

1. マイクロCNC加工とは何ですか?
1.1 マイクロCNC加工の定義
マイクロ加工CNC は、ミクロンレベルの精度で非常に小さな部品を製造するために設計された特殊な減算型製造プロセスです。従来の加工が大量の材料除去に焦点を当てているのに対し、このプロセスは超微小な切削工具を使用し、しばしば人間の髪の毛の直径よりも小さい工具を用いて複雑な形状を彫刻します。この技術は、高価値の製品を生産するために不可欠です。 CNC精密部品 標準的な工具では物理的にアクセスできない詳細な特徴を持つ部品の製造に適しています。マクロ製造とMEMS(マイクロ電気機械システム)リソグラフィーの間のギャップを埋める役割も果たします。.
1.2 マイクロCNC加工と標準CNC加工の違い
両方のプロセスは、切削工具を制御するためにコンピューター制御のコードを使用しますが、物理的性質と動作パラメータは大きく異なります。標準的なフライス加工を単純に縮小しても、マイクロ用途には適用できません。.
- スピンドル速度: マイクロ加工には、必要な切削速度を得るために、しばしば 40,000から100,000 RPM, を超える超高速が必要です。標準機械は通常、約12,000 RPMで最大です。.
- 工具のサイズ: 標準的なCNCはミリメートルまたはインチで測定された工具を使用します。マイクロ加工では、直径が 0.01mm.
- のエンドミルやドリルを利用します。 振動感度: 精密CNC部品.
標準的な加工では、微小な振動は無視できますが、マイクロ加工では、わずかな共振でも工具が破損したり、表面仕上げが台無しになったりする可能性があります。
1.3 CNC製造における「マイクロ」とは何を指すのか
- 「マイクロ」の業界定義は、一般的に部品の全体的なサイズよりも、特徴のサイズと許容誤差の能力に焦点を当てています。特定の寸法基準を満たす場合、その部品はマイクロ加工の候補と見なされます: 特徴サイズ: 100ミクロン.
- パート容量: 一般的に収まるコンポーネント 20mmキューブ.
- 公差: 正確さを求める要件の範囲 0.1〜5ミクロン.
部品の生産に品質管理やセットアップのために顕微鏡が必要な場合、それはまさにマイクロ製造の範囲に入ります。.
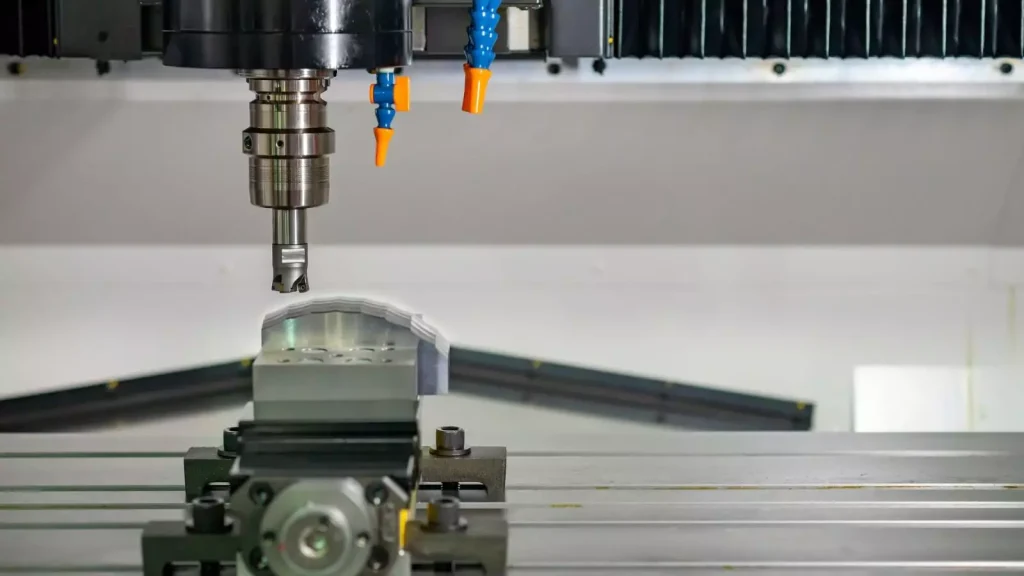
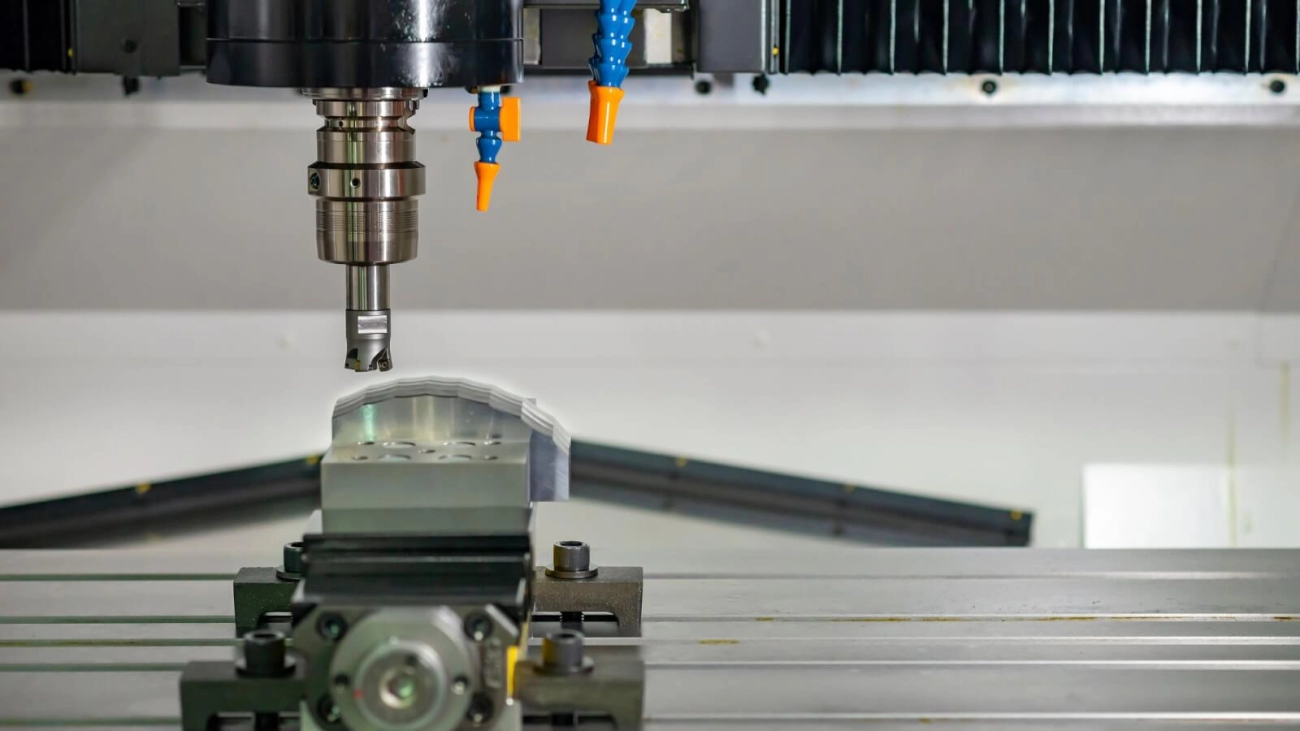
マイクロCNC加工は実際にどれくらい小さくできるのか?
私たちが話すとき マイクロマシニングCNC, 私たちは標準的な製造の世界を離れ、拡大が必須となる領域に入っています。単なる「小さな」ブラケットを作るだけでなく、指先に収まる複雑な幾何学形状を作り出しています。ここでのスケールは機械物理学の絶対的な限界を押し上げており、1つの生物学的細胞よりも小さな単位で動くことができる特殊な装置を必要としています。.
マイクロンレベルの特徴の説明
この業界では、インチやミリメートルで測定するのではなく、マイクロメートル(マイクロメートル)で測定します。1マイクロメートル($μ$m)は、ミリメートルの千分の一です。.
