現代製造業におけるステンレス鋼投資鋳造の理解
ステンレス鋼投資鋳造とは何ですか?
ステンレス鋼の投資鋳造, 歴史的に知られている
ロストワックス鋳造, 高い寸法精度と優れた表面仕上げを持つ複雑な金属部品を製造するために設計された精密製造プロセスです。従来の砂型鋳造とは異なり、表面が粗いのに対し、現代の投資鋳造—特に
シリカソルプロセス MSマシニングで採用されている—は、ほぼネットシェイプの部品の作成を可能にします。この方法は、複雑な内部形状や薄壁が必要な部品に最適であり、単に
CNC精密部品 加工だけでは製造が難しい、またはコストが高くなる場合があります。材料の無駄を最小限に抑え、二次加工の必要性を減らすことで、自動車から流体制御までさまざまな産業にとって重要なソリューションとなっています。.
投資鋳造プロセスの仕組みを段階的に解説
原材料から完成品への変換は、構造的完全性と寸法の一貫性を確保するために厳格な多段階の手順を伴います。.
- ワックスパターン注入: 金型を作成し、溶かしたワックスを注入して最終部品のレプリカを形成します。.
- ツリーアセンブリ: 複数のワックスパターンを中央のワックススプルーに取り付け、「ツリー」を作成し、一括処理を行います。.
- シェル形成(シリカソルプロセス): ワックスツリーをセラミックスラリーに浸し、細かい砂でコーティングします。これを何度も繰り返し、硬く耐久性のあるセラミックシェルを作ります。.
- 脱ワックス: セラミックシェルを加熱し、ワックスを溶かして排出し、中空の空洞(「ロストワックス」フェーズ)を残します。.
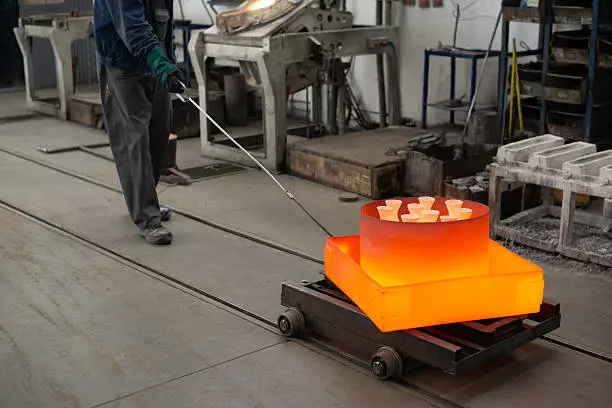
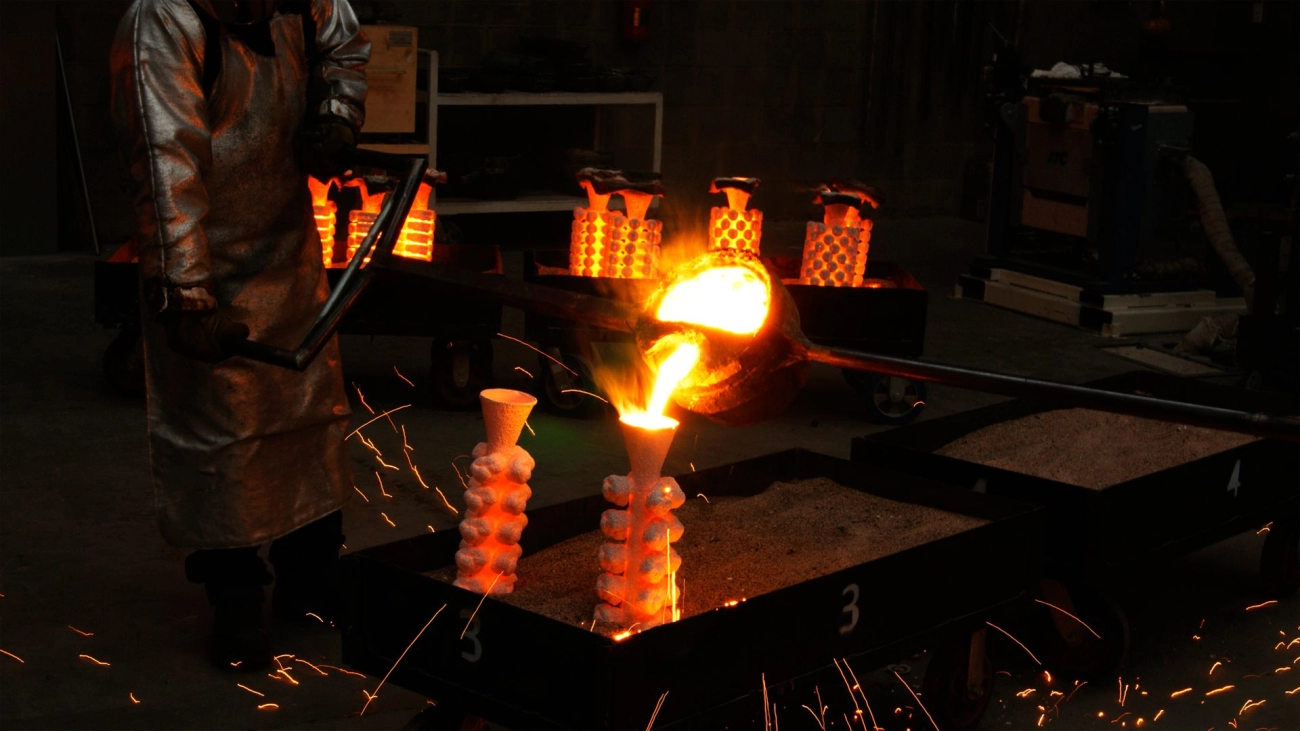
- 鋳込み: 溶融ステンレス鋼を予熱したセラミックシェルに注ぎ込み、空洞を満たして部品を形成します。.
- 取り出しと清掃: 冷却後、セラミックシェルを破壊し、スプルーから部品を切り離します。.
