
ファイバー、CO2、ダイオードレーザーの比較
私の経験では、高スループットのショップを管理する際に、誤った ファイバーレーザー源 または振動子の種類を選択することが、無駄な材料と損傷した光学系の主な原因です。例えば CNCレーザー切断, では、ビームの波長を材料の吸収率に合わせる必要があります。反射性の合金を不適合な光源で切断しようとすると、反射バックが発生し、 CNC機械用レーザーヘッド を秒単位で破壊するリスクがあります。.
ファイバーレーザー:金属のパワーハウス
高容量の ステンレス鋼の切断 やアルミニウム、銅などの反射性材料の加工を要求される場合、ファイバーが唯一の選択肢です。.
- 波長: およそ1.07µmで、金属の吸収に理想的です。.
- 効率: 高い 光学出力 と低い電力消費。.
- 最適な用途: 産業用 板金加工 速度と±0.01mmの精度が要求される場所。.
CO2レーザー:有機物における卓越性
CO2レーザーは非金属用途の標準であり続けています。その10.6µmの波長は金属には吸収されにくいですが、有機物には完全に吸収されます。.
- 材料: 厚いアクリル(火炎研磨されたエッジ)、木材、特殊なエンジニアリングプラスチックに最適です。.
- エッジ品質: 短波長レーザーと比較して、非金属に対してより滑らかな仕上がりを提供します。.
- 設計: ガス封入管と内部ミラーを使用しており、ソリッドステートシステムよりも頻繁なアライメントが必要です。.
ダイオードモジュール:レトロフィットとプロトタイピング
A CNC用レーザーモジュール をすでに運用しているショップにとって、最もアクセスしやすい参入点となることがよくあります。 レーザールーター または標準的なフライス盤ガントリー。.
- 多様性: として設計されています。 CNCルーターとレーザー彫刻機 ハイブリッドコンポーネント。.
- 統合: スピンドルハウジングに直接取り付けて追加できます。 CNCレーザー 3軸ミルへの能力。.
- 制限: 低出力は主に薄い材料の切断や高詳細の彫刻に適しており、重工業用の大規模な製造には向いていません。.
性能比較:ワット数と速度
| 特徴 | ファイバーレーザー源 | CO2レーザー | ダイオードレーザーモジュール |
|---|---|---|---|
| 主な材料 | 金属(炭素鋼、ステンレス、アルミニウム) | アクリル、木材、ゴム | 薄い合板、プラスチック |
| 標準ワット数 | 1kW – 30kW | 40W – 450W | 5W – 40W |
| 切断速度(金属) | 超高 | 中程度(酸素使用時) | 非常に低い / 該当なし |
| メンテナンス | 最小限(固体状態) | 高 (ミラーアライメント) | 交換可能モジュール |
| 動作寿命 | 50,000時間以上 | 10,000 – 20,000時間 | 10,000 – 15,000時間 |
専用の CNCレーザーカッター ファイバー光源を備えたものは、金属生産に特化したあらゆる施設にとって最も費用対効果の高い方法です。しかし、 ワンストップ製造ソリューション 看板やプラスチック筐体を含む場合、CO2システムまたはハイエンドのダイオードレトロフィットは、必要な材料の柔軟性を提供します。.
カーフと加工公差の習得
における精度 CNC切断用レーザー は、カーフの物理学を理解することから始まります。カーフとは、切断プロセス中に除去される材料の実際の幅です。レーザービームは円錐形であるため、ビームの焦点によってエッジが完全に垂直になるか、わずかにテーパーになるかが決まります。当社は カーフ幅の最適化 を厳密なキャリブレーションを通じて行い、 Gコードプログラミング がビーム径を考慮して部品の精度を維持するようにします。.
熱影響部(HAZ)の管理
In 板金加工, 管理すること 熱影響域(HAZ) は特に敏感な合金では交渉の余地がありません。過度な熱は切断近くの金属の機械的性質を変化させ、硬化や歪みを引き起こす可能性があります。.
- パルス制御: 高周波パルシングを使用して熱吸収を抑制します。.
- 補助ガス: 高圧窒素または酸素を利用して材料を瞬時に冷却します。.
- 速度較正: 最適な送り速度を維持することで、繊細な部品の縁の「焼き付き」を防ぎます。.
