Avez-vous du mal avec des pièces rejetées et des budgets explosés sur vos conceptions de pièces les plus complexes ?
Vous savez peut-être déjà que des tolérances géométriques strictes et des matériaux difficiles laissent absolument aucune marge d'erreur.
Mais qu'est-ce qui cause exactement ces défauts à enjeux élevés ?
Eh bien, vous êtes au bon endroit.
Après avoir manipulé des pièces usinées complexes jour après jour, je peux vous dire ceci : la plupart des erreurs coûteuses dans l'usinage CNC complexe ne se produisent pas par accident.
En fait, c'est précisément cette approche que nous utilisons pour maintenir un contrôle qualité rigoureux et livrer des composants impeccables pour les industries les plus exigeantes au monde.
Donc, si vous cherchez à arrêter les retards d'assemblage et à perfectionner vos séries de production, ce guide est pour vous.
Allons-y sans plus attendre.
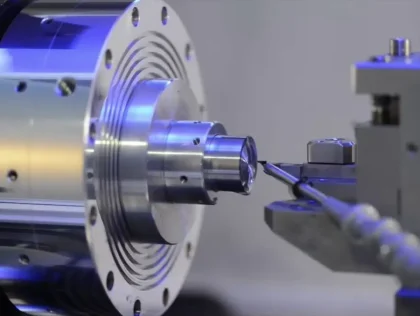
Tolérances imprécises et dérive dimensionnelle
Lutter contre les erreurs d'usinage de précision
Lorsqu'il s'agit de pièces usinées complexes, atteindre et maintenir un contrôle précis des tolérances est notre priorité absolue. Comme le savent les ingénieurs et les spécialistes des achats, rien ne déraille plus rapidement un calendrier d'assemblage que des composants qui sortent des spécifications en raison d'un décalage dimensionnel.
La cause profonde
Pourquoi la dérive dimensionnelle se produit-elle ? Dans la fabrication CNC complexe, cela se résume généralement à deux principaux coupables :
- Déformation thermique lors de l'usinage : La friction génère une chaleur intense. Cette chaleur provoque l'expansion de la pièce ou de l'outil de coupe pendant la coupe. Une fois le métal refroidi, la pièce rétrécit en dehors des tolérances.
- Empilement de tolérances : Lors de l'usinage de pièces à plusieurs faces nécessitant plusieurs réglages manuels, des erreurs microscopiques d'alignement se cumulent à chaque retournement, provoquant des déviations géométriques importantes.
La solution & la prévention
Pour prévenir ces erreurs d'usinage de précision, nous agissons sur les variables avant qu'elles ne détériorent une pièce :
- Application ciblée de liquide de refroidissement : Inonder la zone de coupe pour réguler instantanément la température et évacuer les copeaux chauds.
- Débits d'alimentation optimisés : Équilibrer la vitesse de rotation de la broche et les débits d'alimentation pour minimiser l'accumulation de chaleur due à la friction.
- Stabilité environnementale : Contrôler la température ambiante de l'atelier pour empêcher l'expansion du matériau brut avant même qu'il n'atteigne la machine.
L’Avantage MS Machining
Nous ne laissons pas les tolérances strictes au hasard. Chez MS Machining, l'ensemble de notre installation est entièrement climatisée pour garantir une stabilité environnementale de référence. De plus, nous utilisons des centres d'usinage de précision multi-axes avancés qui traitent les pièces en une seule configuration. En réduisant la manipulation humaine, nous éliminons efficacement le cumul des tolérances et le décalage thermique, assurant que vos pièces respectent des spécifications strictes à chaque fois.