- 仕上げ: 鋳造品は、サンドブラスト、ゲート研磨、初期検査を経て二次工程に進みます。 精密CNC部品 より厳しい公差が必要な場合の機械加工。.
投資鋳造で一般的に使用されるステンレス鋼のグレード
適切な合金の選択は、鋳造部品の性能にとって基本的な要素です。私たちは、特定の機械的および環境的要件に合わせた幅広いステンレス鋼グレードをサポートしています:
- オーステナイト系ステンレス鋼(304、304L、316、316L): 最も一般的な選択肢は 投資鋳造 優れた耐腐食性と良好な機械的特性のためです。特に、316Lグレードは海洋および化学用途に好まれています。.
- 析出硬化鋼(17-4 PH): 高い強度、硬度、耐腐食性を必要とする用途に選ばれ、航空宇宙や重工業部品でよく使用されます。.
- マルテンサイト系ステンレス鋼(410、420): ポンプ部品やバルブなど、高硬度と耐摩耗性が求められる部品に理想的です。.
- デュプレックスステンレス鋼: 高い強度と優れた応力腐食割れ耐性の組み合わせを提供し、過酷な環境に適しています。.
なぜステンレス鋼が投資鋳造部品に頻繁に選ばれるのか
エンジニアや調達担当者が製造プロセスを選択する際、ステンレス鋼と投資鋳造の組み合わせはしばしば最優先されます。この組み合わせは単に金属を成形するだけでなく、厳しい現実に耐えながらも厳密な公差を維持できる部品を作り出すことに関わっています。MSマシニングでは、この方法が他の技術では解決できない複雑なエンジニアリングの問題を解決するのを直接目の当たりにしています。.
耐腐食性と材料の安定性
お客様が304、316、316Lなどのステンレス鋼グレードを指定する主な理由は、酸化や化学攻撃に対する固有の耐性です。投資鋳造プロセスでは、溶融金属が制御された環境で固化し、均一な微細構造を確保します。この均一性は、部品を錆や劣化から保護するパッシブ酸化層を維持するために重要です。
部品が海洋環境、化学処理プラント、医療施設に向けられている場合でも、鋳造ステンレス鋼の材料の安定性は長い使用寿命を保証します。表面に傷がつくと失敗につながるメッキ部品とは異なり、耐腐食性は材料自体に組み込まれています。.
