

3 Reasons Why Most Machining Guides Don’t Help You Decide
Many machining guides online simply list process names or technical descriptions without helping clients make a real choice. Commonly, they name processes like milling, turning, or EDM, but provide no context about which materials, geometries, or part complexities each is best suited for. Practical constraints, such as batch size, surface finish, or setup requirements, are often omitted. As a result, clients may end up choosing an overly complex process, an expensive option, or one that cannot meet quality requirements, leading to delays and extra cost. Perhaps most importantly, most guides lack actionable decision-making steps. Without guidance, clients struggle to know which process truly fits their part needs. This blog addresses these gaps, focusing on practical, real-world decision-making, helping clients understand which processes are suitable for their parts and how to choose efficiently. By highlighting these three common pitfalls, readers can approach machining decisions with clarity and confidence, minimizing errors and wasted resources.
2 Key Principles of Machining in Practice
Machining is not merely removing material—it is about producing parts that function as designed and can be manufactured consistently. The first principle is accuracy and precision, ensuring that each part meets specified dimensions and tolerances. Even slight deviations can affect assembly, performance, or safety, particularly for functional components. The second principle is reproducibility, meaning that the process should reliably produce multiple units with consistent quality. Achieving this requires understanding part geometry, material characteristics, and intended use. Prototypes or small batches may tolerate simpler setups, while medium-to-large volume production requires processes that minimize variation. Parts also differ in priority: cosmetic parts need smooth finishes but not extreme precision, whereas functional components demand tight fits, strength, and reliability. Applying these principles allows clients to select machining methods that balance cost, quality, and lead time, ensuring smoother production and fewer surprises during manufacturing.
Here are the 35 machining processes::
1. Milling

Milling uses a rotating cutting tool to remove material from a stationary workpiece, creating flat surfaces, slots, pockets, and complex contours. CNC milling enhances precision, repeatability, and efficiency. Suitable for metals, plastics, and composites, milling is versatile for prototyping and production. Advantages: high flexibility, can handle complex shapes, relatively fast for medium-volume production. Disadvantages: deep cavities require careful setup, precision finishing may be needed, tool wear can affect quality. Customer Scenario: Aluminum housings are milled to produce accurate slots and flat surfaces for industrial prototypes.
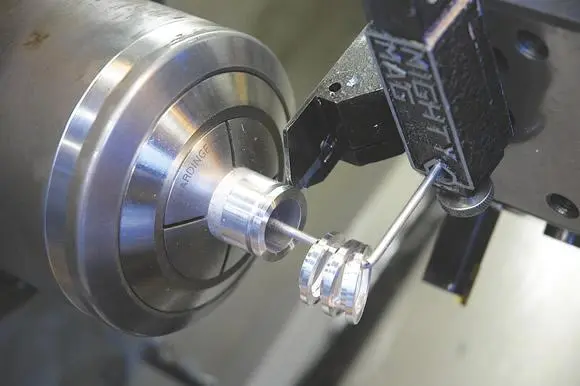
2. Turning
Turning rotates the workpiece against a stationary cutting tool to create cylindrical parts, such as shafts, pins, and threaded components. CNC lathes enhance dimensional control and repeatability. Advantages: high-accuracy cylindrical components, efficient for long parts, works with various materials. Disadvantages: limited to round geometries, complex features may require secondary operations, slender parts need rigid support. Customer Scenario: Stainless steel shafts for machinery are turned to precise diameters for assembly with bearings and gears.
3. Drilling
Drilling creates holes using a rotating cutting tool, essential for assemblies with tight tolerances. CNC drilling ensures consistent positioning and depth. Often combined with reaming or tapping for enhanced precision. Advantages: fast, accurate, integrates with other machining operations. Disadvantages: limited depth without specialized tools, tool wear increases with hard materials. Customer Scenario: Mounting brackets in metal assemblies are drilled for precise fastener alignment.
4. Grinding
Grinding uses abrasive wheels to achieve precise surface finishes and tolerances. Ideal for hardened metals and high-precision parts. CNC grinders enable complex operations such as contouring and cylindrical grinding. Advantages: tight tolerances, smooth finishes, suitable for small high-value parts. Disadvantages: slower than milling, higher operational costs, limited to specific shapes. Customer Scenario: Precision shafts for aerospace bearings are ground to achieve optimal surface quality and dimensional accuracy.