Éliminer les finitions de surface médiocres et les marques de vibration
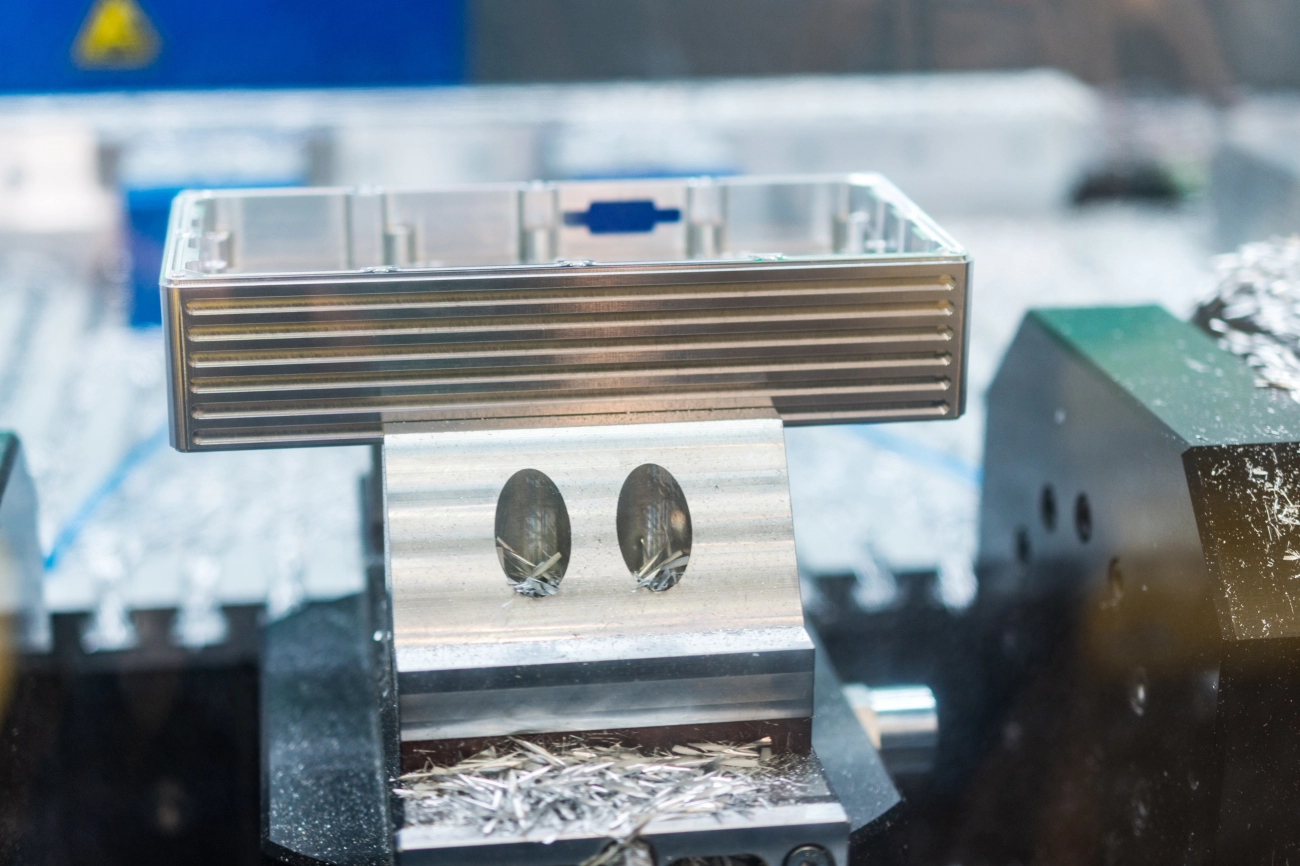
Rien ne gâche une série de pièces complexes plus rapidement que des marques de vibration visibles. Ce problème est généralement causé par des vibrations harmoniques— essentiellement, la vibration de l'outil et de la pièce lors de la coupe. S'il y a trop de dépassement de l'outil ou si la configuration manque de rigidité, vous obtenez une texture ondulée et incohérente qui détruit votre rugosité de finition de surface (Ra).
Pour prévenir cela, nous nous concentrons sur la disruption de cette vibration avant qu'elle n'impacte la pièce. La solution implique un mélange de choix matériels et d'ajustements en temps réel :
- Maximiser la rigidité de l'outil : Nous maintenons le dépassement de l'outil au minimum absolu pour réduire la déflexion.
- Fraises à cannelures variables : Utiliser des outils avec un espacement inégal des cannelures aide à briser le rythme harmonique qui cause la vibration.
- Réglage de la vitesse de la broche : Ajustement des RPM pour trouver le “ point idéal ” où la résonance est minimisée.