過酷な環境に対する機械的強度と耐久性
ステンレス鋼の投資鋳造は、優れた密度と機械的完全性を持つ部品を生産します。砂型鋳造など他の方法と比較して多孔性を最小限に抑えるため、結果として得られる部品は引張強度と衝撃耐性に優れています。
この耐久性により、投資鋳造は安全性が重要な用途に最適な選択肢となります。高圧、極端な温度、重い機械的荷重に耐える必要がある部品を定期的に製造しており、多くの場合、複数の溶接された部品を置き換えるシームレスな一体成形の部品が使用され、重工業機械や自動車用途においても信頼性の高い解決策を提供します。.
表面仕上げと寸法一貫性の利点
私たちが使用するシリカソル投資鋳造プロセスの特に優れた特徴の一つは、型から出た直後の表面仕上げの優秀さです。一般的な表面粗さはRa 3.2から6.3の範囲であり、砂型鋳造よりもはるかに滑らかです。この「ニアネットシェイプ」能力により、部品はプロフェッショナルな外観と良好な機能を持ち、広範な二次加工を必要としません。
ただし、特定の結合面により厳しい公差が必要な場合は、私たちの鋳造能力と連携させて
高精度CNC加工部品 生産。このハイブリッドアプローチにより、大量生産においても優れた寸法の一貫性を維持しながら、全体を一体成形から削り出すよりもコストを抑えることができます。金型の一貫性により、最初から千個目まで、すべての部品が同じ厳格な仕様を満たすことが保証されます。.
投資鋳造があなたの部品に適しているかどうかを判断するための重要な要素
パーツの幾何学的複雑さと内部構造
設計に複雑な内部通路、アンダーカット、または切削工具でアクセスしにくい薄壁が含まれている場合、投資鋳造がおそらく最適な選択です。これらの特徴を固体ブロックから機械加工するには高価な5軸加工設備が必要になるか、単に不可能です。当社のシリカソル投資鋳造プロセスは、複雑でほぼ最終形状の部品を作成でき、高い構造的完全性を保持します。この方法は、機械加工による材料の無駄が多すぎる場合に最適で、洗練された幾何学形状を効率的に製造することができます。.
公差要件と寸法の一貫性
投資鋳造は砂型鋳造と比較して優れた精度を提供しますが、一般的にISO 8062 CT4-CT6の範囲内の線形許容差を持ちます。多くの構造用途にはこれで十分です。しかし、軸受面やシール溝など超高精度のフィットが必要な場合は、鋳造だけでは不十分なことがあります。そのような場合にはハイブリッドアプローチを採用します。部品をほぼ最終形状に鋳造し、その後二次加工を行って最終的な重要寸法を実現します。この方法は、鋳造の材料効率と**高精度CNC部品**の精度の両方の利点をもたらします。.
生産量と再現性の考慮事項
投資鋳造には最初に金型(モールド)への投資が必要です。単一の試作品のみが必要な場合は、固体素材からの機械加工の方が通常は速くて安価です。なぜなら、金型コストを避けられるからです。しかし、数量が数十または数千単位に増えると、投資鋳造の方がはるかにコスト効率が良くなります。1つあたりのコストが大幅に下がるのは、高価なステンレス鋼の削り出しを行わないためです。金型ができあがると、何千個もの同一部品を高い再現性で複製できるため、供給チェーンの安定性を確保できます。.
後加工の必要性と二次加工
ほとんどの高性能部品は、鋳造後に一定の仕上げ作業が必要です。私たちは、鋳造と社内加工を統合することで、総所有コストの削減を専門としています。最小限の加工余裕を持たせて部品を鋳造することで、最終的な**CNC精密部品**の生産に必要なサイクルタイムを短縮します。表面仕上げも重要な要素であり、当社の鋳造仕上げは一般的にRa 3.2 – 6.3ですが、多くの顧客はより滑らかな外観を求めています。私たちは包括的なサービスを提供しています。
ステンレス鋼研磨サービス 溶融金属から最終検査までの全工程を一つの屋根の下で行い、電解研磨または鏡面仕上げを実現します。.
ステンレス鋼の鋳造投資法と他の製造方法の比較
適切な製造工程を選ぶことは、一般的に「最良」の方法を見つけることではなく、あなたの特定の量と形状に最も効率的な方法を見つけることです。MSマシニングでは、顧客の生産ニーズが拡大するにつれて、これらの方法間の移行をサポートすることがよくあります。こちらがその方法です
投資鋳造 他の選択肢と比較して優れている。.