標準的なCNC機械は通常、許容誤差がおよそ±0.005インチ(127ミクロン)です。これに対して、真の マイクロマシニングCNC センターは、最小の特徴解像度で運用されています 1〜5ミクロン. このレベルの精度により、チャネルのフライス加工、穴あけ、表面テクスチャの作成が可能となり、肉眼ではほとんど見えない状態に仕上げることができます。私たちは実質的に材料を彫刻しているようなものであり、温度変化がたった1度でも部品の規格外れになるような環境要因の影響を受けるスケールで作業しています。.
2.2 人間の髪の毛やほこりの粒子と比較した許容差
規模を真に理解するためには 精密CNC部品 マイクロレベルでは、比較が役立ちます。「1ミクロン」と言うのは簡単ですが、それを視覚化するのは難しいです。.
マイクロ加工の許容差が一般的な微細な物体と比べてどのようになっているかは次のとおりです:
| オブジェクト / 特徴 | 概算サイズ |
|---|---|
| 食塩の粒 | 300マイクロメートル |
| 人間の髪の毛(太さ) | 50~70マイクロメートル |
| 白血球 | 12~15マイクロメートル |
| マイクロ加工の許容誤差 | +/- 1〜2マイクロメートル |
私たちは定期的に次のような特徴を切削しています 人間の髪の幅の10〜50倍小さいもの. 標準的な工作機械がハンマーだとすると、マイクロCNC機械はメスです。.
2.3 マイクロ加工部品の実世界サイズ例
このように小さな部品の用途は広く、重要です。私たちは単に小さな形状を作るだけではなく、これらの部品は医療、航空宇宙、電子分野の革新を推進しています。これを行うとき 金属のCNC加工 この規模で作業する場合、私たちはしばしば次のような個別の部品を扱います:
- マイクロノズル: 正確な流体制御のために穴が50マイクロメートル以下の燃料噴射器の先端。.
- 医療インプラント: 再建手術に使用される微小チタンネジと骨アンカー。.
- ファイバーオプティックフェルール: データ伝送を確実にするために公差を1ミクロン以内に保つ必要があるアライメントコンポーネント。.
- ウォッチギア: 真鍮や鋼に刻まれた複雑なギア歯はルーペなしではほとんど見えない。.
これら CNC精密部品 フットプリントは微視的である一方、性能への影響は非常に大きいことを証明する。.
3. マイクロCNC加工プロセスの解説
私たちが マイクロ加工CNC, の世界に足を踏み入れると、ルールが変わる。単に小さくするだけではなく、ほこり一粒が工作物を台無しにできるスケールで物理を管理することが求められる。プロセスは、デジタル設計から物理的な切削まで、製造へのアプローチを根本的に変える必要がある。.
3.1 マイクロスケールコンポーネントのためのCAD/CAM設計
マイクロ加工の設計には、標準的な製造とは異なる考え方が必要だ。CAD(コンピュータ支援設計)では、しばしば人間の髪の毛よりも細い工具の物理的制約を考慮しなければならない。標準部品を単純に縮小するだけでは不十分だ。.