5. 5-Axis CNC Machining
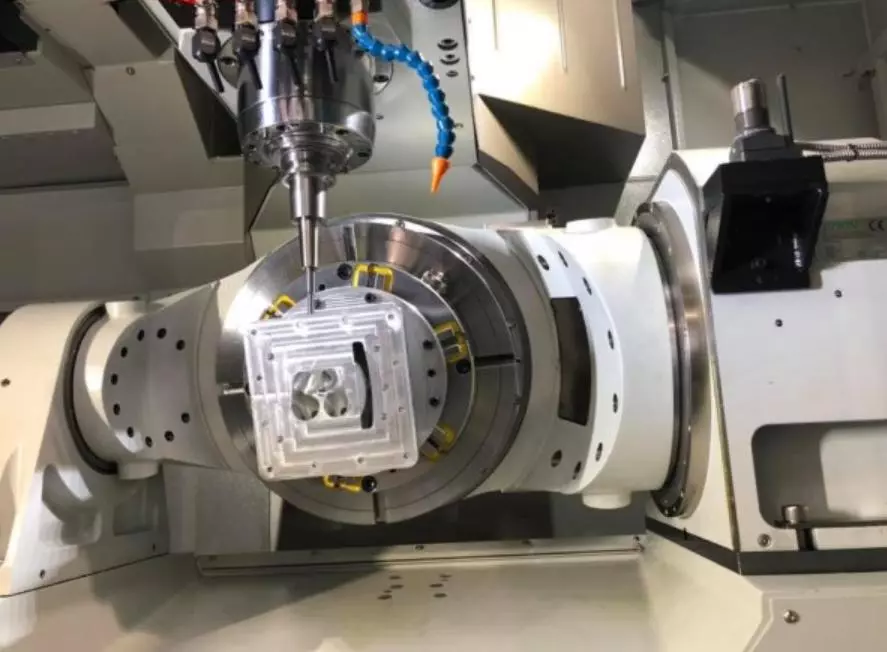
5-axis CNC machining moves the workpiece or tool along five axes simultaneously, enabling complex surfaces in a single setup. Ideal for aerospace, medical, and mold components. Advantages: reduces setups, handles complex geometries, improves surface finish. Disadvantages: high initial investment, requires skilled operators. Customer Scenario: Medical device housings with internal channels are machined in one setup to minimize errors.
6. Electrical Discharge Machining
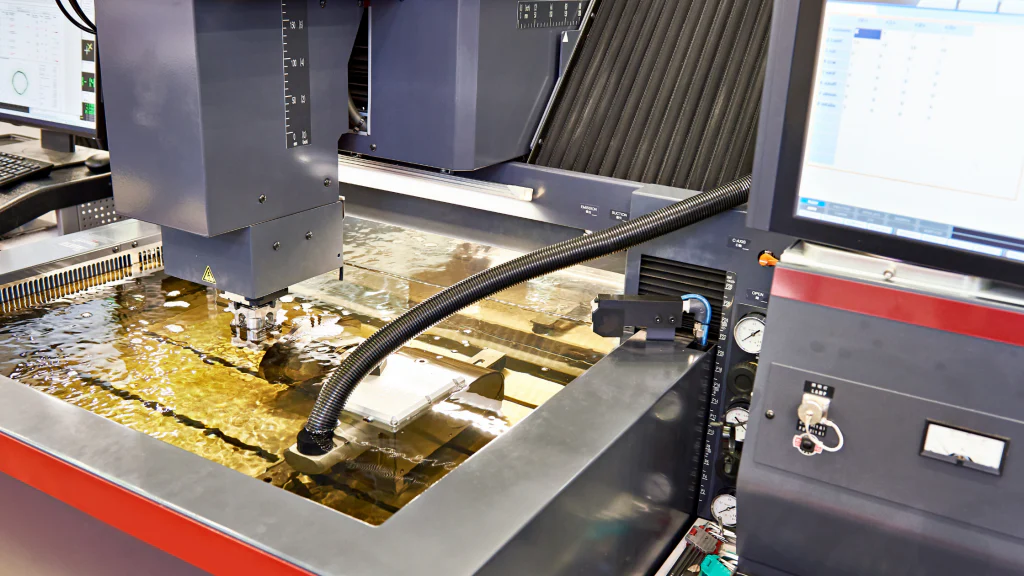
Electrical Discharge Machining removes material via controlled electrical discharges between an electrode and the workpiece. Ideal for hard metals and intricate shapes. Advantages: cuts hard materials, produces complex internal geometries, minimal mechanical stress. Disadvantages: slow, limited to conductive materials, electrode wear increases cost. Customer Scenario: Hardened tool steel molds are produced with EDM for precise cavities.