投資鋳造とCNCマシニング(塊からの削り出し)
主な違いは材料の使用量とセットアップ時間です。固まりからの加工(減算製造)は、少量または単純な形状に最適で、工具投資を必要としません。しかし、複雑な形状の場合、固まりからの加工は大量の材料廃棄を生じ、より長いサイクル時間が必要となります。.
- 材料の無駄: CNC加工は、50%以上の高価なステンレス鋼の在庫を削り取ることができます。投資鋳造は、必要な場所にのみ材料を使用する付加製造プロセスです。.
- 生産量: 1. これは高品質の製品です。
2. 製品は工場で中国で製造されています。
3. 仕様は次のとおりです。
4. ご注文は24時間以内に処理されます。
5. 配送は通常3〜5営業日かかります。
6. 製品の保証期間は1年間です。
7. 返品ポリシーについてはウェブサイトをご覧ください。
8. お支払い方法はクレジットカードと銀行振込です。
9. カスタマーサポートは日本語で対応可能です。
10. 製品の色は選択可能です。
11. サイズは詳細な寸法表をご確認ください。
12. こちらの商品は在庫があります。
13. ご注文後のキャンセルはできません。
14. 追加のアクセサリーもご用意しています。
15. 製品の詳細な説明は以下の通りです。
16. こちらの商品は限定版です。
17. ご不明な点がございましたらお問い合わせください。
18. 製品のパッケージは環境に配慮しています。
19. 送料は無料です。
20. ご注文は24時間受け付けています。
21. 製品の耐久性に自信があります。
22. こちらの商品は高評価を得ています。
23. 製品のメンテナンス方法についてはマニュアルをご参照ください。
24. お届け先の住所を正確にご入力ください。
25. ご注文内容の確認をお願いいたします。
26. 製品の色違いもございます。
27. こちらの商品はギフト包装も可能です。
28. 製品の使用方法については動画もご用意しています。
29. お支払いは一括払いのみとなります。
30. 製品の一部は取り寄せとなる場合があります。
31. ご注文の際は会員登録をお願いいたします。
32. 製品の修理サービスも提供しています。
33. こちらの商品は海外発送も対応可能です。
34. 製品の安全基準を満たしています。
35. ご注文後の変更はお受けできません。
36. 製品の在庫状況は随時更新されます。
37. ご利用規約を必ずお読みください。
38. 製品のカスタマイズも承っております。
39. こちらの商品は数量限定です。
40. 製品の詳細な仕様はカタログをご覧ください。
41. ご注文はスマートフォンからも可能です。
42. 製品のサンプルもご用意しています。
43. こちらの商品はお試し価格です。
44. 製品の保証内容についてはお問い合わせください。
45. ご注文の際は配送希望日時もご指定ください。
46. 製品のリサイクルについてもご案内しています。
47. こちらの商品は特別割引対象です。
48. 製品の取扱説明書は電子版もご利用いただけます。
49. ご質問があればお気軽にご連絡ください。
50. 製品の販売は日本国内のみとなります。 精密CNC部品. 500以上の部品の場合、鋳造用の金型に投資することがはるかにコスト効率的になります。.
- ハイブリッドアプローチ: 最も効率的なルートは、多くの場合「ニアネットシェイプ」鋳造の後に二次加工を行うことです。これにより、厳しい公差を維持しながら、加工時間を大幅に削減できます。 ステンレス鋼鋳造とCNC加工の品質.
ステンレス鋼部品のための投資鋳造と砂型鋳造
両者は鋳造プロセスですが、異なる品質層に対応しています。砂型鋳造は、表面仕上げが重要でない非常に大きく重い部品に対して一般的に安価です。しかし、私たちが使用するシリカソル投資鋳造プロセスは、精密部品に対して優れた結果を提供します。.
- 表面仕上げ: 砂型鋳造は粗く粒状の質感(Ra 12.5以上)を残しますが、投資鋳造は滑らかな仕上げ(Ra 3.2 – 6.3)を提供し、広範な研磨の必要性を減らします。.
- 公差: 投資鋳造は、砂型鋳造の緩い標準(CT4-CT6)と比較して、はるかに厳しい線形公差を保持します。.
- 詳細: 複雑なロゴ、薄壁、または細かい内部通路を持つ部品の場合、投資鋳造は砂型では単純に再現できない詳細を捉えます。.