ここでCAD/CAMソフトウェアの解像度が重要になる。標準設定では、マイクロの世界で重要な寸法を丸めてしまうことがある。私たちは、すべてのミクロンの詳細を捉えるために、最高精度に設定されたソフトウェアを使用している。さらに、「工具のたわみ」を考慮した設計も必要だ。マイクロ工具は非常に脆弱なので、側圧をかけすぎない工具経路を設計しなければならない。.
3.2 マイクロ精度加工のための工具経路戦略
設計が確定したら、CAM(コンピュータ支援製造)戦略が引き継ぐ。標準的な加工では、できるだけ早く材料を除去することに焦点を当てることが多いが、 マイクロ加工CNC, では、工具の生存と表面仕上げが優先される。.
壊れやすい工具を保護するために特定の戦略を採用している:
- 一定のチップ負荷: 工具への衝撃を防ぐために一定の接触を維持する。.
- トロコイダルミリング: この技術は、直線的な掘削ではなく円形の動きによって工具負荷を減らす。.
- ゼロストックエントリー: 工具は材料に優しく入れる必要があり、しばしば段階的に進入し、一気に突き刺すのではなく徐々に進める。.
現代の製造ではしばしば CNC加工におけるAI を利用して、これらの複雑な工具経路を最適化し、送り速度が動的に調整されて工具の破損を防ぎつつ効率を維持します。.
3.3 高速スピンドルの要件
マイクロエンドミルは標準速度で運転できません。工具の直径が非常に小さいため、表面速度(切削速度)は通常の回転数で劇的に低下します。効果的に切削するには、多くの速度が必要です。.
に関して CNC精密部品 マイクロスケールでは、高周波スピンドルに依存しています。速度が重要な理由は以下の通りです:
| 特徴 | 標準加工 | マイクロ加工 | 違いの理由 |
|---|---|---|---|
| 回転数範囲 | 2,000 – 12,000 RPM | 30,000 – 60,000+ RPM | 小さな工具は、材料を削るために高い回転数が必要で、擦り付けるだけでは不十分です。. |
| 偏芯許容範囲 | < 0.01 mm | < 0.001 mm | わずかな揺れ(偏芯)は瞬時にマイクロ工具を破損させます。. |
| バランス | 標準 G2.5 | 超精密 | 高速で振動すると表面仕上げが損なわれる。. |
3.4 チップ制御と熱管理
熱は精度の敵です。マイクロ加工では、生成されるチップはしばしば粉塵のようになります。これらのチップを直ちに排出しないと、再切削されてしまい、工具の微細な溝が詰まり破損の原因となります。.
多くの場合、重い洪水冷却剤の代わりに高圧空気または油 mist を使用します。液体冷却剤の重量がマイクロツールを偏向させることがあるためです。さらに、熱安定性は妥協できません。私たちはミクロン単位の許容差を扱っているため、室温が1度変動するだけで、機械や材料が十分に膨張し、部品が規格外になる可能性があります。これらの基本原則を理解することは、進化の一環です。 CNC加工の基礎, 温度制御とチップ排出の限界に挑戦しています。私たちは、すべての環境を厳格に気候管理し、確実に管理しています。 精密CNC部品 設計通りに正確に出てきます。.
マイクロCNC加工で使用される切削工具
4.1 マイクロエンドミルとその制限
In マイクロ加工CNC 操作において、使用する切削工具はしばしば米粒よりも小さいです。マイクロエンドミルは複雑な形状を作り出すために不可欠ですが、非常に壊れやすいです。標準的な工具と異なり、マイクロエンドミルはコアの強度が非常に低いため、わずかな振動や不適切な送り速度でも即座に破損します。これを防ぐために、高速スピンドルを使用して、工具に過負荷をかけずに必要な表面速度を維持しています。 4軸CNCミル 複雑なマイクロジオメトリの場合、正確なチップ負荷を計算することが重要となり、そうしないと工具のたわみを引き起こし、±0.002mmの許容範囲基準を損なう可能性があります。.
超小径穴用マイクロドリル
微細なスケールでの穴あけには、非常に狭い空間での切り屑排出を処理するための特殊な形状が必要です。標準のねじれドリルは、切り屑がフルートに詰まるため、熱が蓄積しやすく、工具の故障につながることが多いため、ここではうまく機能しません。私たちのために 精密マイクロ部品, 私たちは最適化されたフルート設計のマイクロドリルを採用し、しばしばペックドリリングサイクルを使用します。この技術は、工具を頻繁に引き戻して切り屑を除去することを含みます。この工程は、ステンレス鋼やチタンなどの材料の深く狭い穴を加工する際に非常に重要であり、穴がまっすぐで正確なサイズを保つことを保証します。.
4.3 微細スケールにおける炭化物工具とダイヤモンド工具の比較
切削工具自体の材料選択は、被削材の材料と同じくらい重要です。私たちは主に超微粒子硬質合金を使用しています。 マイクロ加工CNC プロジェクトは、厳しい公差に必要な剛性とエッジ保持性を提供するために選ばれます。標準のカーバイドグレードは、ミクロンレベルの切削に必要な鋭いエッジを保持するには粗すぎることがあります。非常に研磨性の高い材料や長期間の生産で工具の摩耗を最小限に抑える必要がある場合、ポリクリスタル・ダイヤモンド(PCD)工具を選択することがあります。ダイヤモンド工具は高価ですが、何千回ものサイクルにわたって寸法精度を維持できるため、大量注文に対してコスト効果が高いです。.
4.4 微細精密切削用工具コーティング
コーティングは、工具寿命の延長と表面仕上げの向上において非常に重要な役割を果たします。特に難しい合金を扱う場合に顕著です。マイクロアプリケーションでは、熱が微細な切削屑に容易に逃げず、工具や部品に蓄積されやすくなります。私たちは、TiAlN(チタンアルミニウム窒化物)やAlTiNなどの特定のコーティングを選択し、熱障壁を提供し、摩擦を低減します。これにより、熱膨張によるワークピースの膨張を防ぎ、ミクロンレベルの寸法を保持する際に致命的な影響を避けることができます。適切なコーティングの選択は、私たちの 精密CNC部品 機械から直接滑らかな表面仕上げ(Ra 0.4)を維持する。.
