
Die Anatomie des Prozesses: Von CAD bis Guss
Wir nutzen eine verfeinerte Verlorene-Wachs-Gießen Methodik, die die Kluft zwischen digitaler Präzision und metallurgischer Exzellenz überbrückt. Durch den Start mit einem hochpräzisen CAD-Modell stellen wir sicher, dass jedes Aluminium-Investitionsguss von Anfang an den anspruchsvollen Maßgenauigkeit Anforderungen entspricht.
3D-gedruckte Opfermodelle
Für komplexe Geometrien und schnelle Prototypen setzen wir hochauflösende 3D-gedruckte Opfermodelle. ein. Diese Technologie eliminiert die Notwendigkeit teurer Hartwerkzeuge während der Validierungsphase und ermöglicht:
- Schnelle Designiterationen ohne hohe Anfangsinvestitionen.
- Komplexe interne Gitterstrukturen und Untercutts.
- Erreichen einer nahe-Netto-Form die Materialverschwendung reduziert.
Baumassemblierung und Gating-Optimierung
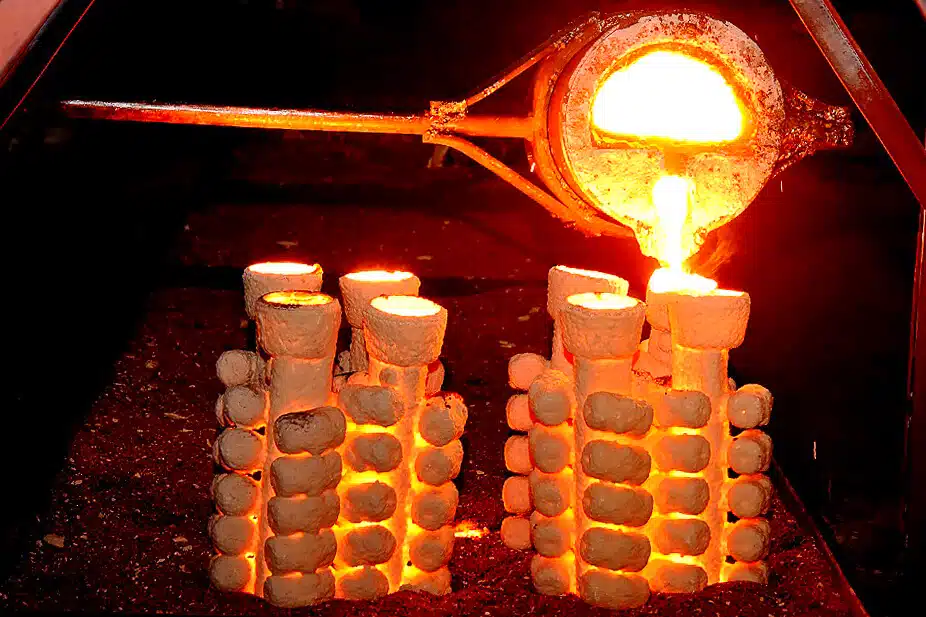
Einzelne Modelle werden auf einen zentralen Gießhahn montiert, um einen “Gussbaum” zu bilden. Wir legen Wert auf Gating-System-Design optimiert durch Festigkeitsmodellierung um sicherzustellen laminare Strömung. Dieser kritische technische Schritt verhindert die Turbulenz, die typischerweise zu Lufteinschlüssen und Oxiden führt, und sorgt für eine überlegene Porositätskontrolle.
Keramischer Schalaufbau
Die Montage wird wiederholt in hochqualitativen feuerfesten Schlamm getaucht und mit Stuck versehen, um eine robuste keramische Schalform. zu schaffen. Dieser Schichtungsprozess ist so konzipiert, dass er die überlegene Oberflächenrauheit (RMS) und feine Details bietet, die unsere Aluminium-Investitionsgussteile.