投資鋳造と金属射出成形(MIM)の比較
金属射出成形(MIM)は強力な競合ですが、通常は非常に小さく高容量の部品に限定されます。.
- サイズ制約: MIMは通常、100グラム未満の部品に制限されます。投資鋳造は、多様で、数グラムから50kg以上までの部品を扱うことができ、柔軟性があります。.
- 金型コスト: MIMの金型は非常に高価であり、コストを正当化するために10,000以上の量が必要になることが多いです。投資鋳造の金型はより手頃であり、中量生産に適しています。.
- 設計の柔軟性: 投資鋳造は、MIMの厳格な制限と比較して、部品のサイズや壁厚のバリエーションに対してより自由な設計を可能にします。.
コスト構造:投資鋳造の価格を左右する本当の要因
金型コストと長期コストのバランス
評価時に
投資鋳造, 最初の衝撃はしばしば金型から来ます。プロセスに必要なワックスパターンを作成するために、最初にアルミニウム射出金型を加工する必要があります。これは、ストックからの厳密な加工の場合には存在しない前払い費用です。ただし、このコスト構造は、量が増えるにつれて逆転します。金型ができた後は、固体ビレットからの加工に比べて単価が大幅に下がります。繰り返し生産の場合、金型コストは早期に償却され、長期的な供給チェーンにとってより賢明な経済的選択となります。.
材料利用率と廃棄物削減
316Lや17-4 PHのようなステンレス鋼のグレードは高価な材料です。製造における最大のコストドライバーの一つは、その原材料のうちどれだけがスクラップとして廃棄されるかです。複雑な形状を固体ブロックから加工する場合、多くの材料が切り取られ無駄になります。投資鋳造は「ニアネットシェイプ」プロセスであり、金属をすでに最終形状の90-95%の形に注ぐことを意味します。これにより材料の浪費が大幅に削減され、部品自体に対して支払うことになり、不要なチップのコストを削減します。.
加工許容範囲が総部品コストに与える影響
鋳造は一般的な形状を提供しますが、重要な特徴はしばしば厳しい公差を満たすために二次加工を必要とします。「加工許容範囲」とは、後で除去されるために鋳造に残す余分な金属層のことです。このバランスを適切に取ることは、コスト管理にとって非常に重要です。.
- 加工代が多すぎる場合: 加工時間と工具の摩耗が増加し、コストが上昇します。.
- 加工代が少なすぎる場合: 表面の未加工部分が残り、部品が廃棄されるリスクがあります。.
当社では、鋳造と製造の両方を
CNC精密部品 社内で行うため、設計段階でこの加工代を最適化しています。仕上げに必要な材料のみを鋳造することで、二次加工時間と部品の総コストを最小限に抑えます。.
ステンレス精密鋳造が一般的に使用される産業

ステンレス精密鋳造は、高強度と優れた耐食性を兼ね備えた部品を必要とする多くの分野の基盤となっています。シリカゾルプロセスは複雑な形状を可能にするため、他の方法では製造コストが高すぎるか、製造不可能な部品を生産できます。MS Machiningでは、部品の故障が許されない産業から常に安定した需要があります。.
産業機器および流体制御部品
これは当社の鋳造品にとって最大の用途の一つです。流体処理システムは、錆や化学的劣化に耐える能力から、ステンレス鋼に大きく依存しています。当社では頻繁に
バルブ本体、ポンプインペラ、配管継手 を製造しており、これらは長い耐用年数にわたって確実に機能する必要があります。.
- 耐久性: 部品は高圧と連続的な流れに侵食されることなく耐えます。.
- 精度: 厳密な公差により、重要なアセンブリでの漏れのないシールが保証されます。.
- 効率: 精密鋳造の滑らかな表面仕上げは、砂型鋳造と比較して流体力学を向上させます。.
自動車および輸送用途
自動車分野では、燃費と性能の向上への推進が、軽量でありながら強力な部品の必要性を高めています。ステンレス鋼鋳造品は、
エキゾーストマニホールド、ターボチャージャー部品、EGRバルブ. に不可欠です。これらの部品は、反りや亀裂なしに極端な熱サイクルに耐える必要があります。鋳造は複雑なニアネットシェイプを提供しますが、当社ではこれらの未加工鋳造品を完成品に仕上げるために二次加工を行うことがよくあります。
CNC精密部品 生産ラインでの即時組み立てが可能です。.