小型CNC加工におけるワーク保持の課題

部品をサブミリメートル範囲に縮小すると、それを保持することは切断と同じくらい難しくなります。顕微鏡サイズの部品を標準のバイスにただ投げ入れるだけでは、良い結果は期待できません。物理法則が変わり、誤差の余裕がなくなります。適切な保持方法は、完璧な部品とスクラップ金属の違いを生むことがよくあります。.
5.1 なぜ従来のクランプはマイクロスケールで失敗するのか
標準的な加工では、部品を堅固に保つために重い機械的力に頼ります。 マイクロ加工CNC, その同じ力は破壊的です。薄壁のマイクロ部品に標準的な締め付け圧をかけると、潰れたり歪んだりします。材料は締め付けられる間に変形し、平らに加工され、その後解放されると歪んだ形に戻ります。.
さらに、物理的なクリアランスは非常に頭を悩ませる問題です。標準のクランプやボルトはしばしば部品自体よりも大きく、工具の通路を塞いでしまいます。そのため、小さなエンドミルが必要な形状に到達することができず、治具と衝突してしまいます。材料の固定方法を根本的に見直す必要があります。 CNC精密部品 損傷なく.
5.2 真空治具とカスタムマイクロ治具
歪みの問題を解決するために、機械的な圧縮から分散保持力へと移行します。こちらが繊細なワークピースを固定する方法です:
- バキュームテーブル: これは平らで薄い部品の定番です。空気圧を利用して部品を下に引き下げることで、全表面に均一な保持力を得ることができます。これにより反りが防止され、すべてのエッジが加工のために開いた状態になります。.
- 熱可塑性接着剤: 不規則な形状には、しばしば特殊なワックスや接着剤を使用します。ワークを治具プレートに固定し、加工した後、熱や溶剤で接着を溶かして取り外します。.
- カスタムソフトジョー 私たちは、部品の形状を完全に再現するカスタム治具を製作し、二点で挟むのではなく、すべての側面から支持します。.
私たちの専門的な設定は マイクロCNC加工 最も繊細な部品も構造的な強度を損なうことなく確実に固定されることを保証します。.
振動制御と安定性の問題
振動はマイクロ製造の敵です。大部分では、わずかな振動はただの仕上がりの悪さに見えるかもしれませんが、マイクロ部品では振動が0.005インチの工具を瞬時に折損させたり、許容範囲を超える寸法偏差を引き起こしたりします。.
マイクロ加工における切削力は低いため、保持力も低いと考えがちですが、それは誤りです。治具は高速スピンドル(しばしば40,000回転/分以上で運転)によって発生する高周波振動を減衰させるために、非常に剛性が高くなければなりません。作業保持がミクロンレベルの動きさえ許すと、工具がたわみ、精度が失われます。私たちは高い減衰性を持つ治具を優先し、 CNC精密部品 切断中は静止したまま動かない。.
6. マイクロ加工における達成可能な精度と許容差
6.1 マイクロCNC加工における標準的な許容範囲
の世界では、 マイクロ加工CNC, 、標準的な製造許容差は適用されません。私たちは、精度がミクロン単位で測定される領域で作業しています。私たちの設備は、微細な組み立てにとって重要な超厳格な仕様を達成するように校正されています。.
ほとんどの高精度プロジェクトでは、通常次の範囲内で作業します:
- 標準マイクロ許容差: ±0.01mm(±0.0004インチ)
- 超高精度許容差: ±0.002mm(±0.00008インチ)
- 表面仕上げ: Ra 0.4 から Ra 3.2
これらの数値を達成するには、堅牢なセットアップと熱安定性が必要です。複雑な組み立てにぴったりとフィットさせる必要がある場合、これらの厳しい制限を守ることは妥協できません。 精密CNC部品 6.2 ミクロンレベルでの測定と検査.
マイクロスケールでの寸法検証は、独自の課題を伴います。米粒の大きさの部品に標準的なノギスやマイクロメーターを使用すると、損傷や不正確な測定のリスクがあります。私たちは、すべてのミクロンを正確に把握するために高度な計測機器を使用しています。
私たちの品質保証プロセスには次のものが含まれます:.
光学測定機(OMM):
- 高解像度カメラを使用した非接触検査で、微細な特徴を測定します。 極めて正確に複雑な3D形状を検証するため。.
- 座標測定機(CMM): 重要な寸法は、ランダムなサンプルだけでなく、すべてのユニットで検査されます。.
- 100%検査: ISO 9001:2015認証の施設として、私たちは.
の品質を確保しています 高度な計測機器を利用した 検査が生産と同じくらい重要な医療や航空宇宙などの産業の厳しい要求に応えます。.
6.3 再現性と一度限りのマイクロパーツ
単一の試作品で±0.002mmの許容範囲を達成することは難しいですが、その精度を1万台の生産ロット全体で維持することが本当の能力の証明です。再現性は微細加工の成功の礎です。.
- 試作品: 私たちは、コンセプトの証明と最大の精度を実現するための工具経路の調整に重点を置いています。.
- 量産: 私たちは自動化されたスイス型旋盤と安定した5軸センターを使用して、10,000個目の部品が最初のものと同じになるようにしています。.
一品限りの治具を製作している場合でも、大量注文の場合でも CNC精密部品, 私たちの工程管理は偏差を最小限に抑えます。この一貫性により、部品の互換性が保たれ、現場での信頼性の高い性能を発揮します。.
