
Comparaison des lasers à fibre, CO2 et diode
D'après mon expérience dans la gestion d'ateliers à haut débit, choisir le mauvais source laser à fibre ou le mauvais type d'oscillateur est la principale cause de gaspillage de matière et de dommages aux optiques. Pour découpe laser CNC, la longueur d'onde du faisceau doit être adaptée au taux d'absorption du matériau. Si vous tentez de couper des alliages réfléchissants avec une source incompatible, vous risquez une rétro-reflexion qui peut détruire un tête laser pour machine CNC en quelques secondes.
Lasers à fibre : la puissance des métaux
Lorsque le projet exige une haute production découpe d'acier inoxydable ou le traitement de matériaux réfléchissants comme l'aluminium et le cuivre, la fibre est la seule option viable.
- Longueur d'onde : Environ 1,07 µm, idéale pour l'absorption par les métaux.
- Efficacité : Élevée puissance optique de sortie avec une consommation électrique moindre.
- Meilleure utilisation : Industrielle la fabrication de tôles où la vitesse et une précision de ±0,01 mm sont requises.
Lasers à CO2 : l'excellence dans l'organique
Le laser CO2 reste la norme pour les applications non métalliques. Sa longueur d'onde de 10,6 µm est peu absorbée par les métaux mais parfaitement par les organiques.
- Matériaux : Idéal pour les acryliques épais (bords poli à la flamme), le bois et les plastiques d'ingénierie spécialisés.
- Qualité du bord : Offre une finition plus lisse sur les non-métaux par rapport aux lasers à courte longueur d'onde.
- Conception : Utilise un tube rempli de gaz et des miroirs internes, nécessitant un alignement plus fréquent que les systèmes à état solide.
Modules à diode : Rétrofit et prototypage
A module laser pour CNC est souvent le point d'entrée le plus accessible pour les ateliers déjà en activité routeur laser ou une portique de fraisage standard.
- Polyvalence : Conçu comme un fraiseuse CNC et graveur laser composant hybride.
- Intégration : Peut être monté directement sur un logement de broche pour ajouter laser CNC des capacités à une fraiseuse à 3 axes.
- Limites : Une puissance inférieure signifie qu'il est principalement destiné à la découpe de matériaux fins et à la gravure de haute précision plutôt qu'à la fabrication industrielle lourde.
Comparaison des performances : Puissance et Vitesse
| Caractéristique | Source laser à fibre | Laser CO2 | Module laser à diode |
|---|---|---|---|
| Matériaux principaux | Métaux (acier au carbone, inox, aluminium) | Acrylique, bois, caoutchouc | Contreplaqué fin, plastiques |
| Puissance Typique | 1kW – 30kW | 40W – 450W | 5W – 40W |
| Vitesse de coupe (Métal) | Ultra-haute | Modérée (avec oxygène) | Très faible / N/A |
| Entretien | Minimale (État solide) | Élevée (Alignement du miroir) | Module remplaçable |
| Durée de vie opérationnelle | 50 000+ heures | 10 000 – 20 000 heures | 10 000 – 15 000 heures |
Utilisant une source dédiée découpeur laser CNC avec une source à fibre est la solution la plus rentable pour toute installation axée sur la production de métal. Cependant, pour un solution de fabrication tout-en-un qui inclut la signalisation ou les boîtiers en plastique, un système CO2 ou une mise à niveau à diode haut de gamme offre la flexibilité matérielle nécessaire.
Maîtrise de la largeur de coupe et des tolérances d'usinage
Précision dans laser pour la découpe CNC commence par comprendre la physique du kerf. Le kerf est la largeur réelle du matériau enlevé lors du processus de coupe. Parce que le faisceau laser est conique, la mise au point du faisceau détermine si vos bords sont parfaitement verticaux ou légèrement effilés. Nous privilégions Optimisation de la largeur du kerf par une calibration rigoureuse, garantissant que le programmation G-code prend en compte le diamètre du faisceau pour maintenir la précision des pièces.
Gestion de la zone affectée par la chaleur (ZAC)
In la fabrication de tôles, en gérant le Zone affectée par la chaleur (ZAC) est non négociable, surtout avec des alliages sensibles. Une chaleur excessive peut modifier les propriétés mécaniques du métal près de la coupe, entraînant un durcissement ou une déformation.
- Contrôle de l'impulsion : Nous utilisons une impulsion à haute fréquence pour réduire l'absorption de chaleur.
- Gaz d’assistance : L'utilisation d'azote ou d'oxygène à haute pression aide à refroidir instantanément le matériau.
- Calibration de la vitesse : Maintenir la vitesse d'avance optimale évite de “brûler” les bords des pièces délicates.
