainement le trou n’est plus rond. Pour corriger cela, nous utilisons des “ mors souples ” qui enveloppent le pièce à 360 degrés ou des dispositifs hydrauliques spécialisés qui appliquent une pression uniforme. C’est le niveau de détail requis pour les tolérances IT6 ou IT7.
4. Contrôle du copeau : le tueur silencieux de la finition de surface
En tournage extérieur, les copeaux tombent de la pièce en raison de la gravité. En usinage en alésage, les copeaux sont piégés à l’intérieur du trou. Si un copeau se coince entre le bord de coupe et la paroi du trou, il est “ recoupé ”. Cela crée de vilaines rayures et peut même casser une plaquette en diamant.
L’usinage professionnel en alésage repose sur Refroidissement par liquide de coupe traversant la broche (TSC). Nous pulvérisons le fluide de coupe à 300 à 1 000 PSI directement au centre de la barre d’alésage.
- Lubrification : Il réduit la friction au niveau du bord de coupe.
- Contrôle de la température : Il empêche l’outil de devenir si chaud que le matériau s’y soude (bavure accumulée).
- Évacuation : Il agit comme un tuyau d’incendie, repoussant physiquement les copeaux hors du trou.
Pour trous blindés (trous qui ne traversent pas complètement), l’évacuation des copeaux est encore plus difficile. Nous devons souvent programmer des cycles de perçage “ à coups ” ou utiliser des géométries spécifiques de brise-copeaux sur nos plaquettes pour assurer que le métal sorte en petits copeaux gérables en forme de “ 6 ” plutôt que de longs “ filaments ” dangereux.”
5. L’économie de la précision : quand choisir l’alésage plutôt que le taraudage
On me pose cette question tous les jours : “ Ne peux-tu pas simplement tarauder ce trou ? C’est plus rapide. ” Vous avez raison, le taraudage est plus rapide. Un taraud a plusieurs dents et peut traverser un trou en quelques secondes. Cependant, un taraud est comme un train sur des rails — il suit le trou existant. Si le trou percé est tordu, le trou taraudé le sera aussi.
Tableau 2 : Matrice de comparaison des processus
| Caractéristique | Perçage (Ébauche) | Taraudage (Finition) | Usinage de l'alésage (Précision) |
|---|---|---|---|
| Gamme de tolérance | ± 0,15 mm | ± 0,01 mm | ± 0,005 mm |
| Correction de position | Pauvre (Errance) | Aucun (Suivi du trou) | Excellent (Centrée de fixation) |
| Finition de Surface (Ra) | 3,2 – 6,3 | 0,8 – 1,6 | 0,4 – 0,8 |
| Flexibilité du diamètre | Fixe | Fixe | Réglable (Tailles personnalisées) |
| Idéal pour | Troues de dégagement | Production en série | Sièges de roulement / Ajustements critiques |
6. Science des matériaux : Défis de perçage par groupe de métaux
Un atelier CNC professionnel ne traite pas l'aluminium de la même manière que le titane. Chaque matériau a une “ personnalité ” en ce qui concerne l'usinage par perçage.
Tableau 3 : Paramètres de coupe & Défis
| Groupe de matériaux | Défi typique | Meilleure stratégie de liquide de refroidissement | Insertion recommandée |
|---|---|---|---|
| Aluminium 6061 | Arête de coupe (Adhérence) | Haute pression (Inondation) | Carbure poli non revêtu |
| Acier inoxydable 304 | Travail durci | Interne (Haute pression) | Revêtu PVD (TiAlN) |
| Acier 4140 | Gestion thermique | Externe / Interne | Revêtu CVD (couche épaisse) |
| Titane de grade 5 | Pression extrême de l'outil | Interne obligatoire | Géométrie à coupe positive élevée |
7. Dépannage : pourquoi les pièces échouent parfois (et comment nous le résolvons)
Même avec des machines valant des millions, la physique aime jouer des tours. Voici comment un professionnel gère cela :
Le trou en forme de cloche
Le Symptôme : Le trou est plus grand à l'entrée qu'au milieu.