マイクロCNC加工で一般的に使用される材料

ミクロン単位で測定される特徴を扱う際には、適切な素材を選ぶことが重要です。マイクロスケールでは、粒子構造や素材の均一性が最終的な品質に影響します。 マイクロマシニングCNC 標準的な加工よりもはるかに多くのプロジェクトを手掛けています。さまざまな認証済み原材料を使用して、すべての部品が厳しい業界基準を満たすようにしています。.
7.1 金属:アルミニウム、ステンレス鋼、チタン
金属は依然として基盤です 精密CNC部品 製造。私たちは、加工性と耐久性のバランスが取れた高級合金を頻繁に加工しています。.
- アルミニウム(6061、7075): 軽量構造部品の最も一般的な選択肢です。きれいに加工でき、高速処理が可能です。.
- ステンレス鋼(303、304、316): 腐食に対する耐性が必要な医療用および食品グレードの用途に不可欠です。微細スケールでの加工は難しいですが、必要な強度を提供します。.
- チタン: 航空宇宙や医療インプラントで広く使用されており、その高い耐荷重性と生体適合性が特徴です。.
- 真鍮と銅: これらは電子接点およびコネクタに最適です。私たちの専門知識は 電気部品用真鍮CNC加工 最も小さな部品にも高い導電性と正確なねじりを保証します。.
7.2 プラスチックとエンジニアリングポリマー
電気絶縁や低摩擦を必要とするアプリケーションには、エンジニアリングプラスチックが最適な解決策です。マイクロ加工用プラスチックには、鋭利な工具と熱管理が必要で、溶けたり変形したりしないように注意が必要です。.
- PEEK: 熱安定性と耐薬品性に優れ、医療インプラントや航空宇宙分野で使用される高性能プラスチック。.
- デルリン(アセタール): 優れた加工性と寸法安定性で知られ、微細なギアや精密レバーに理想的です。.
- PTFE(テフロン): 摩擦係数が低いため選ばれ、マイクロ流体アプリケーションでよく使用されます。.
- ポリカーボネート&ABS: 機能的なプロトタイプや耐衝撃性のハウジングに一般的に使用されます。.
7.3 エキゾチックで加工が難しい材料
標準合金だけでは不十分な場合、特殊な工具戦略を必要とするエキゾチックな材料を取り扱います。硬化工具鋼や硬いスーパーアロイは、特に困難を伴います。 マイクロマシニングCNC なぜなら、マイクロエンドミルの急速な工具摩耗を引き起こす可能性があるからです。.
- 工具鋼: 金型製作や耐摩耗性部品に使用されます。材料の硬さにもかかわらず、厳密な公差を実現します。.
- 硬化合金: これらの加工には、剛性の高いセットアップと振動のないスピンドルが必要で、壊れやすいマイクロ工具の精度を維持します。.
柔らかいプラスチックから硬いチタンまで、材料に関係なく、表面仕上げ(Ra 0.4からRa 3.2)と公差(±0.002mm)を一貫して維持します。.
8. マイクロCNC加工の応用

マイクロ加工CNC技術は単なるニッチな能力ではなく、現代の小型化の基盤です。産業界がより小さく、軽く、効率的な製品を求める中で、 CNC精密部品 マイクロレベルの公差を持つ必要性は急増しています。ここで、この技術が最大の影響を与える場面が見られます。.
8.1 医療機器と外科用部品
医療分野はおそらくマイクロ製造の最も重要な推進力です。人体に使用される部品には誤りの余地が全くありません。私たちはマイクロCNC加工を用いて、従来の方法では実現できない複雑な幾何学形状を作り出しています。.
一般的な用途には次のものがあります:
- 外科用ロボティクス: ロボットが最小限の侵襲手術を行うことを可能にする小型のギアとアクチュエーター。.
- インプラント: 生体適合性のチタンまたはPEEKから作られた骨ねじ、歯科インプラント、脊椎ケージ。.
- 診断ツール: マイクロ流体チャネルとセンサーケース。.
骨ねじやカテーテル先端など、多くの円筒形コンポーネントは、高品質として効果的に製造されています。 旋削部品 長くて細い工作物の剛性を維持するのに優れたスイススタイルのCNC旋盤を使用しています。.
8.2 航空宇宙および精密冷却システム
航空宇宙分野では、重量が敵です。エンジニアは常に制御システムやセンサーを小型化して燃料を節約しています。. マイクロ加工CNC 構造の完全性を損なうことなく、軽量な部品を製造することが可能です。.
重量削減を超えて、熱管理は非常に重要です。ヒートエクスチェンジャーや冷却プレートにマイクロチャネルを加工します。これらのチャネルは、しばしば1ミリメートル未満の幅で、表面積を最大化し、航空電子機器や衛星システムの熱を効率的に放散します。.
8.3 電子機器およびマイクロコネクター
消費者向け電子機器がより薄く高速化するにつれて、内部ハードウェアも縮小しなければならない。半導体および通信業界は大きく依存している。 精密CNC部品 私たちをつなぎ続けるために。.
私たちが加工する主要な部品は次のとおりです:
- 光ファイバーコンポーネント サブミクロンの同心性を必要とするフェルールとアラインメントスリーブ.
- テストソケット: 半導体チップのテストに使用されるマイクロドリル加工プレート。.
- マイクロコネクタ: 高周波データ伝送用の微細なピンとソケット。.
このスケールでの薄肉や厳しい公差に苦戦する成形とは異なり、CNC加工は完璧な電気接触に必要なシャープなエッジと平坦な表面を実現します。.