Atteindre une précision de ±0,01 mm
Alors qu'un découpeur laser CNC est incroyablement efficace, atteindre un seuil de précision de ±0,01 mm nécessite souvent un flux de travail hybride. Pour des composants industriels exigeant ces tolérances extrêmes, nous utilisons souvent le laser pour le profil initial, puis déplaçons la pièce vers micro usinage CNC pour la finition secondaire.
Compréhension qu'est-ce qu'une fraiseuse CNC et comment il s'intègre avec la sortie laser nous permet de combler le fossé entre la prototypie rapide et la fabrication à haute tolérance. Ce processus à deux étapes garantit que même les géométries les plus complexes respectent des normes strictes dans l'aérospatiale et le médical sans sacrifier la rapidité d'un source laser à fibre.
Rétrofit d'un laser industriel pour la découpe CNC

Ajout d'un tête laser pour machine CNC est la façon la plus rapide de transformer un outil d'atelier standard en une centrale multifonction. Que vous travailliez avec un routeur laser ou en adaptant un machine de fraisage avec CNC, le processus de retrofit se concentre sur trois piliers : contrôle, sécurité et logiciel.
Exigences de contrôle technique
Votre contrôleur doit supporter Signaux PWM pour réguler le puissance optique de sortie. La plupart des constructions modernes utilisant GRBL or Marlin gèrent cela nativement, permettant une transition fluide programmation G-code et une mise à l'échelle de la puissance lors de coupes complexes.
| Composant | Exigence |
|---|---|
| Contrôleur | Capable de PWM (GRBL/Marlin/Mach3) |
| Alimentation électrique | Alimentation dédiée 12V/24V pour le module laser pour CNC |
| Logiciel | Compatibilité avec le logiciel LightBurn est la norme de l'industrie |
| Refroidissement | Ailes de refroidissement intégrées ou un Système d'assistance à l'air |
Normes de sécurité et flux de travail
La sécurité est le facteur le plus critique lors de l'utilisation d'un découpeur laser CNC. Je insiste toujours sur un boîtier complet associé à Protection oculaire OD6+ pour bloquer des longueurs d'onde laser spécifiques. Pour un flux de travail fluide l’intégration CAD/CAM, suivez ce flux de travail localisé :
- Conception : Créer des vecteurs dans un logiciel de CAO en assurant des trajectoires propres.
- Processus : Importer dans LightBurn pour gérer les calques, les vitesses et Optimisation de la largeur du kerf.
- Extraction : Installer un extracteur de fumée à haute capacité (CFM) pour éliminer les particules dangereuses et la fumée.
Cette configuration garantit que votre cnc et graveur laser combo reste productif tout en maintenant la haute précision attendue dans les ateliers de fabrication.
Externalisation vs. découpe laser CNC DIY
Utiliser un laser pour la découpe CNC en interne semble être une voie vers un contrôle total, mais pour la plupart des entreprises, les coûts “ cachés ” du DIY dépassent rapidement la commodité. Alors qu'un découpeur laser CNC de bureau la fabrication de tôles convient pour des travaux simples, un.
Les charges cachées de la maintenance
Maintenir une puissance élevée source laser à fibre impliquepas seulement de le brancher. Pour obtenir des résultats de qualité industrielle, vous devez gérer plusieurs facteurs techniques :
- Alignement de la lentille : La précision nécessite une livraison parfaite du faisceau ; même un léger décalage ruine votre optimisation de la largeur du kerf.
- Consommation de gaz : Couper une plaque épaisse nécessite de l'azote ou de l'oxygène à haute pression, ce qui augmente considérablement la surcharge.
- Consommables : Les buses et fenêtres de protection nécessitent un remplacement fréquent pour éviter la dross.
- Système d'assistance pneumatique : Les configurations professionnelles nécessitent de l'air à haute volume pour prévenir les incendies et assurer des bords propres.
Évolutivité et la solution de fabrication tout-en-un
Externaliser vers un atelier professionnel vous permet de passer de Prototypage rapide (3-7 jours) à la production de masse instantanément. Lorsque vous utilisez notre services d'usinage CNC, vous évitez la courbe d'apprentissage de programmation G-code et le dépannage des machines.
La véritable valeur d'un solution de fabrication tout-en-un réside dans l'intégration de processus secondaires. Un DIY tête laser pour machine CNC ne vous donne qu'une pièce plate. Nous fournissons un flux de travail complet :
- Découpe laser : Coupe à grande vitesse et haute précision.
- Pliage et soudure : Façonnage de feuilles plates en enceintes fonctionnelles.
- Finition de surface : Anodisation ou peinture en poudre pour un aspect professionnel.