7. Laser Cutting
Laser cutting uses a focused laser beam to cut or engrave materials, suitable for thin metal sheets, plastics, and composites. CNC laser systems improve precision and repeatability. Advantages: high precision, minimal mechanical stress, capable of intricate cuts. Disadvantages: limited thickness, potential heat-affected zones. Customer Scenario: Sheet metal electronics enclosures are cut to exact dimensions with smooth edges.
8. Waterjet Cutting
Waterjet cutting uses high-pressure water with abrasive materials to cut almost any material without heat. Suitable for metals, ceramics, glass, and composites. Advantages: no thermal distortion, precise 2D cuts, works on various materials. Disadvantages: slower than laser for thin metals, limited to 2D cuts, abrasive consumption increases cost. Customer Scenario: Titanium aerospace brackets are cut without distortion while maintaining tolerances.
9. Broaching
Broaching removes material linearly using a toothed tool to produce keyways, splines, or irregular shapes. Efficient for high-volume production. Advantages: high repeatability, precise internal geometries. Disadvantages: high tooling cost, limited geometries, dedicated machines required. Customer Scenario: Automotive gear shafts are broached to achieve consistent internal keyways.
10. Reaming
Reaming improves drilled hole diameters and finishes, ensuring precise fits. Advantages: high accuracy, smooth internal surfaces, proper fastener fit. Disadvantages: only refines existing holes, requires alignment. Customer Scenario: Aerospace fastener holes are reamed to maintain tolerance and assembly reliability.
11. Screw Thread Cutting
Threading creates helical grooves on shafts or in holes for screws or bolts. CNC threading ensures precision and repeatability. Advantages: accurate threads, repeatable, suitable for metals and plastics. Disadvantages: limited to threads, tooling wear affects tolerances. Customer Scenario: Aerospace bolts threaded for secure fastening.
12. Internal Thread Cutting
Tapping cuts internal threads in pre-drilled holes, essential for assembly components. CNC tapping provides alignment and depth control. Advantages: accurate internal threads, fast, versatile. Disadvantages: limited to internal threads, risk of tool breakage in hard materials. Customer Scenario: Aluminum housings tapped for fasteners.
13.Slot Cutting
Slotting removes material to create slots or keyways. CNC slotting offers precision and repeatability. Advantages: precise slot geometry, minimal finishing. Disadvantages: linear shapes only, slower for deep slots. Customer Scenario: Automotive gear housings require internal slots for alignment.
14. Sawing
Sawing cuts raw stock into lengths or shapes before detailed machining. CNC sawing improves repeatability and reduces waste. Advantages: quick material separation, low setup complexity. Disadvantages: limited precision, rough edges need finishing. Customer Scenario: Steel bars sawed for machinery frames.
15. Planer Machining
Planing removes material with a linear cutting tool to create flat surfaces. CNC planers offer precision for large workpieces. Advantages: large surface handling, uniform flatness. Disadvantages: slower than milling, limited to straight surfaces. Customer Scenario: Steel plates planed for industrial equipment assembly.
16. Linear Surface Cutting
Shaping produces flat or contoured surfaces via reciprocating tools. CNC shaping enhances precision for contours and slots. Advantages: adaptable to various materials, flat/contoured surfaces. Disadvantages: slower than milling, single-side operation. Customer Scenario: Machine components shaped for mating surfaces.
17. CNC Boring
Boring enlarges pre-existing holes to precise diameters. CNC boring ensures repeatable accuracy. Advantages: precise holes, consistent alignment. Disadvantages: only enlarges existing holes, tool deflection possible. Customer Scenario: Engine blocks bored for pistons.
