
プロセスの解剖:CADから鋳造まで
当社は洗練された ロストワックス鋳造 手法を用いて、デジタル精度と冶金学的卓越性の間のギャップを埋めています。高精度のCADモデルから始めることで、すべての アルミニウム精密鋳造品 が厳格な 寸法精度 要件を最初から満たすことを保証します。.
3Dプリント製犠牲パターン
複雑な形状やラピッドプロトタイピングのために、当社は 高解像度3Dプリント製犠牲パターン. を展開しています。この技術により、検証段階での高価な金型が不要になり、以下のことが可能になります。
- 迅速な設計反復 高額な初期費用なしで。.
- 複雑な内部格子構造とアンダーカット。.
- を達成し、 ニアネットシェイプ 材料の無駄を削減します。.
ツリーアセンブリと湯口システム最適化
個々のパターンは中央の湯道に取り付けられ、「鋳造ツリー」を形成します。当社は 湯口システム設計 最適化された 固化モデリング を確実にするために 層流. 。この重要なエンジニアリング工程は、通常空気の巻き込みや酸化物を引き起こす乱流を防ぎ、優れた 気孔率制御.
セラミックシェル建設
アセンブリは高品質の耐火スラリーに繰り返し浸し、スタッコして堅牢な セラミックシェル型. を作り出します。この層状工程は、優れた 表面粗さ(RMS) と微細な詳細を提供し、私たちの アルミニウム鋳造製品.
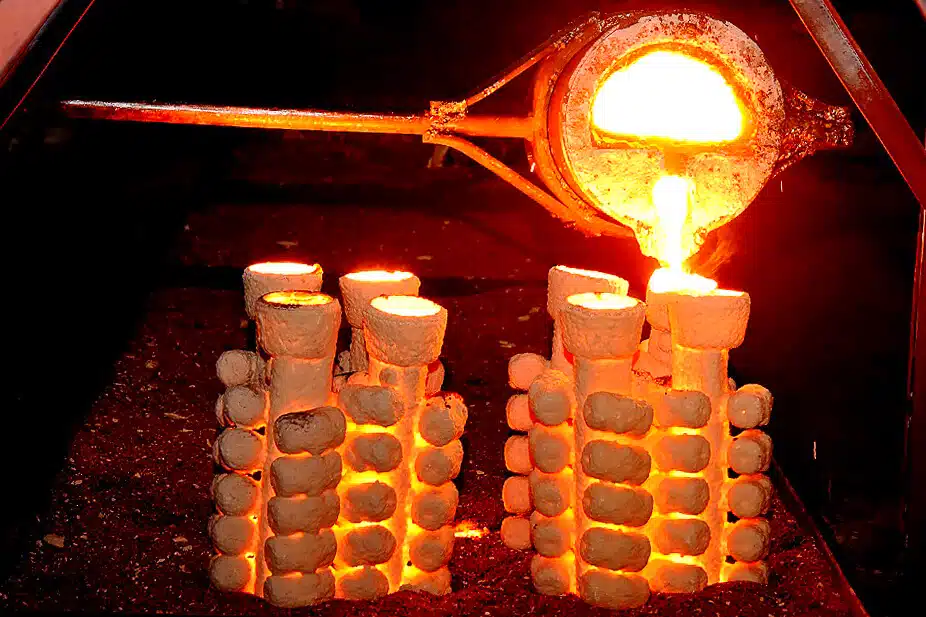
脱蝋、焼成、真空注入
シェルが硬化したら、犠牲材料は蒸気オートクレーブで除去されます。その後、型は最大の 熱衝撃耐性.
| 段階 | 主要な技術的特徴 | エンジニアリングの利点 |
|---|---|---|
| 脱蝋 | 高圧オートクレーブ | シェル割れや膨張応力を防ぎます |
| 焼成 | 制御された熱上昇 | 残留水分と揮発性物質を除去します |
| 注湯 | 真空補助鋳造 | 可能にします 薄肉アルミニウム鋳造 0.75mmまで |
型抜きと仕上げ
制御された冷却後、高周波振動装置を使用してシェルを除去します。このプロセスは、精密なゲート切断と研磨仕上げで完了します。これにより、多くの場合、重い 二次CNC加工, を必要とせず、最終組み立てに対応できる高性能部品を提供します。.
アルミニウム精密鋳造に最適な合金

最終部品の性能は、金属の化学組成に完全に依存します。当社は、軽量化、熱管理、または純粋な強度といったお客様の用途の特定の要求に、適切なアルミニウムグレードを適合させることに注力しています。正しい材料を使用することで、当社の 精密鋳造部品 が、航空宇宙産業および医療産業の厳格な基準を満たすことを保証します。.