Entschlacken, Brennen und vakuumgestütztes Gießen
Sobald die Schalung gehärtet ist, wird das sacrificial Material durch Dampfdampfautoklav entfernt. Die Form wird dann gebrannt, um maximale Wärmeschockbeständigkeit.
| Phase | Wichtiges technisches Merkmal | Technischer Vorteil |
|---|---|---|
| Entschlacken | Hochdruck-Autoklav | Verhindert Gehäusebrüche und Expansionsspannungen |
| Brand | Geregelter thermischer Anstieg | Beseitigt Restfeuchte und flüchtige Bestandteile |
| Gießen | Vakuumunterstütztes Gießen | Ermöglicht dünnwandiges Aluminiumgussstück bis zu 0,75 mm |
Ausknock- und Nachbearbeitung
Nach kontrollierter Abkühlung verwenden wir Hochfrequenz-Vibrationsgeräte zur Gehäuseentfernung. Der Prozess endet mit präzisem Kerbenschneiden und Schleifbearbeitung. Dies führt zu einem Bauteil, das oft die Notwendigkeit schwerer Nachbearbeitung umgeht, sekundäre CNC-Bearbeitung, und ein leistungsstarkes Teil liefert, das für die Endmontage bereit ist.
Beste Legierungen für Aluminium-Investitionsguss

Die Leistung Ihres Endbauteils hängt vollständig von der Chemie des Metalls ab. Wir konzentrieren uns darauf, die spezifischen Anforderungen Ihrer Anwendung zu erfüllen—sei es Gewichtsreduzierung, thermisches Management oder rohe Stärke—mit der richtigen Aluminiumlegierung. Die Verwendung des richtigen Materials stellt sicher, dass unsere Präzisionsteile aus Gießerei-Investitionsguss die strengen Standards der Luft- und Raumfahrt sowie der Medizinbranche erfüllen.
A356 und A357 Strukturlegierungen
Dies sind die bevorzugten Optionen für Aluminium-Investitionsguss wenn strukturelle Integrität unverzichtbar ist.
- A356.0 T6 Aluminium: Dies ist das Arbeitspferd der Branche. Es bietet ein perfektes Gleichgewicht zwischen Gießbarkeit, Druckdichtheit und Korrosionsbeständigkeit.
- A357: Eine hochfestere Alternative, die häufig für kritische Komponenten verwendet wird, die überlegene mechanische Eigenschaften und hohe Ermüdungsbeständigkeit erfordern.
319 und 713 (Tenzalloy) Leistung
- 319 Legierung: Bekannt für ihre hohe Fließfähigkeit und ausgezeichnete “Gusszustand”-Eigenschaften. Sie wird besonders für ihre Nachbearbeitbarkeit nach dem Gießen geschätzt, was sie ideal für Teile macht, die umfangreiche sekundäre CNC-Bearbeitung.
- 713 (Tenzalloy): Diese Legierung ist ein Wendepunkt für große oder komplexe Teile, da sie durch natürliche Alterung hohe Festigkeit erreicht. Durch den Verzicht auf den intensiven Wärmebehandlungsprozess vermeiden wir das Risiko von Maßverformungen, während die hohe Zugfestigkeit erhalten bleibt.
Legierungen mit hoher Wärmeleitfähigkeit
Für die Elektronik- und E-Fahrzeug-Branche verwenden wir Speziallegierungen, die für maximale Wärmeabfuhr entwickelt wurden. Diese Materialien sind essenziell für flüssigkeitsgekühlte Batterengehäuse und Hochleistungswärmeableiter. Durch sorgfältige Steuerung Dendritenarmabstand (DAS) während der Abkühlphase stellen wir sicher, dass der thermische Pfad ungehindert bleibt, um Spitzenleistungen in anspruchsvollen Umgebungen zu gewährleisten.