8.4 時計製造と精密機械部品
時計製造は、元来のマイクロマニュファクチャリング産業です。伝統的な時計職人は手動旋盤を使用していましたが、現代の時計学は マイクロマシニングCNC 一貫性と速度のために。.
私たちは単に歯車を作っているわけではありません。複雑な3D形状を持つ地板、ブリッジ、脱進機を加工しています。ここでは、寸法と同じくらい美的仕上げも重要です。マイクロフライス加工された時計部品は、手作業による研磨がほとんど不要な状態で機械から取り出されることが多く、高級機械式ムーブメントを特徴づけるシャープで鮮明なラインを保ちます。.
9. マイクロCNC加工の利点
9.1 究極の精度と特徴解像度
私たちが話すとき マイクロマシニングCNC, 、私たちはあらゆるミクロンが重要となる寸法を扱っています。標準的な機械加工設備では、微細な特徴に対する厳しい公差を維持するのに苦労することがよくありますが、当社の専門設備はこの目的のために構築されています。当社は一貫して ±0.002mmから±0.01mm, の公差を達成し、最も複雑な細部でさえ完璧に実行されることを保証します。.
このレベルの精度は、医療や航空宇宙のような産業にとって極めて重要です。これらの産業では、塵の粒子ほどのわずかなずれが故障を引き起こす可能性があります。高度なCMMおよびOMM(光学測定)検査方法を利用することで、当社はすべての切削が 精密マイクロ部品.
9.2 小型部品の設計自由度
微細部品にCNC技術を使用する最大の利点の1つは、マイクロモールディングのような他の方法では実現できない複雑な形状を作成できることです。当社の5軸ミーリングとスイス型旋盤の能力により、アンダーカット、複雑な曲線、微細な内部特徴を単一のセットアップで加工できます。.
この柔軟性により、エンジニアは抜き勾配や離型性の制約なしに設計できます。チタンやステンレス鋼のような高強度金属、またはPEEKのようなエンジニアリングプラスチック製の部品が必要な場合でも、当社の マイクロチップ精密エンジニアリング は、最終部品がお客様のCADモデルと完全に一致することを保証します。.
9.3 試作から量産への拡張性
マイクロ加工は、最初のコンセプトから本格的な製造までのシームレスな道を提供します。私たちは、単一の試作品から始まり、高品質を犠牲にすることなく大量生産へと拡大する製品開発サイクルをサポートします。.
- 迅速な対応: 迅速な見積もりと効率的なサイクルによる試作品作成。.
- 一貫性: ISO 9001:2015認証のプロセスにより、1000番目の部品が最初の部品と完全に一致します。.
- 多様性: 試作から大量生産への移行をスムーズに CNC旋盤サービス より大規模な生産ライン向け。.
このスケーラビリティにより、プロジェクトの規模が拡大してもサプライヤーを切り替える必要がなくなり、信頼できる工場直送のソリューションを提供します。 小規模CNC部品.
マイクロCNC加工の課題と制限
一方、 マイクロ加工CNC 驚異的な小型化を可能にし、製造物理学の限界に挑戦します。肉眼では見えない特徴を持つ部品を製造するには、標準的な加工環境では存在しない重要な課題を克服する必要があります。私たちはこれらの課題を日々乗り越え、厳格なISO 9001:2015規格を満たす部品を提供しています。.
10.1 工具の摩耗と工具の破損
マイクロ加工における最も差し迫った課題は、切削工具の脆さです。人間の髪の毛よりも細い直径のエンドミルやドリルを使用する際、わずかな振動、偏芯、またはチップの蓄積が即座に工具の破損を引き起こすことがあります。標準的な工具とは異なり、マイクロ工具は単に摩耗するだけでなく、しばしば予告なく折れることがあります。.
この問題は、私たちが 焼入れ鋼の加工部品を製造する または、チタンのような硬い合金と作業します。これに対抗するために、高速スピンドルと特殊な工具経路戦略を利用して切削力を低減します。常に監視することが不可欠であり、微細な穴の中で工具が破損すると、通常は部品を回復できなくなるためです。.
10.2 プロセスの安定性とスクラップリスク
一貫性のある達成 精密CNC部品 マイクロレベルでは絶対的な工程の安定性が必要です。この規模では、マクロ加工では無視できる要素が重大な故障となります:
- 熱膨張: 工場内の温度がわずか数度変化するだけで、寸法が数マイクロメートル変わり、部品が許容範囲(±0.002mm)から外れることがあります。.
- 材料の均一性: 原材料の構造の不一致は、切断時に予測できないたわみを引き起こす可能性があります。.
- 振動: わずかな床の振動でもワークピースに伝わり、表面仕上げ(Ra 0.4)を台無しにすることがあります。.
これらの変数はスクラップのリスクを高めます。私たちは、堅牢なセットアッププロトコルと高度な光学測定システムを用いた100%検査によってこれを軽減し、完璧な部品だけが工場を出るようにしています。.
10.3 従来のCNC加工と比較したコストの考慮事項
マイクロマシニングCNC は、一般的に従来の加工よりも単位体積あたりのコストが高くなります。コストの要因は異なります:
- サイクルタイム: 脆弱な工具を保護するために、しばしば低い送り速度で機械を運転しなければならず、生産時間が延びます。.
- 金型コスト: マイクロ工具は特殊で寿命が短いため、消耗品のコストが増加します。.
- 検査: 公差を検証するには CNC精密部品 高性能な非接触測定機器が必要であり、これがコストを押し上げます。.
しかし、医療や航空宇宙などの産業では、この投資は必要不可欠です。価値は、スタンプや成形では不可能な複雑で機能的なジオメトリを作成できる能力にあります。私たちは、これらのコストを競争力のある範囲に抑えつつ、私たちが知られる工場直販価格モデルを維持するために、プロセスの最適化に焦点を当てています。.