18. Honing
Honing improves surface finish and accuracy of internal cylindrical surfaces. CNC honing allows precise control for hydraulic or bearing components. Advantages: tight tolerances, smooth finish. Disadvantages: slower, limited to internal cylinders. Customer Scenario: Hydraulic cylinder bores honed for sealing and friction reduction.
19. Lapping
Lapping produces extremely smooth and flat surfaces using abrasives. CNC lapping controls pressure and speed for consistency. Advantages: exceptional flatness, minimal dimensional deviation. Disadvantages: very slow, small parts only. Customer Scenario: Precision bearing races lapped for high-speed machinery.
20. Ultrasonic Machining

Ultrasonic machining removes material using vibrations and abrasive slurry. Ideal for hard or brittle materials. CNC ultrasonic systems provide precise shaping. Advantages: minimal stress, precise for hard materials. Disadvantages: slow, high equipment cost. Customer Scenario: Ceramic nozzles machined to exact diameters.
21. Polishing
Polishing enhances surface smoothness and aesthetics. CNC polishing ensures consistency across parts. Advantages: improves appearance, reduces friction. Disadvantages: slow for large surfaces, minimal material removal. Customer Scenario: Stainless steel medical instruments polished for hygiene and smoothness.
22. Buffing
Buffing uses cloth wheels and compounds for high-gloss finishes. CNC buffing ensures uniformity. Advantages: excellent visual finish, reduces defects. Disadvantages: minimal dimensional change, slower for large parts. Customer Scenario: Automotive trim buffed to mirror-like surfaces.
23. Deburring
Deburring removes sharp edges or burrs. CNC deburring automates the process for safety and assembly quality. Advantages: safer parts, better assembly fit. Disadvantages: secondary operation required. Customer Scenario: Aluminum enclosures deburred to prevent sharp edges.
24. Surface Grinding
Surface grinding achieves flat surfaces with tight tolerances using abrasive wheels. CNC grinders enhance consistency. Advantages: high flatness, excellent finish. Disadvantages: slower than milling, limited to flat surfaces. Customer Scenario: Tooling plates ground for precise die operations.
25. Cylindrical Grinding
Cylindrical grinding finishes external or internal cylindrical surfaces. CNC machines achieve tight tolerances for shafts and rollers. Advantages: high accuracy, smooth finish. Disadvantages: slower than turning, requires support. Customer Scenario: Aerospace shafts ground to precise diameters.
26. Centerless Grinding
Centerless grinding produces uniform diameters without centers, ideal for mass production. Advantages: high throughput, consistent diameters. Disadvantages: limited to round parts, precise wheel setup required. Customer Scenario: Automotive pins ground consistently on production line.
27. Gear Cutting
Gear cutting produces teeth using hobbing, shaping, or broaching. CNC gear cutters ensure accurate profiles. Advantages: precise tooth geometry, repeatable quality. Disadvantages: limited to gears, specialized tooling needed. Customer Scenario: Transmission gears cut to specifications for proper torque transfer.
28. Crimping
Crimping joins materials by deformation, commonly in electrical connectors or tubing. CNC crimping ensures consistent pressure. Advantages: fast, reliable joints. Disadvantages: limited to certain components. Customer Scenario: Electrical connectors crimped for secure connections.
29. Ultrasonic Welding
Ultrasonic welding joins plastics or thin metals using vibrations. CNC control ensures consistent welds. Advantages: fast, clean, strong bonds. Disadvantages: limited material types. Customer Scenario: Plastic electronics housings welded without deformation.
30. Spot Welding
Spot welding joins metal sheets using pressure and current. CNC spot welders control parameters for repeatable quality. Advantages: fast, strong joints. Disadvantages: limited to thin sheets. Customer Scenario: Automotive panels welded for structural integrity.
31. Flame Cutting
Flame cutting uses an oxy-fuel torch to cut thick metal plates. CNC flame systems control path and speed for repeatability. Advantages: handles thick steel, economical for large cuts. Disadvantages: heat-affected zones, slower than laser for thin materials. Customer Scenario: Structural steel plates cut for building frameworks.
32. Plasma Cutting
Plasma cutting uses ionized gas to cut metals rapidly. CNC plasma improves precision and edge quality. Advantages: fast for medium-thick metals, minimal mechanical stress. Disadvantages: limited thickness, edge dross may require finishing. Customer Scenario: Steel fabrication shops cut sheet metal components efficiently.