| Legierungsgrad | Hauptvorteil | Typische Anwendung |
|---|---|---|
| A356 | Festigkeit-zu-Gewicht-Verhältnis | Luft- und Raumfahrthalterungen, Kraftstoffsysteme |
| 319 | Gießbarkeit & Bearbeitbarkeit | Motorenkomponenten, Abdeckungen |
| 713 | Keine Wärmebehandlung erforderlich | Hochfestes Rahmenmaterial |
| Spezialität | Wärmeleitfähigkeit | EV-Motorengehäuse, Kühlkörper |
Feinguss vs. Fertigungsalternativen
Die richtige Produktionsmethode wählen für Feinguss Aluminium bedeutet, die Abwägung zwischen Anfangskosten, Bauteilkomplexität und Materialeffizienz. Während wir uns auf die Herstellung hochpräziser Komponenten spezialisiert haben, hängt die “beste” Methode vollständig von den spezifischen Projektanforderungen ab.
Feinguss vs. Druckguss
Der Hauptunterscheid hier ist Volumen versus Vielseitigkeit. Druckguss ist unschlagbar bei großen Stückzahlen, aber die Werkzeugkostenabschreibung kann für kleinere Chargen eine enorme finanzielle Hürde darstellen.
- Werkzeugkosten: Feingussformen sind deutlich günstiger als Hochdruck-Druckgussformen.
- Konstruktionsfreiheit: Wir verwenden die Verlorene-Wachs-Gießen Methode, um komplexe innere Geometrien und Unteranschnitte zu produzieren, die physisch unmöglich aus einer dauerhaften Druckgussform zu entfernen sind.
Feinguss vs. Sandguss
Wenn Ihr Projekt überlegene Maßgenauigkeit und eine verfeinerte Oberflächenrauheit (RMS), erfordert, ist der Feinguss klarer Gewinner.
- Oberflächenfinish: Sandguss hinterlässt eine körnige, porige Oberfläche. Unser keramischer Schalenprozess sorgt für ein glattes, professionelles Finish direkt aus der Form.
- Präzision: Wir halten viel engere Toleranzen ein, was den Bedarf an aggressivem schnelle CNC-Bearbeitung um “verschobene” oder übergroße Merkmale zu korrigieren, die typisch für Sandformen sind.
Feinguss vs. Voll-CNC-Bearbeitung
Viele Ingenieure glauben fälschlicherweise, dass das Bearbeiten eines Teils aus einem massiven Block die einzige Möglichkeit ist, Präzision zu erreichen. Allerdings bietet eine Aluminium-Investitionsguss eine nahe-Netto-Form die die Produktionskosten erheblich senkt.
- Materialverschwendung: CNC-Bearbeitung kann bei komplexen Teilen bis zu 80 % Materialverschwendung verursachen. Wir gießen nur das, was benötigt wird.
- Lieferzeiten: Durch das Gießen der Grundform reduzieren wir die Zeit, die beim Fräsen aufgewendet wird, erheblich. Anschließend verwenden wir Präzisions-CNC-Frästeile Techniken nur an kritischen Passflächen, was Ihnen das Beste aus beiden Welten bietet: Gießereieffizienz und Bearbeitungspräzision.
Schneller Vergleichstabelle
| Merkmal | Investitionsguss | Druckguss | Sandguss | Voll-CNC-Bearbeitung |
|---|---|---|---|---|
| Anfängliche Werkzeugkosten | Mäßig | Hoch | Niedrig | Kein |
| Oberflächenfinish (RMS) | Ausgezeichnet | Sehr Gut | Schlecht | Ausgezeichnet |
| Konstruktionskomplexität | Hoch | Mäßig | Niedrig | Sehr Hoch |
| Materialeffizienz | Hoch | Hoch | Mäßig | Niedrig |
| Stückkosten (Mittlere Stückzahl) | Niedrig | Mäßig | Mäßig | Hoch |
Design für Erfolg: Aluminium-Investitionsguss DFM
Das richtige Design vor der Herstellung der ersten Form zu bekommen, ist der einzige Weg, um ein kosteneffizientes, leistungsstarkes Teil zu gewährleisten. Wenn wir von Aluminium-Investitionsguss, sprechen, ist der Hauptvorteil die Erreichung eines nahe-Netto-Form der die Notwendigkeit teurer Nacharbeiten reduziert. Das Befolgen einiger grundlegender Design-for-Manufacturability-(DFM)-Prinzipien ist jedoch das, was eine erfolgreiche Produktion von einer hohen Ausschussrate trennt.