Chez MS Machining, nous ne nous contentons pas de la programmation initiale. Nos machinistes qualifiés surveillent l'usure des outils CNC et le chatter activement, en ajustant les paramètres en temps réel pour maintenir la qualité. Pour les pièces nécessitant une finition esthétique ou une fonction ultra-lisse, nous utilisons nos capacités internes de polissage de surface CNC . Cela garantit que même les composants les plus critiques quittent notre atelier avec une finition impeccable conforme aux spécifications.
3. Inefficacités dans la programmation et le parcours d'outil
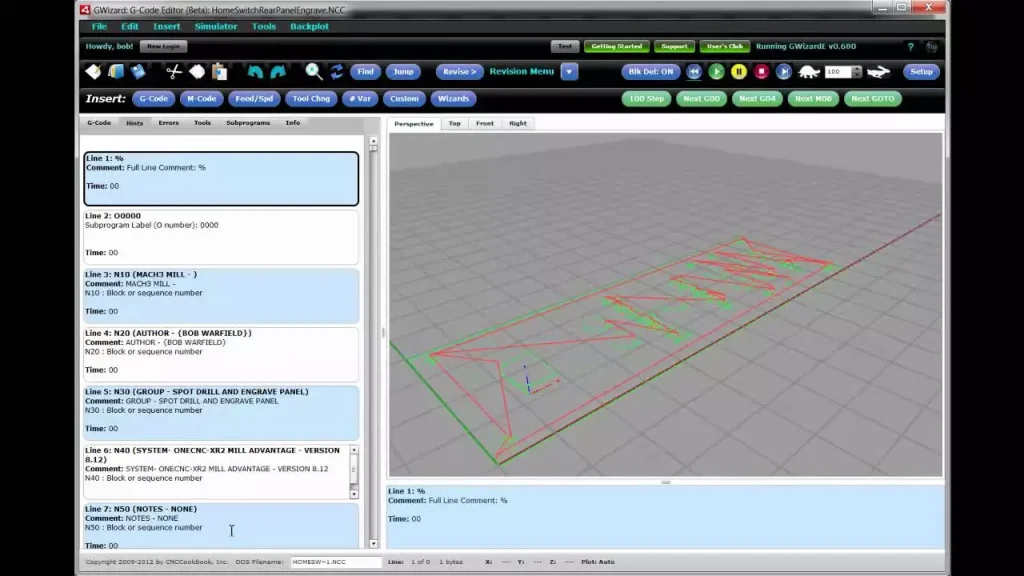
Lors de la production pièces usinées complexes, une mauvaise programmation peut entraîner des collisions catastrophiques d'outils ou une perte de temps de machining. Même le meilleur équipement ne peut pas corriger un ensemble d'instructions défectueux.
La cause profonde : pourquoi les programmes échouent
- Erreurs de programmation G-code : Des fautes de frappe simples ou des erreurs logiques dans le code de la machine peuvent faire planter un mandrin instantanément.
- Manque de retours DFM : Pousser une conception directement sur le plancher de l'atelier sans une revue de Conception pour la Fabricabilité aboutit souvent à des cauchemars de parcours d'outil.
- Itinéraires inefficaces : Des “ coupes à l'air ” excessives ou des mouvements mal planifiés augmentent considérablement les temps de cycle.
- Problèmes de dégagement : Sous-estimer l'espace entre l'outil, le mandrin et la configuration provoque des collisions destructrices d'outils.
La solution : Simuler avant de couper
La détection d'erreurs numérique permet d'économiser du métal coûteux, des outils et du temps d'arrêt.
- Logiciel avancé de simulation CAM : Exécuter un jumeau numérique du processus d'usinage aide à repérer les collisions et inefficacités avant que la machine ne se déplace.
- Revues rigoureuses de la conception pour la fabrication (DFM) : Collaborer dès la conception garantit que la pièce est réellement optimisée pour la fabrication CNC.
- Fixation stable : Exécuter des trajectoires d'outil serrées et agressives en toute sécurité nécessite une fixations CNC fiable pour maintenir la pièce exactement à l'endroit prévu par le programme, évitant ainsi tout déplacement inattendu.