33. Chemical Machining
Chemical machining removes material using controlled chemical etching. Ideal for thin metals and intricate patterns. Advantages: precise etching, minimal mechanical stress. Disadvantages: slow, requires chemical handling. Customer Scenario: Thin stainless steel foils etched for electronic components.
34. Abrasive Waterjet Finishing
Abrasive waterjet finishing smooths surfaces and edges without heat. CNC control ensures repeatability and minimal distortion. Advantages: works on delicate materials, precise finish. Disadvantages: slower than mechanical finishing, limited depth. Customer Scenario: Aerospace brackets finished to maintain dimensional integrity.
35. Powder Blasting
Powder blasting uses high-velocity abrasives to create textured surfaces. Suitable for delicate parts requiring non-thermal processes. Advantages: precise surface texture, minimal thermal stress. Disadvantages: slow, limited material removal. Customer Scenario: Medical implants powder-blasted for enhanced surface integration.
Conventional vs Non-Conventional Machining: How to Know Which to Use
Choosing between conventional and non-conventional machining depends on the part’s material, geometry, and complexity. Conventional processes like milling, turning, and drilling work well for most common materials and general shapes. They are cost-effective, accessible, and suitable for structural or cosmetic parts in both prototypes and low-volume production. Non-conventional machining, including EDM, laser cutting, or waterjet, is required for hard materials, deep cavities, sharp internal corners, or intricate features. Choosing the wrong process can lead to incomplete features, poor surface finish, or increased cost. Clients should evaluate their part’s material, geometry, tolerances, and production volume to determine whether conventional or non-conventional machining is most appropriate.
Where CNC Machining Works Best — And Its Limitations
CNC machining offers flexibility for complex parts, particularly for prototypes and medium-volume production. It provides consistent, repeatable results and handles a variety of shapes with minimal manual intervention. CNC excels in producing housings, brackets, or assemblies with precise dimensions. However, it has limitations. Extremely deep cavities, thin walls, or sharp internal corners may require additional finishing or different approaches. Very high-volume production may make alternative processes such as stamping or casting more economical. Clients must balance complexity, volume, and material considerations when evaluating whether CNC is the best choice for their project.
Modern Machining Capabilities That Make a Difference
Modern machining technologies enhance efficiency and quality. 5-axis machining reduces multiple setups, improving accuracy for complex surfaces. Automation allows for repeatable batches with minimal human error. Simulation tools help detect potential interference or issues before production starts, saving time and reducing scrap. These capabilities help clients receive high-quality parts on schedule, with fewer surprises or rework, which is especially important for complex or high-value components.
5 Simple Steps to Choose the Right Machining Process
Step 1: Know Your Material
Different materials behave differently during machining. Aluminum, stainless steel, titanium, and mold steels all have unique characteristics that determine which process and tooling are suitable. Clients should consult their machining provider to understand material constraints.
Step 2: Consider Shape Complexity
Simple shapes can often be handled by standard 3-axis CNC. Complex curves, deep cavities, or internal features may require 5-axis machining or non-conventional processes.
Step 3: Determine Required Accuracy & Finish
Functional parts with tight tolerances or surface finish requirements may need precision CNC or finishing operations, while less critical parts can be processed using standard methods.
Step 4: Think About Quantity
Prototypes and small batches benefit from CNC flexibility, while larger production volumes may require alternative methods for efficiency.
Step 5: Match Process to Your Needs with Examples
- CNC vs EDM: EDM is better for hard materials or intricate internal features.
- 3-axis vs 5-axis: 5-axis reduces setups for complex surfaces.