Präzision und Maßgenauigkeit
Einer der größten Vorteile von Verlorene-Wachs-Gießen ist die unglaubliche Maßgenauigkeit die wir erreichen können. Im Gegensatz zum Sandguss ermöglicht dieses Verfahren eine viel engere Kontrolle über komplexe Geometrien. Während Standardtoleranzen beeindruckend sind, kann die Wahl von Premium-Genauigkeit viele nachgelagerte Schritte eliminieren. Wenn Ihr Projekt noch engere Passungen erfordert, integrieren wir oft unsere maßgeschneiderte CNC-Bearbeitungsdienste um diese ultra-kritischen Spezifikationen zu erfüllen.
| Merkmal | Standardgenauigkeit | Premium-Genauigkeit |
|---|---|---|
| Lineare Toleranz | ±0,005 in/in | ±0,003 in/in |
| Schrägungswinkel | 0,5° – 1,0° | 0,0° – 0,5° (in bestimmten Bereichen) |
| Wandstärke | 1,5 mm (0,060″) | 0,75 mm (0,030″) |
Optimierte Wandstärke und Schrägungswinkel
Wir sind spezialisiert auf dünnwandiges Aluminiumgussstück, die die Grenzen bis zu 0,75 mm–1,5 mm Abschnitte. Um dies zu erreichen, verwenden wir spezielle Gieß- und Entlüftungstechniken, um sicherzustellen, dass das Metall die Form ausfüllt, bevor es aushärtet.
- Wandstärke: Halten Sie Übergänge allmählich. Radikale Änderungen zwischen dicken und dünnen Abschnitten können Schrumpfung oder “Sinks” verursachen.”
- Entformungswinkel: Die meisten Prozesse erfordern 3° bis 5°, aber Feinguss Aluminium ist einzigartig. Da die keramische Schale vom Teil abgebrochen wird, benötigen wir nur eine minimale 0,5° bis 1° Schrägungswinkel, um das Wachsmodell aus der anfänglichen Form zu entfernen.
- Fasen und Radien: Scharfe Ecken sind der Feind. Wir empfehlen großzügige Fasen, um Spannungs concentrationen und “Hot Tears” während der Abkühlphase zu vermeiden. Dies erhält die strukturelle Integrität des Teils hoch und die Ausschussrate niedrig.
Durch die Fokussierung auf diese Geometrien maximieren Sie die Effizienz des Aluminium-Investitionsguss Prozesses und stellen sicher, dass Ihre Teile leichter, stärker und einsatzbereit mit minimalem Abfall sind.
Perfektion Sicherstellen: Qualität und Sekundärbearbeitung
In unserem Aluminium-Investitionsguss Prozess, “gut genug” existiert nicht. Wir betrachten Qualitätssicherung als Rückgrat unserer Produktion und stellen sicher, dass jede Komponente, die wir versenden, für den Hochleistungsdienst bereit ist. Durch die Kombination aus strenger Prüfung und fortschrittlicher Nachbearbeitung liefern wir Aluminium-Investitionsguss der die strengsten Luft- und Raumfahrt- sowie Medizinstandards erfüllt.
Zerstörungsfreie Prüfung (ZFP) & Analyse
Wir verwenden einen mehrschichtigen Ansatz, um die Integrität jedes Gusses zu überprüfen. Unsere internen Protokolle konzentrieren sich darauf, versteckte Fehler zu eliminieren und sicherzustellen, dass Porositätskontrolle bevor ein Teil Ihre Montagelinie erreicht.
- Röntgeninspektion: Wichtig zur Erkennung interner Hohlräume oder Einschlüsse, die die strukturelle Integrität beeinträchtigen könnten.
- Spektrographische Analyse: Wir überprüfen die Schmelzchemie in Echtzeit, um sicherzustellen, dass die Legierung die genauen Materialzertifizierungen erfüllt.