±0.01mmの精度を実現
標準的な CNCレーザーカッター は非常に効率的ですが、 ±0.01mmの精度 閾値を達成するにはハイブリッドなワークフローが必要です。これらの極端な許容差を要求される産業用部品には、最初にレーザーで輪郭を作成し、その後 マイクロCNC加工 に移して二次仕上げを行うことが一般的です。.
理解すること CNCフライス盤とは何か そしてそれがレーザー出力とどのように連携しているかを理解することで、 迅速な試作 高耐性製造とともに。この二段階のプロセスは、最も複雑な形状であっても、航空宇宙や医療の厳しい基準を満たしつつ、速度を犠牲にしないことを保証します。 ファイバーレーザー源.
CNC切断用産業用レーザーの改造

を追加する CNC機械用レーザーヘッド は、標準的なショップツールを多目的のパワーハウスに変える最速の方法です。専用の レーザールーター を使用している場合でも 既存の, フライスマシンにCNCを適用する場合でも、改造プロセスは制御、安全性、ソフトウェアの三つの柱に焦点を当てています。.
技術的制御要件
あなたのコントローラーはサポートしている必要があります PWM信号 を使って 光学出力. を調整するために。 ほとんどの最新のビルドは or GRBL Marlin Gコードプログラミング をネイティブに処理し、複雑な切断中のスムーズな.
| コンポーネント | とパワースケーリングを可能にします。 |
|---|---|
| 要件 | コントローラー |
| PWM対応(GRBL/Marlin/Mach3) | 専用12V/24Vのための CNC用レーザーモジュール |
| ソフトウェア | LightBurnソフトウェアの互換性 業界標準 |
| 冷却 | 統合されたヒートシンクまたは エアアシストシステム |
安全基準とワークフロー
安全性は運転時に最も重要な要素です CNCレーザーカッター. 私は常に完全なエンクロージャーと組み合わせることを主張します OD6+のアイプロテクション 特定のレーザー波長を遮断するために。シームレスな CAD/CAM統合, このローカライズされたワークフローに従ってください:
- 設計: CADソフトウェアでクリーンなパスを確保してベクターを作成します。.
- 処理: にインポート LightBurn レイヤー、速度、および カーフ幅の最適化.
- 排気: 危険な粒子や煙を除去するために高CFMの煙抽出器を設置します。.
この設定により、あなたの CNCおよびレーザー彫刻機 コンボは生産性を維持しながら、高精度を求める工場の期待に応えます。.
外注とDIY CNCレーザー切断の比較
専用の CNC切断用レーザー 社内運用は完全なコントロールへの道のように思えますが、多くの企業にとってDIYの“隠れた”コストは便利さをすぐに超えます。デスクトップ CNCレーザーカッター は簡単なクラフトには適していますが、プロフェッショナルグレードの 板金加工 には、専任の技術者なしでは維持が難しい一貫性が求められます。.
メンテナンスの隠れた負担
高出力の ファイバーレーザー源 の維持には、ただ電源を入れるだけでは不十分です。工業グレードの結果を得るには、いくつかの技術的要素を管理する必要があります:
- レンズの調整: 精度には完璧なビームの伝達が必要です。わずかなずれでも カーブ幅の最適化.
- ガス消費量: 厚い板を切断するには高圧の窒素または酸素が必要で、かなりのコストがかかります。.
- 消耗品: ノズルや保護窓は、ダストを避けるために頻繁に交換する必要があります。.
- エアアシストシステム: プロフェッショナルなセットアップには高流量の空気が必要で、火災を防ぎ、きれいなエッジを確保します。.
スケーラビリティとワンストップ製造ソリューション
専門のショップに外注することで、スケールアップが可能です 迅速な試作(3〜7日) から大量生産まで即座に対応。私たちの CNC加工サービス, を利用すれば、 Gコードプログラミング 学習曲線や機械トラブルシューティングを回避できます。.
真の価値は ワンストップ製造ソリューション の二次加工の統合にあります。DIY CNC機械用レーザーヘッド は平らな部品だけを提供します。私たちは完全なワークフローを提供します:
- レーザーカット: 高速・高精度の切断。.
- 折り曲げと溶接: 平らなシートを機能的なエンクロージャに成形。.
- 表面仕上げ: 陽極酸化や粉体塗装でプロフェッショナルな外観に。.
- ハイブリッド加工: 部品にレーザーだけでは不十分な場合、 3軸または5軸CNCミリングに切り替えることができます 複雑な形状に対応するため。.