食品加工および衛生システム部品
衛生管理は食品・飲料業界では妥協できません。私たちは主に
ステンレス鋼304および316 をこれらの用途に使用しています。これらは非反応性で食品安全性が高く、攻撃的な洗浄化学薬品に耐性があります。.
- 肉挽き機や混合刃
- コーヒーマシンの部品
- 飲料供給バルブ
私たちのシリカソル工程によって得られる優れた表面仕上げは、バクテリアが隠れる可能性のある粗さやピットを排除し、メーカーが厳しいFDAや衛生基準を満たすのに役立ちます。.
エネルギー、石油、ガス関連部品
石油・ガス分野の設備は、塩水、硫化ガス、研磨性の高いスラリーなど、地球上で最も過酷な環境に直面しています。私たちは
掘削工具、ダウンホール機器、センサー筐体. のような堅牢な部品を供給しています。高品質のステンレス鋼を使用することで、これらの部品は巨大な圧力や過酷な条件下でも構造的完全性を維持し、遠隔地でのメンテナンスダウンタイムを大幅に削減します。.
ステンレス鋼鋳造の結果を改善する設計のヒント
鋳造工程に特化した部品設計の最適化は、コスト削減と構造的完全性確保の最良の方法です。MSマシニングのエンジニアリングチームは、設計の製造性(DFM)を改善するために協力し、デジタル図面から実物のステンレス鋼部品への移行をシームレスにします。.
安定した鋳造のための壁厚ガイドライン
均一な壁厚を維持することは、冷却段階での収縮や歪みなどの欠陥を防ぐために、ステンレス鋼鋳造において非常に重要です。シリカソル工程は砂型鋳造に比べて薄い壁厚を可能にしますが、特定のガイドラインに従うことで一貫性を確保します。.
- 均一性: 部品全体で壁厚をできるだけ一定に保つ。.
- 最小厚さ: ほとんどのステンレス鋼グレードでは、小さな部品の最小壁厚はおよそ1.5mmから2mmを推奨します。.
- 遷移: 厚さの変化が必要な場合は、急激な段階ではなく徐々に変化させて、金属の流れを滑らかにし、均一な冷却を促進します。.
ドラフト角、フィレット、応力低減
鋭角や90度の角は応力集中を引き起こし、溶融金属が固まる際に亀裂の原因となるため、適切な形状を取り入れることが重要です。これにより、溶融ステンレス鋼がセラミックシェルに流れ込みやすくなり、不良のリスクを低減します。.
- フィレットとラジアス: 内部および外部の角には必ず半径を付けてください。これにより、部品の強度が増し、材料の流れも改善されます。.
- ドラフト角度: 投資鋳造は他の方法よりもドラフト角度が少なくて済みますが、垂直壁にわずかな角度(0.5度から1度)を付けることで、ワックスパターンを射出成形型から取り出しやすくなり、工程を迅速化します。.
- リブとガセット: 薄壁を強化するためにリブを使用し、全体の厚さを増やすのではなく、重量と材料を節約します。.
最初に鋳造を行い、次に機械加工を行う設計
最もコスト効果の高い方法は、近似ネットシェイプを鋳造し、高精度の作業を二次加工に残すことです。非常に厳しい公差を直接鋳造しようとすると、スクラップ率が高くなる可能性があります。代わりに、重要な結合面には機械加工の余裕(通常0.5mmから1mm)を残すことをお勧めします。
鋳造の幾何学的自由度と二次加工を組み合わせることで、
精密CNC部品 厳しい仕様を満たす製品を作り出します。ねじ穴や狭いボア、平面シール面などの特徴については、鋳造後に機械加工する方が効率的です。当社の施設ではこれらを
CNCフライス盤のコンポーネント ワークフローに直接組み込み、複数のベンダー間の物流を気にせず、両方の製造の利点を最大限に活用できるようにしています。.
投資鋳造における品質管理と検査基準

MSマシニングでは、一貫性が製造において最大の課題であることを理解しています。ステンレス鋼の投資鋳造を選ぶことで、形状だけでなく、機械的信頼性と寸法精度も保証されます。当社のISO 9001:2015認証プロセスにより、すべての部品が出荷前に厳格な工業規格を満たしていることを保証します。.