- Maßkontrolle: Verwendung von Koordinatenmessmaschinen (KMM), um zu überprüfen Maßgenauigkeit gegen Ihr CAD-Modell.
Wärmebehandlung für Höchstleistung
Um das Beste herauszuholen A356.0 T6 Aluminium und andere spezialisierte Legierungen, wir wenden präzise thermische Zyklen an. Dieser Prozess optimiert die Dendritenarmabstand (DAS) und steigert die mechanischen Eigenschaften erheblich.
- T5-Temperierung: Abkühlung nach einem temperaturgeformten Prozess und anschließend künstliches Altern zur dimensionalen Stabilität.
- T6-Temper: Ein vollständiges Lösungsglühen und künstliches Altern, das für maximale Zugfestigkeit und Duktilität ausgelegt ist.
Präzise Sekundäroperationen
Obwohl wir beeindruckende nahe-Netto-Form Ergebnisse durch Verlorene-Wachs-Gießen, mission-kritische Funktionen erfordern oft engere Toleranzen, als eine Form bieten kann. Wir bieten umfassende CNC-Präzisionstechniklösungen um die Lücke zwischen Guss-Toleranzen und extremen Präzisionsanforderungen zu überbrücken.
| Betrieb | Präzision / Standard | Hauptvorteil |
|---|---|---|
| Sekundäre CNC-Bearbeitung | +/- 0,005mm | Erreicht kritische Lagerpassungen und komplexe Passflächen. |
| Oberflächenveredelung | Verbessertes RMS | Senkt Oberflächenrauheit (RMS) für Hochdruckdichtungen. |
| Anodisieren & Beschichten | MIL-SPEZIFIKATION | Verbessert Korrosionsbeständigkeit und Oberflächenhärte. |
Bei der Bewertung Stahl vs. Aluminium CNC-Bearbeitung Für Nachbearbeitung nach dem Gießen ermöglicht die hohe Bearbeitbarkeit von Aluminium, diese ultraharten Spezifikationen zu erfüllen, während Ihre Werkzeugkostenabschreibung und die Gesamtkosten pro Einheit im Rahmen bleiben.
Branchenanwendungen: Wo Präzision auf Leistung trifft
Unsere Aluminium-Investitionsguss Lösungen bedienen Sektoren, in denen Ausfälle keine Option sind. Durch die Lieferung von nahe-Netto-Form Komponenten helfen wir Ingenieuren, die Lücke zwischen komplexer Geometrie und hochfesten Anforderungen zu überbrücken.
Luft- und Raumfahrt & Verteidigung
Am Himmel zählt jedes Gramm. Wir produzieren A356.0 T6 Aluminium Strukturbügel und komplexe Kraftstoffsystemkomponenten, die Gewichtseinsparungen priorisieren, ohne die Integrität zu beeinträchtigen.
- Kraftstoffsysteme: Komplexe interne Kanäle, die mit hochauflösender Präzision gegossen werden.
- Strukturbügel: Hochfeste Teile, die extremen Vibrationen und Belastungen standhalten sollen.
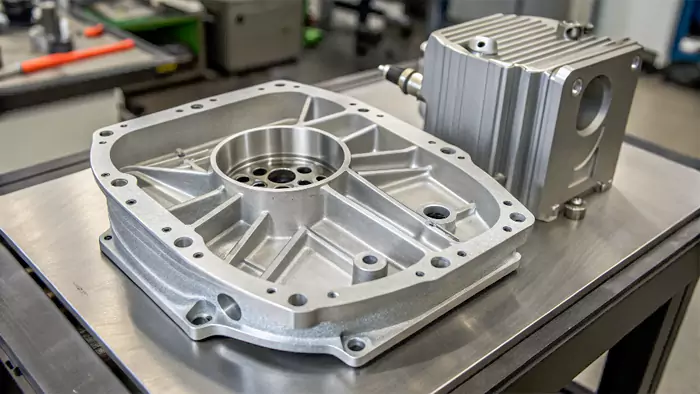
Automobil- und EV-Innovation
Der Umstieg auf Elektrofahrzeuge hat die Nachfrage nach hochwertigen Feinguss Aluminium Teilen erhöht. Unsere Gießerei ist auf die dünnwandigen Abschnitte spezialisiert, die für modernes Wärmemanagement und Gehäuse erforderlich sind.