L’Avantage MS Machining
Chez MS Machining, nous ne nous contentons pas d'appuyer sur ‘démarrer le cycle’ en espérant le meilleur. Nos machinistes CNC qualifiés et nos ingénieurs s'appuient sur l'optimisation des trajectoires multi-axes pour garantir une exécution parfaite. En détectant les erreurs de programmation lors de la phase de simulation et en fournissant des retour DFM honnêtes à nos clients en France, nous éliminons ces problèmes courants CNC.
dès le début. Cette approche proactive garantit que le travail est bien fait du premier coup, en maintenant votre planning de production sur la bonne voie.
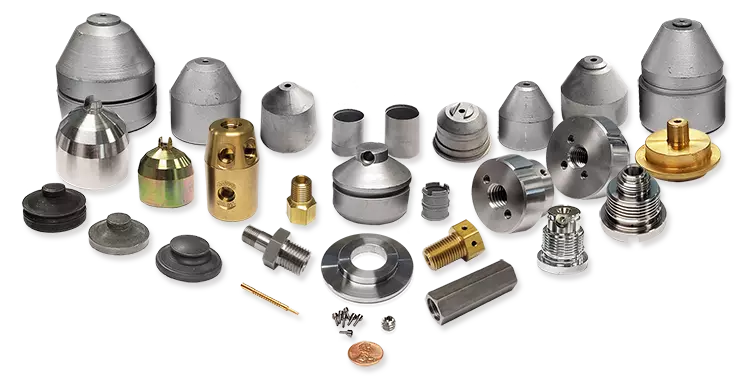
Lors de la fabrication pièces usinées complexes, 4. Limitations avec les matériaux avancés et difficiles à usiner la fabrication CNC , les plastiques standards et les aciers doux sont généralement une tâche simple. Le véritable défi en.
La cause profonde
survient lorsque votre projet nécessite l'usinage de matériaux aérospatiaux avancés. Ces matériaux sont conçus pour résister à des environnements extrêmes, ce qui signifie qu'ils résistent naturellement à la coupe. à nos clients en France, nous éliminons ces problèmes courants. Ces alliages difficiles sont réputés pour :
- Usure rapide des outils : Les métaux durs génèrent une friction énorme, émoussant les arêtes de coupe standard en quelques minutes.
- Durcissement par travail : La chaleur générée lors de la coupe durcit en réalité la surface du matériau, rendant la passe suivante considérablement plus difficile.
- Défis d’évacuation des copeaux : Les alliages difficiles produisent souvent de longs copeaux filandreux qui s’emmêlent autour de l’outil, entraînant des dommages de surface ou une rupture catastrophique de l’outil.
La solution & la prévention
Vous ne pouvez pas aborder des matériaux difficiles à couper avec des configurations de base. Pour éviter des l'usure des outils CNC et le chatter, nous mettons en œuvre des stratégies d’usinage strictes :
- Outils sur mesure : Nous utilisons des substrats en carbure spécialisés et des revêtements d’outils résistants à la chaleur avancés, spécialement conçus pour les superalliages.
- Distribution de liquide de refroidissement à haute pression : L’arrosage par aspersion ne suffit pas. Nous pulvérisons un liquide de refroidissement à haute pression directement sur la zone de coupe pour fracturer instantanément et évacuer les copeaux tout en maintenant la température du noyau suffisamment basse pour éviter le durcissement par travail.
L’Avantage MS Machining
Chez MS Machining, nous ne reculons pas face aux matériaux difficiles. Nous avons conçu nos processus pour répondre à toutes les exigences du marché français. Que votre chaîne d’approvisionnement nécessite l’usinage rigoureux d’alliages Inconel à haute température ou un travail de précision pour des coulée sous investissement en aluminium composants sur mesure, nos capacités matérielles étendues garantissent une production stable et efficace sans les limitations typiques.
Goulots d’étranglement dans le contrôle qualité et retards dans l’assemblage
Lorsque vous traitez des pièces usinées complexes, obtenir la coupe physique est seulement la moitié de la bataille. Les goulots d’étranglement du contrôle qualité (CQ) peuvent rapidement compromettre tout votre calendrier de production si ils ne sont pas gérés correctement.