寸法検査と許容差管理
寸法の管理は非常に重要であり、特に鋳造と二次加工を組み合わせる場合にはなおさらです。原型の投資鋳造品については、通常
ISO 8062規格(CT4-CT6). に準拠しています。ただし、多くの用途では、未加工の鋳造では提供できないより厳しいフィットが必要です。
このギャップを埋めるために、当社は高度な
座標測定機(CMM). を用いて重要な特徴を検証します。これにより、複雑な幾何学を確認し、鋳造後の加工が
高品質なCNC機械加工金属部品を実現します 許容差を厳密に保持できる範囲:
±0.005mm.
- 標準鋳造許容差: ISO 8062 CT4-CT6
- 機械加工許容差: 最大±0.005mm
- 検証方法: CMMおよび較正済みゲージ
表面の完全性と欠陥防止
シリカソル投資鋳造プロセスの大きな利点は、砂型鋳造と比較して優れた表面仕上げを生み出すことです。一般的に、表面粗さは
Ra 3.2 – 6.3 型から出た直後に。
気孔、収縮、表面インクルージョンなどの一般的な問題を防ぐために、厳格な目視検査と圧力試験を実施しています。電解研磨、手作業研磨、またはサンドブラストが必要な場合でも、各段階で表面の完全性を検査し、美観と機能要件の両方を満たしていることを確認します。.
材料試験とトレーサビリティの要件
誤った合金を使用すると、現場での壊滅的な故障につながる可能性があります。このリスクを排除するために、厳格な材料試験を行っています。私たちは
分光分析 を用いて、すべての溶解の化学組成を検証し、304、316L、17-4 PHなどのグレードが正確な仕様を満たしていることを確認します。
また、私たちの
投資鋳造 プロジェクトには完全なトレーサビリティを提供し、材料の機械的特性と耐腐食性に自信を持てるようにしています。原材料から最終部品まで、データを追跡し、エンジニアリング要件に準拠していることを保証します。.
ステンレス鋼投資鋳造が最適でない場合
投資鋳造は複雑なステンレス鋼部品にとって強力な手法ですが、すべての製造課題に対する万能な解決策ではありません。MSマシニングでは、適切な工具を使用することを信条としています。特定のシナリオでは、直接加工などの代替方法がより経済的かつ物流的に合理的です。.
非常に低ボリュームの単純な形状
投資鋳造には、ワックスパターンを作るための金型の作成が必要です。これには事前の金型コストがかかります。部品が基本的なブラケット、ブロック、シャフトのようなシンプルな形状で、少量(1〜50個)の場合、金型のコストは材料の節約を上回る可能性があります。低数量のシンプルな形状の場合、標準ストックから直接加工する方がほぼ常にコスト効率が良く、初期の金型投資を完全に回避できます。.
超精密公差を必要とするフルCNC加工
鋳造は「ほぼ最終形状」に近づけることができ、通常はCT4-CT6(ISO 8062)の公差範囲を達成します。ただし、いくつかの用途では、特定の特徴だけでなく、全表面にわたるミクロンレベルの精度が求められることがあります。設計においてすべての寸法に厳しい公差が必要な場合、鋳造は不要な変動をもたらす可能性があります。そのような場合には、
CNC金属加工 固体ビレットからの加工は、鋳造の気孔や熱歪みのリスクを伴わず、最高の精度を保証します。全体の形状が重要なフィットに依存している場合、**CNC精密部品**をバー素材から直接製作することをよくお勧めします。.
迅速な試作と緊急のリードタイム制約
投資鋳造プロセスは、ワックス注入、シェル構築、脱Wax、鋳造、冷却の複数の物理的な工程を含みます。最適化されたスケジュールでも、サンプル鋳造品の製作には通常2〜4週間かかります。初期の研究開発段階で、数日以内に実物の部品を手に入れて適合性を検証する必要がある場合、鋳造は遅すぎます。緊急の締め切りがある場合、まず設計を検証するために試作品を機械加工し、その後、設計が確定し、量産の必要性が出てきた段階で投資鋳造に移行することを通常提案します。.
適切な投資鋳造パートナーの選び方
複雑な形状や高性能素材を含むプロジェクトでは、適切な製造パートナーを選ぶことが重要です。金属を鋳造するだけでなく、原料の鋳造が最終組み立ての要件とどのように連携するかを理解しているサプライヤーが必要です。.