11. マイクロCNC加工と他のマイクロ製造方法の比較
微小な部品を製造する際に、, マイクロ加工CNC だけが選択肢ではありませんが、多くの場合最も多用途です。EDMやレーザー加工のような方法もありますが、CNCがどこで優れているかを理解することで、プロジェクトに適したプロセスを選択できます。.
11.1 マイクロCNCとEDMの比較
放電加工(EDM)は、特に硬い金属に対して一般的な代替手段です。ただし、根本的な違いは、プロセスの仕組みと材料の制限にあります。.
- 素材の多用途性: EDMは導電性材料のみに適用されます。非導電性のエンジニアリングプラスチック(PEEKやデルリンなど)から作られた 精密CNC部品 には適用できません。マイクロCNCは金属とプラスチックの両方を容易に処理します。.
- 速度: EDMは一般的に、材料の侵食を伴う遅いプロセスです。マイクロCNCのフライス加工や旋盤ははるかに高速であり、生産ラインに適しています。.
- 幾何学: EDMは深く狭い溝や鋭い内部コーナーに優れていますが、CNCは複雑な3D表面輪郭の作成に優れています。.
11.2 マイクロCNCとレーザーマイクロ加工の比較
レーザーマイクロマシニングは、集束ビームを使用して材料を除去します。非常に高精度ですが、熱による副作用があり、CNCはそれを回避します。.
- 熱影響域(HAZ): レーザーは激しい熱を発生させ、切断面の材料の微細構造を変化させることがあります。マイクロCNCはそれに比べて「冷たい」工程であり、材料の元の機械的性質を保持します。.
- 3D機能: レーザーは主に2次元の切断工具です。私たちの5軸CNCセンターが容易に実現する複雑な3次元の形状やアンダーカットには苦労します。.
- 表面仕上げ: CNC加工は、レーザー加工によって残ることの多い再鋳造層を伴わずに、より滑らかな表面仕上げ(Ra 0.4まで)を実現できます。.
11.3 CNCがより適している場合
選択する マイクロ加工CNC 複雑な3Dジオメトリ、特定の材料特性、そして熱変形を伴わない厳しい公差を必要とするプロジェクトには、通常は適切な選択です。.
CNCを推奨する場合:
- 素材の制約: 絶縁性の材料または熱に敏感な合金を使用しています。.
- 複雑な形状: このパーツは真の3D輪郭形成を必要とし、これは私たちの主要な強みです。 高精度CNCフライス加工サービス.
- 大量生産: プロトタイプから数千台まで効率的に拡大できるプロセスが必要です。.
- 表面の完全性: アプリケーションは、熱影響域や再鋳造層のない表面を要求します。.
医療や航空宇宙などの重要な産業において、CNCの信頼性と再現性は、製造の標準となっています。 CNC精密部品 マイクロスケールで。.
マイクロCNC加工パートナーの選び方
微細部品を扱えると主張する工場を見つけるのは簡単ですが、実際に一貫した マイクロ加工CNC 結果を出す工場を見つけるのは別の話です。肉眼ではほとんど見えない部品を扱う場合、誤差の許容範囲はなくなります。ミクロンをインチのように扱うパートナーが必要です。.
設計を引き渡す前に、以下の点を厳しく吟味する必要があります。.
12.1 設備と機械の能力
大型自動車部品用に設計された標準的な3軸フライス盤では、ミクロスケールの部品を製造することはできません。物理的に不可能です。サプライヤーを評価する際には、特に高周波スピンドル(しばしば40,000 RPMを超える)と優れた熱安定性を持つ機械を探してください。.
標準的な設備では、 CNC精密部品 1mm未満のサイズに必要な振動減衰が不足していることがよくあります。当社は、特殊なスイス型旋盤または高精度5軸加工機を探します。これらの機械は、治具間で部品を移動させることなく複雑な形状を加工できるため、精度を維持する上で非常に重要です。潜在的なパートナーが従来のセットアップのみに依存している場合、真のマイクロマニュファクチャリングの複雑さには対応できない可能性が高いです。複雑な形状の場合、高度な CNC旋盤とミリング 能力の統合が成功のための基本的な要件となることがよくあります。.
主要設備チェックリスト:
- 高RPMスピンドル: 微細工具用に30,000~60,000+ RPM。.
- スイス型旋盤: 長く細い微細部品に不可欠。.
- 振動制御: ポリマーコンクリートベースまたは独立基礎。.
- マイクロツーリング管理: レーザーツール測定システム。.
12.2 マイクロスケールの許容差に関する経験
一般的な機械加工の経験は自動的にマイクロ加工に結びつきません。このスケールでは、工具の偏芯、熱膨張、さらには工場内の空気圧の変化が最終的な寸法に影響します。理解しているチームが必要です。 は比較的加工しやすい材料です。私たちは、材料の特性と性能ニーズが無駄なく満たされる最適点を見つけるためにクライアントと協力します。 許容差範囲が+/- 1ミクロンの場合に必要なこと。.
彼らの品質管理(QC)プロセスについて具体的に尋ねてください。標準のノギスは役に立ちません。能力のある工場は非接触のビデオ測定システム、ホワイトライト干渉計、または高倍率の光学CMMを備えている必要があります。信頼性のある測定ができない場合、製造もできません。.
質問事項:
- これまでに成功した最小の特徴サイズは何ですか?
- 温度制御された検査室はありますか?
- スクラップ率はどのくらいですか? 精密CNC部品 厳しい許容範囲のものはありますか?