- Batteriegehäuse: Leichtes, langlebiges Schutzgehäuse für Hochspannungszellen.
- Motorgehäuse: Effiziente Wärmeabfuhr durch integrierte Kühlrippen.
Herstellung medizinischer Geräte
Medizinische Fachkräfte verlassen sich auf Aluminium-Investitionsgussteile für Werkzeuge, die sowohl leichtgewichtig als auch ergonomisch komplex sind. Da diese Instrumente höchste Präzision erfordern, durchlaufen viele Komponenten sekundäre CNC-Bearbeitung um die endgültigen Toleranzen zu erreichen. Um langfristige Haltbarkeit und Sterilisationsbeständigkeit zu gewährleisten, bieten wir auch Eloxieren für Aluminium als Standard-Finish-Option an.
- Chirurgische Instrumentengriffe: Konturierte Designs für besseren Griff und Kontrolle.
- Bildgebungsausrüstung: Stabile, leichte Rahmen für tragbare Diagnose- und Röntgengeräte.
Häufig gestellte Fragen zum Aluminium-Investitionsguss
Wie viel kostet das Werkzeug für den Aluminium-Investitionsguss?
Die Anfangskosten für Aluminium-Investitionsguss Werkzeugherstellung liegen typischerweise zwischen 1.500 und 10.000+ €, abhängig von der Komplexität des Teils und der Anzahl der Kavitäten in der Wachsform. Während der Anfangspreis höher ist als beim Sandguss, ist der Werkzeugkostenabschreibung hoch effizient für mittlere bis große Produktionsläufe. Da der Prozess eine nahe-Netto-Form, liefert, sparen Sie erheblich bei Rohstoffverschwendung und Arbeitsaufwand.
Wie lang ist die typische Vorlaufzeit für Prototypen vs. Produktion?
Wir arbeiten schnell, um Ihre Entwürfe in Ihre Hände zu bekommen:
- Prototyp-Guss: Durch die Verwendung von 3D-gedruckten Opfermustern können wir auf harte Werkzeuge verzichten und eine Prototyp-Gießen in nur 2 bis 4 Wochen.
- Produktion: Traditionell Verlorene-Wachs-Gießen Die Verwendung dauerhafter Metallwerkzeuge erfordert in der Regel 8 bis 12 Wochen für den ersten Artikel, einschließlich Werkzeugbau und Prozessvalidierung.
Kann Feingießen komplexe Mehrteil-CNC-Baugruppen ersetzen?
Ja. Einer der größten Vorteile dieses Prozesses ist Teilekonsolidierung. Wir können oft eine einzelne, komplexe Komponente gießen, die eine Montage von fünf oder sechs separaten Teilen ersetzt. Dies eliminiert Montagezeit, verringert das Risiko von Lecks in Flüssigkeitssystemen und senkt Ihre Gesamtkosten pro Teil. Für Funktionen, die extreme Toleranzen erfordern, bieten wir Prototypenbearbeitung zur Verfeinerung kritischer Befestigungsflächen oder Gewindelöcher.
Welches Oberflächenfinish (RMS) kann ich aus der Form erwarten?
Der keramische Schalform verwendet in diesem Prozess erzeugt eine außergewöhnliche Oberflächenrauheit (RMS), die typischerweise zwischen 60 und 125 Mikro-Inch. liegt. Dies ist bei weitem überlegen gegenüber dem Finish, das beim Sandguss erzielt wird. Für viele industrielle Anwendungen ist dieses “wie gegossen” Finish glatt genug, um ohne zusätzliche Vibrationsbearbeitung oder Polieren verwendet zu werden, was Ihre Produktionsschritte weiter reduziert.