真の分析により、 CNC加工サービスの費用, 、ほとんどの日本を拠点とする起業家は、アウトソーシングによって ISO 9001:2015への準拠 と、設備所有の資本リスクなしに優れた部品品質が確保されることを認識しています。.
CNC切断用レーザーによる材料性能の最大化
を展開する際、 CNC切断用レーザー, 、材料の化学的性質が私たちのアプローチ全体を決定します。私たちは単に「切断」するだけでなく、すべての部品が工業規格を満たすように、エッジの木目と熱影響を最適化します。高強度合金であろうとエンジニアリンググレードポリマーであろうと、適切な ファイバーレーザー源 またはCO2設定を選択することが、完璧な部品とスクラップの分かれ目となります。.
ステンレス鋼の切断(304/316)
304および316ステンレス鋼の場合、ドロスフリーのエッジを実現することを優先します。アシストガスとして高圧窒素を使用することで、溶融金属が切断面の裏側に結合する前に吹き飛ばします。このプロセスは、当社の 試作CNC加工2026 プロジェクトにとって不可欠であり、部品は二次研磨なしで「ボルトオン」対応でなければなりません。.
アルミニウム(6061/7075)と反射率
アルミニウムは高性能材料ですが、その反射率と熱伝導率が課題となります。当社では、高ピークパワーファイバーレーザーを使用して、6061および7075合金の反射面を貫通させます。これにより、 ±0.01mmの精度 熱による薄板の反りなしに維持することができます。.
エンジニアリングプラスチック:PEEKおよびPOM(デルリン)
すべてのプラスチックがレーザーに適しているわけではありませんが、適しているものについては、従来のマシニングよりも優れた結果が得られます。
- デルリン(POM): この材料はお気に入りです。 CNCレーザーカッター. きれいに蒸発し、磨かれたガラスのようなエッジを残します。.
- PEEK: 高温プラスチックとして、PEEKは焦げ付きを防ぎながら構造的完全性を維持するために、集中力と高速移動が必要です。.
として、 ワンストップ製造ソリューション, これらの材料特性をビルドの特定のニーズに合わせてバランスを取り、コスト効果を確保します。.
| 材料 | 最適なレーザータイプ | エッジ仕上げ | 熱的影響 |
|---|---|---|---|
| ステンレス鋼 | ファイバー | 優秀(ススなし) | 低 |
| アルミニウム | ファイバー | クリーン / セミグロス | 中程度 |
| デルリン(POM) | CO2 | フレーム研磨仕上げ | 最小限 |
| PEEK | CO2 / ファイバー | 技術的マット | 制御された |
熱とスラッジの管理
効果的な 板金加工 溶融の管理に依存しています。レーザーパルスの周波数とデューティサイクルを調整して熱影響域を最小限に抑えます。厚いステンレスやアルミニウムの部分には、 エアアシストシステム が調整されており、カットラインをクリアするのに必要な正確なPSIを提供し、最も複雑な形状でも清潔で寸法精度を保ちます。.
板金加工のためのDFMのヒント
設計を最適化することは、 CNC切断用レーザー 生産コストを削減し、部品の品質を向上させる最も効果的な方法です。私たちのチームは、すべての 板金加工 プロジェクトが ISO 9001:2015適合性 を満たしながら、材料の無駄を排除することに焦点を当てています。.
一般的な設計の落とし穴を避ける
- 最小特徴サイズ: 穴やスロットは、熱変形を防ぐために材料の厚さと1:1の比率を保ちます。.
- 内部半径: 完全に鋭い内部コーナーを避け、小さな半径を追加することでレーザーの速度を一定に保つことができます。.
- 壁の厚さ: 切断線間の最小距離を維持し、 熱影響域(HAZ) 構造的完全性を損なうことなく。.
リードインとリードアウト
クリーンな開始点を確保するために、 リードインとリードアウト. この技術はレーザーの最初の“ピアス”を実際の部品の形状外に配置します。ビームが部品の周囲に到達する頃には、切断圧力が安定し、滑らかでスラッジのないエッジを実現します。これは、 ±0.01mmの精度.