- Usinage hybride : Si une pièce nécessite plus qu’un laser, nous pouvons la faire passer à fraisage CNC 3 axes ou 5 axes pour réaliser des géométries complexes.
En analysant la véritable les coûts du service d'usinage CNC, la majorité des entrepreneurs basés en France trouvent que l’externalisation garantit conformité ISO 9001:2015 et une qualité supérieure des pièces sans le risque financier de possession d’équipement.
Optimisation des performances des matériaux avec laser pour la découpe CNC
Lorsque nous déployons un laser pour la découpe CNC, la chimie du matériau définit toute notre approche. Nous ne faisons pas seulement de la “découpe” — nous optimisons pour le grain de bord et l’impact thermique afin de garantir que chaque pièce respecte les normes industrielles. Qu’il s’agisse d’alliages à haute résistance ou de polymères de qualité ingénierie, choisir le bon Source laser à fibre ou réglage CO2 fait la différence entre une pièce parfaite et des rebuts.
Découpe d’acier inoxydable (304/316)
Pour l’acier inoxydable 304 et 316, nous privilégions l’obtention de bords sans scories. En utilisant de l’azote à haute pression comme gaz d’assistance, nous évacuons le métal en fusion avant qu’il ne puisse se fixer à la face inférieure de la coupe. Ce processus est essentiel pour nos projets de prototypage CNC 2026 où les pièces doivent être prêtes à être fixées avec zéro meulage secondaire.
Aluminium (6061/7075) et Réflectivité
L'aluminium est un matériau haute performance, mais sa réflectivité et sa conductivité thermique en font un défi. Nous utilisons des lasers à fibre à haute puissance de crête pour percer la surface réfléchissante des alliages 6061 et 7075. Cela nous permet de maintenir seuil de précision de ±0,01 mm sans que la chaleur déforme les feuilles fines.
Plastiques d'ingénierie : PEEK et POM (Delrin)
Tous les plastiques ne sont pas compatibles avec la laser, mais pour ceux qui le sont, les résultats sont supérieurs à ceux de l'usinage traditionnel :
- Delrin (POM) : Ce matériau est un favori pour un découpeur laser CNC. Il vaporise proprement, laissant une bordure polie, semblable à du verre.
- PEEK : En tant que plastique à haute température, le PEEK nécessite une mise au point précise et des vitesses de déplacement rapides pour éviter le carbonisation tout en maintenant l'intégrité structurelle.
En tant que solution de fabrication tout-en-un, nous équilibrons ces propriétés matérielles avec les besoins spécifiques de votre projet pour garantir un rapport coût-efficacité.
| Matériau | Meilleur type de laser | Finition des bords | Impact thermique |
|---|---|---|---|
| Acier inoxydable | Fibre | Excellent (sans résidu de soudure) | Faible |
| Aluminium | Fibre | Propre / Semi-brillant | Modéré |
| Delrin (POM) | CO2 | Poli au flamme | Minimale |
| PEEK | CO2 / Fibre | Matte technique | Contrôlée |
Gestion de la chaleur et de la scorie
Efficace Fabrication de tôles métalliques dépend de la gestion de la fusion. Nous ajustons la fréquence et le cycle de service de l'impulsion laser pour minimiser la zone affectée par la chaleur. Pour des sections plus épaisses d'acier inoxydable ou d'aluminium, notre Système d'assistance à l'air est réglé pour fournir la PSI exacte nécessaire pour dégager la gorge, garantissant que même les géométries les plus complexes restent propres et dimensionnellement précises.
Conseils DFM pour la fabrication de tôles
Optimiser une conception pour un laser pour la découpe CNC est la méthode la plus efficace pour réduire les coûts de production et améliorer la qualité des pièces. Mon équipe se concentre sur la Conception pour la Fabrication (DFM) afin de garantir que chaque Fabrication de tôles métalliques projet respecte Conformité ISO 9001:2015 tout en éliminant le gaspillage de matériau.
Évitez les pièges courants de conception
- Taille minimale des caractéristiques : Maintenez les trous et les fentes à un ratio 1:1 avec l'épaisseur du matériau pour éviter la déformation thermique.
- Rayons internes : Évitez les coins internes parfaitement pointus ; ajouter un petit rayon permet au laser de maintenir une vitesse constante.
- Épaisseur de paroi : Maintenez une distance minimale entre les lignes de coupe pour empêcher la Zone affectée par la chaleur (ZAC) de compromettre l'intégrité structurelle.