- Rough + Finish: Combining processes ensures both efficiency and quality.
| Table 2: Quick Process Selection Guide for ClientsPart Requirement | Recommended Process | Notes |
| Simple geometry, low-medium batch | Standard CNC | Cost-effective and versatile |
| High accuracy or surface finish | Grinding / 5-axis CNC | Better consistency and precision |
| Hard material / intricate features | EDM / Laser / Waterjet | Handles difficult shapes |
| Prototyping / small batch | CNC flexible setup | Fast turnaround, low tooling cost |
| Large batch | Consider alternative methods | Stamping or casting may be cheaper |
Common Machining Processes
| Process | Typical Materials | Accuracy | Surface Finish | Ideal Applications |
|---|---|---|---|---|
| Milling | Metals, Plastics, Composites | ±0.01–0.05 mm | Good | Prototypes, housings, pockets |
| Turning | Metals, Plastics | ±0.01 mm | Medium | Shafts, pins, threaded parts |
| EDM | Hardened Steel, Alloys | ±0.005 mm | Excellent | Dies, molds, cavities |
| Laser Cutting | Metals, Plastics, Composites | ±0.1 mm | Smooth | Sheet metal, electronics panels |
| 5-Axis CNC Machining | Metals, Plastics, Composites | ±0.01 mm | Excellent | Complex molds, aerospace parts, medical devices |
| Waterjet Cutting | Metals, Glass, Ceramics, Composites | ±0.1 mm | Smooth | Thick or delicate materials, brackets |
| Grinding (Surface) | Hardened Steel, Alloys | ±0.005 mm | Very smooth | Tooling plates, precision parts |
| Boring | Metals, Plastics | ±0.01 mm | Medium | Engine blocks, bearing housings |
| Honing | Metals | ±0.005 mm | Very smooth | Hydraulic cylinders, precision bores |
| Threading | Metals, Plastics | ±0.01 mm | Medium | Screws, bolts, fasteners |
| Tapping | Metals, Plastics | ±0.01 mm | Medium | Threaded holes, assembly components |
| Slotting | Metals, Plastics | ±0.02 mm | Good | Keyways, internal slots |
| Sawing | Metals, Plastics, Wood | ±0.5 mm | Rough | Stock cutting, preliminary shaping |
| Planing | Metals | ±0.02 mm | Good | Large flat surfaces, structural plates |
| Shaping | Metals | ±0.02 mm | Good | Flat or contoured surfaces |
| Gear Cutting | Steel, Alloys, Plastics | ±0.01 mm | Good | Transmission gears, industrial machinery |
| Spot Welding | Sheet Metals | ±0.5 mm | N/A | Automotive panels, appliances |
| Ultrasonic Welding | Plastics, Thin Metals | ±0.1 mm | N/A | Consumer electronics, assemblies |
| Powder Blasting | Metals, Ceramics | ±0.05 mm | Textured | Medical implants, aesthetic finishes |
| Polishing/Buffing | Metals, Plastics | ±0.05 mm | High gloss | Decorative parts, consumer products |
Machining Process Selection Considerations
| Process | Volume Suitability | Material Hardness | Feature Complexity | Cost Efficiency | Speed |
|---|---|---|---|---|---|
| Milling | Low–Medium | Soft–Hard | Medium–High | Moderate | Moderate |
| Turning | Low–Medium | Soft–Hard | Low–Medium | High | Fast |
| EDM | Low | Very Hard | High | Low | Slow |
| Laser Cutting | Low–Medium | Soft–Medium | High | Moderate | Fast |
| 5-Axis CNC | Low–Medium | Soft–Hard | Very High | Moderate | Moderate |
| Waterjet | Low–Medium | Soft–Very Hard | Medium | Moderate | Moderate |
| Grinding | Low–Medium | Hard | Medium | Low | Slow |
| Threading/Tapping | Low–Medium | Soft–Hard | Low | High | Fast |
| Slotting | Low | Soft–Medium | Medium | Moderate | Slow |
| Sawing | Low–High | Soft–Medium | Low | High | Fast |
| Planing/Shaping | Low | Medium–Hard | Medium | Low | Slow |
| Gear Cutting | Medium–High | Medium–Hard | High | Moderate | Moderate |
| Spot/Ultrasonic Welding | Medium–High | Soft–Medium | Low | High | Fast |
| Polishing/Buffing | Low | Soft–Medium | Low | Moderate | Slow |
| Powder Blasting | Low–Medium | Soft–Hard | Medium | Low | Slow |
Conclusion: The Right Machining Process Is About Fit, Not Complexity
There is no single “best” machining process. The right choice depends on part geometry, material, quantity, and functional requirements. By understanding your part, consulting machining providers, and following simple decision guidelines, clients can ensure efficient, cost-effective, and high-quality manufacturing outcomes.