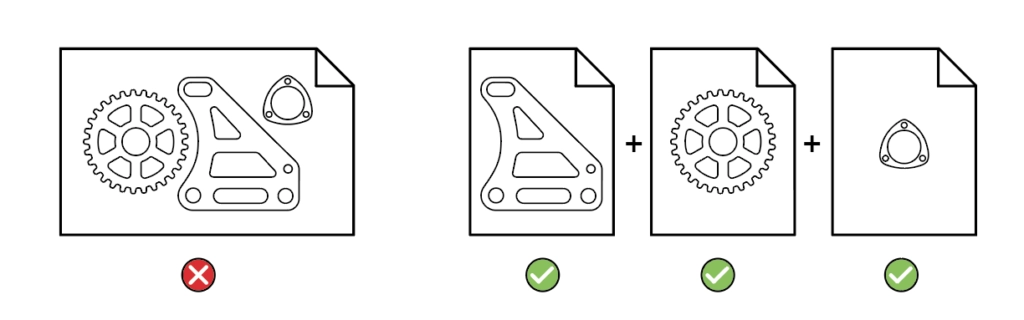
コスト効率を高めるネスティング戦略
スマート ネスティング戦略 はコスト効果の高い ワンストップ製造ソリューション. の基盤です。部品を密に詰め込み、「共通ラインカット」を利用することで—隣接する2つの部品のエッジを一度のレーザーパスで切断—スクラップを大幅に削減します。この効率性により、 迅速な試作(3〜7日) 通常のプレミアム価格を付けることなく提供できます。複雑な二次加工が必要な部品には、私たちの CNC切断用レーザー ワークフローをシームレスに統合し、 高精度のミリング とともに仕上げ済みのアセンブリを提供します。.
よくある質問:CNC切断用レーザー
プロフェッショナルなワークフローに CNC切断用レーザー を最適に統合する方法について多くの混乱を見かけます。ここでは、工場のオーナーやエンジニアからよく寄せられる質問に対する直接的な回答を示します。.
標準のCNCルーターにファイバーレーザーを追加できますか?
ダイオードを簡単に取り付けることができます CNC機械用レーザーヘッド 高出力を使用する場合、 ファイバーレーザー源 は別の話です。標準のルーターには、光ファイバーの反射を処理するために必要な光密閉安全エンクロージャ(OD6+)が欠けています。さらに、 Gコードプログラミング 光ファイバー源には、一般的なリードスクリューのルーターよりも高速な加速が必要なことが多いです。産業用の結果を得るには、専用の光ファイバープラットフォームが常により安全で精密な選択です。.
レーザーカットとCNCミリング
主な違いは接触です。. CNCミリングマシン は回転ビットを使用してチップを除去し、深い3Dポケットや重いブロックに理想的です。一方、 CNCレーザーカッター は熱エネルギーを利用して材料を溶かします。これにより、優れた カーフ幅の最適化, が可能となり、物理的な工具では達成できないより狭い内部コーナーやより複雑なパターンを実現します。 板金加工.
産業用ステンレス鋼の切断制限
私たちが ステンレス鋼の部品を製造する際には、最大厚さは, 光出力 3kWのソース:.
- 最大8mm〜10mmのステンレスを快適に切断可能。 10kW以上のソース:.
- 30mmから50mmの板を産業用の許容範囲内で切断可能。 ほとんどのエンジニアリング作業において、レーザーは.
- 精度: ほとんどのエンジニアリング作業において、レーザーは維持される ±0.01mmの精度 薄いゲージでは、しかし 熱影響域(HAZ) 厚さが増すにつれてより重要になります。.
エアアシストシステムは必要ですか?
An エアアシストシステム これは真剣な設定には必須です。 レーザールーター あなたの利益に直接影響を与える2つの重要なタスクを実行します:
- 光学保護: 煙や破片が高価な焦点レンズを汚染しないように、一定の空気の流れを作り出します。.
- よりきれいな切断: 切り込みから溶融材料を即座に吹き飛ばすことで、スラグ(酸化物)が部品の裏面で硬化するのを防ぎ、よりきれいな仕上がりを保証します。.
| 特徴 | レーザー切断 | CNCフライス盤 |
|---|---|---|
| 材料接触 | 非接触(熱) | 物理的接触(摩擦) |
| 切り込み/工具幅 | 約0.1mm – 0.3mm | 1.0mm – 20mm以上 |
| 最適な用途 | 複雑な平面プロファイル | 3D形状と重いポケット |
| 設定速度 | 非常に高速 | 中程度(保持具) |