A356およびA357構造用グレード
これらは、以下の用途に最適な選択肢です アルミニウム精密鋳造品 構造的完全性が譲れない場合。.
- A356.0 T6 アルミニウム: これは業界の主力素材です。鋳造性、圧力密閉性、耐腐食性の完璧なバランスを提供します。.
- A357: 高強度の代替品であり、優れた機械的特性と高い疲労耐性を必要とする重要な部品によく使用されます。.
319および713(Tenzalloy)性能
- 319合金: 高い流動性と優れた「鋳造後」特性で知られています。特に、鋳造後の機械加工性が評価されており、広範な加工を必要とする部品に理想的です。 二次CNC加工.
- 713(Tenzalloy): この合金は、大型または複雑な部品にとって革新的な素材です。自然時効によって高い強度を実現し、熱処理工程を省略することで、寸法の歪みのリスクを排除しながら高い引張強度を維持します。.
高熱伝導性合金
電子機器および電気自動車(EV)分野では、最大の放熱性能を持つ特殊合金を使用しています。これらの材料は、液冷バッテリーケースや高密度ヒートシンクに不可欠です。冷却段階で 樹枝状結晶のアーム間隔(DAS) を慎重に制御することで、熱経路を妨げず、過酷な環境でも最高の性能を発揮します。.
| 合金グレード | 主な利点 | 代表的な用途 |
|---|---|---|
| A356 | 耐荷重比 | 航空宇宙用ブラケット、燃料システム |
| 319 | 鋳造性と機械加工性 | エンジン部品、カバー |
| 713 | 熱処理不要 | 高強度フレーム |
| 特殊材料 | 熱伝導率 | 電気自動車用モーターケース、ヒートシンク |
鋳造と製造代替案の比較
適切な生産方法の選択 鋳造用アルミニウム 初期コスト、部品の複雑さ、材料効率のトレードオフを考慮する必要があります。高精度な部品の提供に優れていますが、「最適な」方法は完全にあなたの具体的なプロジェクト要件によります。.
鋳造とダイカストの比較
ここでの主な違いは量と多用途性です。ダイカストは大量生産において比類ありませんが、 金型償却費 は小ロットの場合、大きな経済的ハードルとなることがあります。.
- 金型コスト: 鋳造用の金型は高圧ダイカスト用金型よりもはるかに手頃です。.
- 設計の自由度: 私たちは ロストワックス鋳造 方法を用いて、複雑な内部形状やアンダーカットを製造します。これらは永久金型から物理的に取り出すことが不可能です。.
鋳造と砂型鋳造の比較
プロジェクトが優れたものを要求する場合 寸法精度 そして洗練された 表面粗さ(RMS), 、インベストメント鋳造が断然有利です。.
- 表面仕上げ: 砂型鋳造はざらざらとした、くぼんだ質感になります。当社のセラミックシェルプロセスは、金型から取り出した直後から滑らかでプロフェッショナルな仕上がりを実現します。.
- 精度: 当社ははるかに厳しい公差を維持し、積極的な 高速CNC加工 砂型にありがちな「ずれた」または大きすぎる特徴を修正する必要性を減らします。.
インベストメント鋳造 vs. フルCNC加工
多くのエンジニアは、ソリッドビレットから部品を機械加工することが精度を得る唯一の方法だと誤解しています。しかし、アルミニウムのインベストメント鋳造から始めることで、 ニアネットシェイプ 生産コストを劇的に削減します。.
- 材料の無駄: CNC加工は、複雑な部品の場合、最大80%の材料の無駄を生じさせることがあります。当社は必要なものだけを鋳造します。.
- リードタイム: 主要な形状を鋳造することで、フライス盤での作業時間を大幅に削減します。その後、 精密CNCフライス加工 技術を重要な接合面のみに適用し、鋳造の効率と機械加工の精度の両方の利点を提供します。.
クイック比較表
| 特徴 | 投資鋳造 | ダイカスト | 砂型鋳造 | フルCNC加工 |
|---|---|---|---|---|
| 初期金型費用 | 中程度 | 高い | 低 | なし |
| 表面仕上げ(RMS) | 優秀 | 非常に良い | 不良 | 優秀 |
| 設計の複雑さ | 高い | 中程度 | 低 | 非常に高い |
| 材料効率 | 高い | 高い | 中程度 | 低 |
| 単位コスト(中量生産) | 低 | 中程度 | 中程度 | 高い |
成功のための設計:アルミニウム投資鋳造のDFM
最初の金型を作る前に設計を正しく行うことが、コスト効果が高く高性能な部品を確保する唯一の方法です。これについて話すとき アルミニウム精密鋳造品, 、主な利点は ニアネットシェイプ を達成することにあります.