La Solution : Cela se produit généralement parce que l'outil “ oscille ” lors de l'entrée. Nous résolvons cela en ralentissant la vitesse d'entrée (Alimentation) et en veillant à ce que la barre de forage soit parfaitement centrée avant le début de la coupe.
Trous coniques
Le Symptôme : Le trou devient plus petit en profondeur.
La Solution : Cela est causé par l'usure de l'outil ou la déviation de l'outil. Nous résolvons cela en effectuant une “ passe grossière ” suivie d'une “ passe de finition ”. La passe de finition enlève très peu de matière (0,1 mm), ce qui signifie qu'il y a presque zéro pression sur l'outil, résultant en un mur parfaitement droit.
La “ Marque de Retrait ” (La Rayure Spiralée)
Le Symptôme : Une rayure désagréable tout au long du trou lorsque l'outil sort.
La Solution : Nous utilisons Arrêts d'outil orientés. La machine arrête la broche à un angle précis, déplace l'outil de 0,1 mm loin du mur (Retrait), puis se rétracte. Cela ajoute 3 secondes au cycle, mais garantit que votre pièce ne ressemble pas à une rayure faite par un chat.
8. Gestion de la chaleur : La variable “ cachée ”
Parlons de quelque chose que la plupart des acheteurs oublient : Expansion thermique. Le métal se dilate lorsqu'il chauffe. Si nous forons un grand boîtier de boîte de vitesses en aluminium, la friction de la coupe génère de la chaleur.
Si nous mesurons ce trou alors qu'il est encore “ chaud ” sur la machine, il pourrait indiquer 50,02 mm. Mais une fois refroidi sur votre ligne d'assemblage, il pourrait rétrécir à 49,98 mm. C'est pourquoi nous utilisons Compensation thermique. Nous chauffons nos broches de machine pendant 30 minutes avant de couper une pièce de précision. Nous utilisons également des jauges maîtresses conservées dans le même environnement contrôlé en température que les pièces pour garantir une mesure “ pommes contre pommes ”.
9. DFM : Concevoir des trous qui ne casseront pas votre budget
Nous voulons que vous restiez compétitif. Si vous êtes designer, voici trois façons de rendre vos pièces plus faciles (et moins coûteuses) à usiner en alésage :
- Évitez le “ profond et fin ” : Essayez de garder votre rapport profondeur/diamètre en dessous de 5:1. Tout ce qui est plus profond nécessite des outils spécialisés et coûteux comme le carbure ou des barres amorties.
- Ajoutez un relief : Si vous avez un trou qui change de taille (un alésage à gradins), ajoutez une petite gorge ou un relief à l’épaulement. Cela facilite grandement la garantie que les deux diamètres soient parfaitement concentriques.
- Standardisez vos tolérances : Ne demandez pas ±0,005 mm si ±0,02 mm suffisent pour l’assemblage. La précision “ supplémentaire ” peut doubler le temps d’usinage en raison des mesures et ajustements constants nécessaires.
- Pensez à la “ sortie ” : S’il s’agit d’un trou borgne, donnez-nous un peu d’espace supplémentaire au fond. Les outils d’alésage ont un “ rayon de nez ”, ce qui signifie qu’ils ne peuvent pas couper un coin parfaitement carré à 90 degrés au fond.
10. Conclusion : pourquoi l’alésage de précision est un choix
Au bout du compte, Usinage de perçage il s’agit de tranquillité d’esprit. Vous souhaitez recevoir vos pièces, insérer vos roulements, et qu’ils fonctionnent parfaitement sans y penser à deux fois.
L’usinage par alésage est un équilibre entre science et art. Il nécessite une compréhension de la métallurgie, de la physique et des harmoniques des machines. Lorsque vous choisissez un partenaire pour vos besoins en CNC, vous n’achetez pas seulement du temps machine ; vous achetez leur capacité à gérer ces variables.
Que vous soyez en phase de prototype ou en pleine production, comprendre les nuances de la façon dont un trou est usiné peut vous aider à concevoir de meilleures pièces et à choisir de meilleurs fournisseurs. La précision n’est pas un hasard — c’est le résultat d’un processus contrôlé et professionnel.