La cause profonde
Les goulots d’étranglement se produisent généralement lorsque les processus d’inspection sont complètement déconnectés du atelier. Si un atelier se précipite ou saute une inspection d’article initial (FAI) approfondie, les problèmes de tolérance passent souvent inaperçus jusqu’aux dernières étapes. Cela devient un cauchemar dans des environnements de production à faible volume et à haute diversité. Avec des changements d’emplois constants, des inspections manuelles lentes signifient que les équipes CQ jouent toujours au rattrapage, ce qui entraîne des retards frustrants dans l’assemblage et des délais manqués.
La solution & la prévention
Pour maintenir la production en marche sans sacrifier la qualité, des installations modernes la fabrication CNC intègrent les inspections directement dans le flux de travail de l’usinage.
- Sondeurs de broche en cours de traitement : Vérifier les dimensions pendant que la pièce est encore fixée dans la machine évite les erreurs cumulatives et permet de gagner du temps.
- Validation stricte du CMM : Les machines de mesure de coordonnées automatisées (CMM) garantissent un contrôle précis des tolérances et accélèrent considérablement le processus de vérification finale.
- FAI complet : Consolider la mise en place dès le départ avec une inspection de premier article rigoureuse évite des rebuts coûteux et des reprises ultérieures.
Comment MS Machining gère cela
Chez MS Machining, nous ne laissons pas les contrôles qualité ralentir votre chaîne d'approvisionnement. Nous exploitons plusieurs lignes dédiées de contrôle qualité et d'assemblage pour assurer une production stable et très efficace. En combinant des contrôles en temps réel en cours de fabrication avec une vérification avancée par CMM, nous garantissons la précision de nos opérations de fraisage et de tournage CNC. Cette approche rationalisée garantit que vos pièces respectent des spécifications strictes et sont prêtes pour l'expédition mondiale exactement quand vous en avez besoin.
Questions fréquentes sur les problèmes complexes de fraisage CNC
Lors de la fabrication de pièces usinées complexes, des questions de production surgissent inévitablement. Voici les questions de dépannage les plus courantes que nous recevons concernant les problèmes typiques de CNC et comment notre atelier les résout.
Comment maintenez-vous un contrôle précis des tolérances ?
Nous combattons la déformation thermique et l'empilement des tolérances en opérant entièrement dans des environnements climatisés. Pour atteindre des dimensions exactes sur des géométries complexes, nous nous appuyons sur des configurations rigoureuses et un équipement avancé, ce qui est particulièrement critique lorsque nous utilisons nos solutions de fraisage CNC 5 axes.
Quelles sont les causes de mauvaises finitions de surface ?
Les principaux responsables sont généralement l'usure des outils CNC et le chatter. Nous éliminons les vibrations harmoniques en maximisant la rigidité des outils, en utilisant des fraises à cannelures variables et en ajustant en temps réel la vitesse de rotation du mandrin pour maintenir la rugosité de surface (Ra) impeccable.
Comment évitez-vous les erreurs de programmation ?
Avant toute coupe de métal, nous nous appuyons sur un logiciel CAM complet et un retour d'information DFM rigoureux. Cette approche de simulation numérique détecte les erreurs de programmation G-code, les inefficacités du parcours d'outil et les collisions potentielles d'outils avant qu'ils n'atteignent l'atelier.
Pouvez-vous traiter des matériaux avancés difficiles à couper ?
Absolument. Les alliages aéronautiques difficiles provoquent une usure rapide des outils et des problèmes d'évacuation des copeaux s'ils ne sont pas gérés correctement. Que votre projet nécessite de l'aluminium standard ou de l'usinage spécialisé de titane et d'Inconel, nous utilisons des substrats de coupe adaptés et des systèmes de refroidissement à haute pression pour éviter le durcissement du travail et optimiser la durée de vie des outils.
Comment la gestion du contrôle qualité est-elle assurée dans une production à faible volume et à haute diversité ?
Nous évitons les goulets d'étranglement du contrôle qualité en intégrant des inspections par sonde de broche en cours de fabrication directement dans notre flux de production CNC. Associé à une inspection de premier article (FAI) stricte utilisant une validation automatisée par CMM, nous garantissons une vérification rapide des pièces et une conformité stricte aux tolérances GD&T sans ralentir votre ligne d'assemblage.