高価な二次加工の必要性を減らすことができます。ただし、いくつかの基本的なDesign for Manufacturability(DFM)の原則に従うことが、成功した生産と高いスクラップ率の悪夢を区別します。
精度と寸法精度 ロストワックス鋳造 の最大の魅力の一つは 寸法精度 達成できる驚くべき 高度な計測機器を利用した です。砂型鋳造とは異なり、このプロセスは複雑な形状に対してより厳密な制御を可能にします。標準的な許容差は印象的ですが、プレミアム精度を選択することで、多くの後工程を省略できます。より厳しいフィットが必要な場合は、しばしば.
| 特徴 | を組み合わせて超重要な仕様を満たします。 | 標準精度 |
|---|---|---|
| プレミアム精度 | 線形許容差 | ±0.005インチ/インチ |
| ドラフト角度 | 0.5° – 1.0° | 特定の箇所での0.0° – 0.5° |
| 壁厚さ | 1.5mm(0.060インチ) | 0.75mm(0.030インチ) |
最適化された壁厚さとドラフト角度
私たちは専門としています 薄肉アルミニウム鋳造, 限界に挑戦しながら 0.75mm–1.5mm セクション。これを実現するために、特定のゲートと鋳込み技術を使用して、金属が固化する前に型に充填されるようにします。.
- 壁の厚さ: 遷移を緩やかに保ちます。厚い部分と薄い部分の急激な変化は、収縮や“シンク”を引き起こす可能性があります。”
- ドラフト角度: ほとんどの工程では3°から5°が必要ですが、 鋳造用アルミニウム は独特です。セラミックシェルは部品から破壊されるため、最小限の 0.5°から1° ドラフト角度で、ワックスパターンを最初の金型から取り除きます。.
- フィレットとラジアス: 鋭角は敵です。ストレス集中や冷却時の“ホットティア”を防ぐために、十分なフィレットを推奨します。これにより、部品の構造的完全性が高まり、不良品率が低下します。.
これらの幾何学形状に焦点を当てることで、 アルミニウム精密鋳造品 工程の効率を最大化し、部品を軽量化・高強度化し、最小限の廃棄物でサービスに備えることができます。.
完璧を追求する:品質と二次仕上げ
私たちの アルミニウム精密鋳造品 プロセスにおいて、「十分良い」ことは存在しません。私たちは品質保証を生産の基盤とし、出荷するすべての部品が高性能なサービスに対応できる状態であることを保証します。厳格な試験と高度な後処理を組み合わせることで、 アルミニウム鋳造品 が最も厳しい航空宇宙および医療基準を満たすようにしています。.
非破壊検査(NDT)&分析
私たちは多層的なアプローチを採用し、すべての鋳造品の完全性を検証します。内部プロトコルは、隠れた欠陥を排除し、 気孔率制御 部品が組立ラインに到達する前に.
- を確実にすることに焦点を当てています。 X線検査:.
- 内部の空洞や含有物を検出し、構造的完全性を損なう可能性を防ぐために不可欠です。 分光分析:.
- リアルタイムで溶融化学組成を検証し、合金が正確な材料認証を満たしていることを確認します。 寸法検査: 寸法精度 CMM(座標測定機)を使用して.
あなたのCADモデルに対して検証します。
最高の性能を引き出すための熱処理 を行うことで A356.0 T6アルミニウム 樹枝状結晶のアーム間隔(DAS) やその他の特殊合金の性能を最大限に引き出し、最適な熱サイクルを適用します。このプロセスは.
- を最適化し、機械的性質を大幅に向上させます。 温度上昇による成形後の冷却と、寸法安定性のための人工時効処理。.
- T6焼きなまし: 最大の引張強度と延性を実現するための完全な溶体化熱処理と人工時効処理。.
精密二次加工
私たちは印象的な結果を達成していますが、 ニアネットシェイプ 結果を通じて ロストワックス鋳造, ミッションクリティカルな機能はしばしば金型の許容範囲よりも厳しい公差を必要とします。私たちは包括的な CNC精密エンジニアリングソリューション 鋳造の許容範囲と極端な精度要件のギャップを埋めるために提供します。.
| 操作 | 精密 / 標準 | 主な利点 |
|---|---|---|
| 二次CNC加工 | +/- 0.005mm | 重要なベアリング適合と複雑な結合面を実現。. |
| 表面仕上げ | 改善されたRMS | 低減 表面粗さ(RMS) 高圧シール用。. |
| 陽極酸化処理&コーティング | MIL規格 | 耐腐食性と表面硬度を向上。. |
評価時に 鋼材とアルミニウムのCNC加工 鋳造後の仕上げには、アルミニウムの高い加工性により、これらの超厳しい仕様を満たしつつ、 金型償却費 および全体の単価を抑えることが可能です。.