エンジニアリングサポートと設計フィードバック能力
価値あるパートナーは、生産開始前の設計プロセスに貢献します。MSマシニングでは、単にファイルを受け取って作業を進めるだけではありません。エンジニアリングチームは、製造容易性のための徹底的なDFM(Design for Manufacturability)レビューを行い、潜在的な鋳造欠陥や不要なコストを特定します。
ドラフト角度の最適化、材料廃棄の削減、構造的完全性の向上を模索します。サプライヤーが2Dまたは3Dの図面(STEP、IGS、PDF)に関して技術的なフィードバックを提供できない場合、後の高額な修正のリスクがあります。私たちは、お客様の設計が最適化されるように努めます。
投資鋳造 一貫した品質を保証するための工程。.
機械加工の一体化と仕上げ能力
ほとんどのステンレス鋼鋳造品は、厳しい公差を満たすために二次加工が必要です。鋳造と機械加工を別々の業者に依頼すると、リードタイムが長くなり、責任の所在が曖昧になることがあります。私たちは、鋳造と二次加工を一体化したワンストップソリューションを提供することでこれを解決します。
当社の工場は、全工程を管理しています。鋳造工程の後、私たちは高度な設備を用いて
CNCフライス盤 ±0.005mmの高精度公差を実現します。この統合により、
精密CNC部品 複数のサプライヤーを管理する物流の頭痛なしに、ぴったりとフィットします。.
統合製造のメリット:
| 特徴 |
単一供給業者(MSマシニング) |
複数の販売者 |
| 責任性 |
品質に関する唯一の窓口 |
キャスターと機械工の間で責任転嫁 |
| リードタイム |
合理化(サンプルには2〜4週間) |
ショップ間の輸送による遅延 |
| コスト |
物流および取り扱いコストの削減 |
より高い累積輸送およびマークアップコスト |
| 品質管理 |
統一された検査基準 |
一貫性のない測定プロトコル |
ステンレス鋼鋳造プロジェクトの経験
ステンレス鋼は冷却過程で他の金属とは異なる挙動を示します。収縮を制御し、気孔を防ぐためには特定の専門知識が必要です。私たちはシリカソルプロセスを専門としており、高級なステンレス鋼部品の高い表面仕上げ(Ra 3.2 – 6.3)を実現します。
304、316、17-4 PH、デュプレックスステンレス鋼など、さまざまなグレードの取り扱い経験が豊富です。ISO 9001:2015認証のプロセスには、スペクトロメーターを用いた厳格な材料分析が含まれており、化学組成が正確な仕様を満たしていることを保証します。調達時には
CNC精密部品 ステンレス鋼製品を作る場合は、耐久性と性能を確保するために、これらの特定の合金に関して実績のあるパートナーを選ぶことを確認してください。.

 ステンレス精密鋳造は、高強度と優れた耐食性を兼ね備えた部品を必要とする多くの分野の基盤となっています。シリカゾルプロセスは複雑な形状を可能にするため、他の方法では製造コストが高すぎるか、製造不可能な部品を生産できます。MS Machiningでは、部品の故障が許されない産業から常に安定した需要があります。.
ステンレス精密鋳造は、高強度と優れた耐食性を兼ね備えた部品を必要とする多くの分野の基盤となっています。シリカゾルプロセスは複雑な形状を可能にするため、他の方法では製造コストが高すぎるか、製造不可能な部品を生産できます。MS Machiningでは、部品の故障が許されない産業から常に安定した需要があります。.
 MSマシニングでは、一貫性が製造において最大の課題であることを理解しています。ステンレス鋼の投資鋳造を選ぶことで、形状だけでなく、機械的信頼性と寸法精度も保証されます。当社のISO 9001:2015認証プロセスにより、すべての部品が出荷前に厳格な工業規格を満たしていることを保証します。.
MSマシニングでは、一貫性が製造において最大の課題であることを理解しています。ステンレス鋼の投資鋳造を選ぶことで、形状だけでなく、機械的信頼性と寸法精度も保証されます。当社のISO 9001:2015認証プロセスにより、すべての部品が出荷前に厳格な工業規格を満たしていることを保証します。.