12.3 材料と業界の専門知識
マイクロ加工は材料によって異なる挙動を示します。PEEKプラスチックのマイクロ特徴を切削するのは、硬化したステンレス鋼やチタンからマイクロギアを加工するのとは全く異なる作業です。切削力、熱生成、チップ排出戦略は大きく変化します。.
あなたのパートナーは、あなたの特定の業界で実績のある企業であるべきです。医療機器メーカーはISO 13485認証を受けた工場を必要とし、航空宇宙のクライアントはAS9100を優先します。アルミニウムエンクロージャーを専門とする工場は、マイクロ外科手術ロボットに使用される特殊合金には苦労するかもしれません。生産を開始する前に、彼らがあなたの特定の材料をマイクロスケールで扱った経験があることを必ず確認してください。.
13. マイク CNC加工の将来のトレンド
製造の風景は常に小型化、迅速化、スマート化に向かって変化しています。物理的に可能な範囲を超えて追求する中で マイクロ加工CNC, 、次の10年の精密製造を定義する明確なトレンドが見えてきています。.
13.1 自動化とスマートマイクロ製造
自動化はもはや大規模な自動車ラインだけのものではなく、マイクロ精密環境にとって不可欠になりつつあります。マイクロ部品はしばしば人の手では信頼性を持って扱えないほど小さいため、ロボットによる積み込みと荷降ろしシステムが一貫性を維持するために重要です。.
- イン・プロセス監視: スマートセンサーは現在、スピンドルの振動や熱膨張をリアルタイムで監視し、即座にパラメータを調整して、私たちが求める±0.002mmの許容範囲を維持します。.
- ライトアウト製造: 自動化されたスイス旋盤は、オペレーターの常時介入なしに複雑なマイクロ部品の24時間365日の生産を可能にします。.
- データ駆動型品質: 検査データを直接加工工程に統合することで、工具の摩耗を補正しながら、部品が規格外になる前に調整を行います。.
13.2 ハイブリッド加工と積層付加技術の統合
最もエキサイティングな進展の一つは、減材加工と積層技術の融合です。従来のフライス盤は材料を除去しますが、ハイブリッドシステムは、仕上げの精密加工の前に複雑な内部幾何学を構築することを可能にします。.
- レーザー統合: と マイクロ加工CNC レーザー技術を組み合わせることで、標準的な切削工具では物理的に不可能な特徴を実現できます。例えば、 CNCレーザーカッター は微細な独特の特徴や表面テクスチャを作り出し、フライス加工された部品の構造的精度を補完します。.
- 3Dプリント + CNC: 金属3Dプリント(DMLS)はほぼネットシェイプを作り出し、マイクロCNC加工は最終的な重要な表面と厳しい公差を提供します。.
13.3 マイクロ加工からナノ加工へ
電子機器や医療機器の小型化に伴い、マイクロ(百万分の一メートル)とナノ(十億分の一メートル)の境界が曖昧になっています。高級マイクロ加工の産業標準は快適にマイクロメートル範囲(0.001mm – 0.010mm)にありますが、ナノスケールの表面仕上げの需要は高まっています。.
- 表面品質: 表面粗さ値(Ra)を0.4よりはるかに低く達成するには、超精密工具と特殊な研磨プロセスが必要です。.
- 材料科学: このスケールでの加工には、チタンやステンレス鋼などの金属の粒子構造について深く理解する必要があります。粒子のサイズ自体が最終的な部品の形状に影響を与えるためです。.
FAQ:マイクロCNC加工
マイクロCNC加工は何に使われますか?
**マイクロ加工CNC**は、非常に小さく複雑な部品を高精度で製造するために使用されます。肉眼ではほとんど見えないほど小さな複雑な形状の部品を作るための標準的なプロセスです。私たちはこの技術を使って、外科用器具、小さな電子コネクタ、燃料噴射ノズル、マイクロセンサーなどの重要な部品を製造しています。基本的に、指先に収まるような**高精度CNC部品**が必要な場合にこのプロセスを使用します。.
CNC加工はどれくらい小さくできますか?
最新の**マイクロ加工CNC**技術により、非常に微細な寸法で作業することが可能です。直径0.5mm以下の部品や、マイクロメートル単位の内部特徴を持つ部品を定期的に加工しています。専門的な設備として CNC旋盤 センターやスイス型旋盤を使用して、視認性の限界に挑戦する穴あけや特徴のミリングを行い、最も小さな詳細も完璧に仕上げます。.
マイクロCNC加工で達成できる公差はどのくらいですか?
MSマシニングでは、マイクロスケールの用途に必要な超厳しい公差を保持することに特化しています。私たちの設備とプロセスは、**±0.002mmから±0.01mm**の公差を達成可能です。この精度は、厳格な工程管理と高度な光学測定システムを用いて検証されており、すべてのマイクロ部品が正確な仕様を満たすことを保証します。.
マイクロCNC加工は大量生産に適していますか?
はい、非常にスケーラブルです。**マイクロ加工CNC**のセットアップには高度な専門知識が必要ですが、一度調整が完了すれば、大量生産に非常に適しています。私たちの施設は、初期の試作から本格的な大量生産まで対応可能です。スイススタイルの加工は特に効果的で、複雑で小径の部品に対して高速なサイクルタイムを実現しつつ、品質を犠牲にしません。.
どの産業がマイクロ精密加工に最も依存していますか?
小型化と高信頼性を求める産業が、**マイクロ加工CNC**の主要な利用者です。.
* **医療:** インプラント、外科用工具、診断装置など。.
* **電子機器:** マイクロコネクタ、チップソケット、ハウジング部品など。.
* **航空宇宙:** センサー、アクチュエーター、計測器など。.
* **光学:** レンズマウントやファイバーオプティクス部品など。.