産業用途:精度と性能が融合する場所
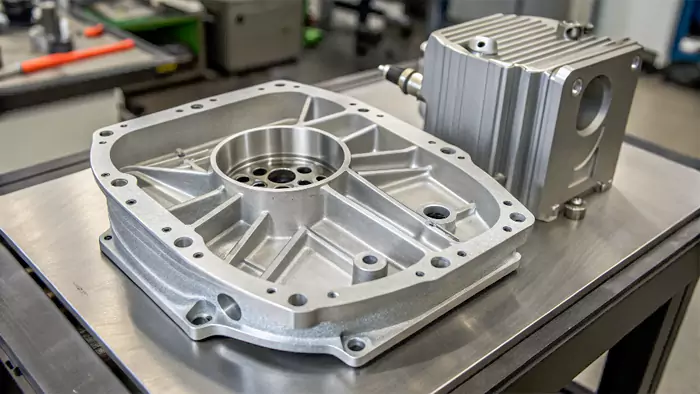
当社の アルミニウム精密鋳造品 ソリューションは、失敗が許されない分野にサービスを提供します。高品質な ニアネットシェイプ コンポーネントを提供することで、エンジニアが複雑な形状と高強度の要件の橋渡しを支援します。.
航空宇宙・防衛
空中では、わずかな重量も重要です。私たちは を行うことで 構造ブラケットや複雑な燃料システム部品を製造し、重量削減を優先しつつも耐久性を損なわないようにしています。.
- 燃料システム: 高解像度の精密さで鋳造された複雑な内部チャネル。.
- 構造ブラケット: 極端な振動やストレスに耐える高強度の部品。.
自動車および電気自動車の革新
電気自動車への移行により、高品質な 鋳造用アルミニウム 部品の需要が急増しています。私たちの鋳造所は、現代の熱管理やハウジングに必要な薄壁セクションの製造を専門としています。.
- バッテリーケース: 高電圧セルのための軽量で耐久性のある保護ケース。.
- モーターケース: 一体型冷却フィンによる効率的な熱放散。.
医療機器製造
医療専門家は アルミニウム鋳造製品 軽量で人間工学的に複雑なツールに依存しています。これらの器具は極めて正確さを必要とするため、多くの部品が 二次CNC加工 を経て最終許容範囲に達します。長期的な耐久性と滅菌耐性を確保するために、私たちは アルミニウムの陽極酸化処理を 標準仕上げオプションとして提供しています。.
- 外科用工具ハンドル: 優れたグリップとコントロールのための輪郭設計。.
- 画像診断装置: 携帯型診断およびX線装置向けの剛性で軽量なフレーム。.
アルミニウム鋳造に関するよくある質問
アルミニウム鋳造用金型のコストはいくらですか?
最初の アルミニウム精密鋳造品 金型のコストは通常 $1,500から$10,000以上まで, で、部品の複雑さやワックス注入型のキャビティ数によります。砂型鋳造よりも初期費用は高いですが、 金型償却費 は中〜高ボリュームの生産に非常に効率的です。プロセスが ニアネットシェイプ, をもたらすため、原材料の無駄と労働コストを大幅に節約できます。.
試作品と量産のリードタイムは一般的にどれくらいですか?
お客様の設計を迅速にお手元に届けるために:
- 試作鋳造: 3Dプリントされた犠牲型を使用することで、難しい金型作成を省略し、 試作品鋳造 をわずかに 2〜4週間.
- 生産: 従来の ロストワックス鋳造 永久金属型を使用するには通常 8〜12週間 が必要であり、最初の品目には金型の製作と工程検証が含まれます。.
投資鋳造は複雑な多部品CNCアセンブリの代替になり得るのか?
はい。このプロセスの最大の利点の一つは 部品の統合. です。しばしば、5つまたは6つの個別の部品を置き換える単一の複雑な部品を鋳造できます。これにより組み立て時間が短縮され、流体システムのリークリスクが低減され、1つあたりの総コストも削減されます。極端な公差が必要な機能については、 試作加工 を提供し、重要な取り付け面やねじ穴を微調整します。.
金型から期待できる表面仕上げ(RMS)は何ですか?
その セラミックシェル型 この工程で使用される材料は優れた 表面粗さ(RMS), 仕上げ を生み出し、通常は. 60〜125マイクロインチ.