Entrées et sorties
Pour assurer des points de départ propres, nous utilisons Entrées et sorties. Cette technique place la “ perforation ” initiale du laser à l'extérieur de la géométrie réelle de la pièce. Au moment où le faisceau atteint le périmètre de votre pièce, la pression de coupe s'est stabilisée, garantissant un bord lisse et sans scorie. Cela est crucial pour les projets nécessitant ±0,01mm de précision.
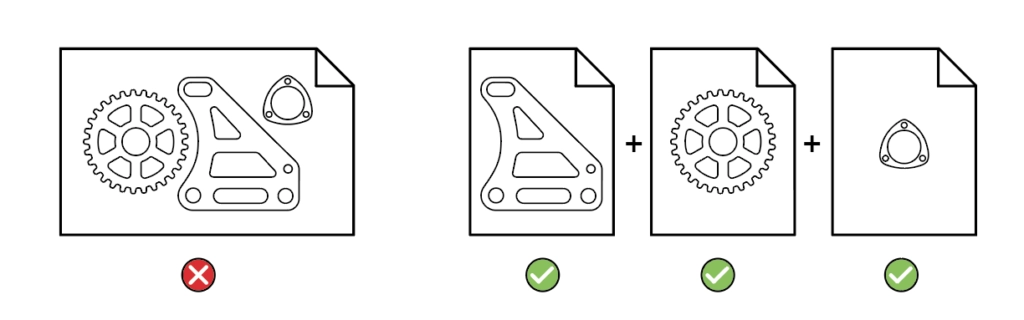
Stratégies d'assemblage pour l'efficacité des coûts
Intelligent stratégies d'assemblage sont la colonne vertébrale d'une solution de fabrication tout-en-un économique . En optimisant l'agencement des pièces et en utilisant la “découpe en ligne commune” — où un seul passage laser coupe le bord de deux pièces adjacentes — nous réduisons considérablement les déchets. Cette efficacité nous permet d'offrir. sans le prix premium habituel. Pour les pièces nécessitant des opérations secondaires complexes, nous intégrons sans effort notre Prototypage rapide (3-7 jours) flux de travail avec laser pour la découpe CNC pour livrer des assemblages finis. fraisage de haute précision Questions fréquentes : Laser pour découpe CNC.
Je constate beaucoup de confusion concernant la meilleure façon d'intégrer un
dans un flux de travail professionnel. Voici les réponses directes aux questions que j'entends le plus souvent de la part des propriétaires d'atelier et des ingénieurs. laser pour la découpe CNC Puis-je ajouter un laser à fibre à une fraiseuse CNC standard ?.
Alors que vous pouvez facilement monter un
à diode, un tête laser pour machine CNC à haute puissance Source laser à fibre est une autre histoire. Les fraiseuses standard manquent des enceintes de sécurité étanches à la lumière (OD6+) nécessaires pour gérer les réflexions de fibre. De plus, le Programmation G-code pour une source à fibre nécessite souvent une accélération plus rapide que ce qu'une fraiseuse à vis mère typique peut fournir. Pour des résultats industriels, une plateforme à fibre dédiée est toujours le choix le plus sûr et précis.
Découpe laser vs. Fraisage CNC
La principale différence réside dans le contact. machines de fraisage CNC utilise des fraises rotatives pour enlever les copeaux, ce qui les rend idéales pour les poches 3D profondes et les blocs lourds. En revanche, un découpeur laser CNC utilise l'énergie thermique pour faire fondre le matériau. Cela permet une meilleure Optimisation de la largeur du kerf, permettant des angles internes beaucoup plus précis et des motifs plus complexes qu'un outil physique ne pourrait jamais réaliser en Fabrication de tôles métalliques.
Limites de coupe en acier inoxydable industriel
Lorsque nous la fabrication de composants en acier inoxydable, l'épaisseur maximale est déterminée par le Puissance optique de sortie.
- Source de 3 kW : Coupe confortablement jusqu'à 8 mm–10 mm d'acier inoxydable.
- Source de plus de 10 kW : Peut trancher une plaque de 30 mm à 50 mm tout en respectant les tolérances industrielles.
- Précision : Pour la plupart des tâches d'ingénierie, les lasers maintiennent un seuil de précision de ±0,01 mm sur des épaisseurs plus fines, bien que le Zone affectée par la chaleur (ZAC) devienne plus pertinent à mesure que l'épaisseur augmente.
Un système d'assistance à l'air est-il nécessaire ?
An Système d'assistance à l'air est obligatoire pour toute configuration sérieuse routeur laser Il effectue deux tâches critiques qui affectent directement votre rentabilité :
- Protection optique : Il crée un flux d'air constant qui empêche la fumée et les débris de salir votre lentille de mise au point coûteuse.
- Coupe plus nette : En soufflant immédiatement le matériau en fusion hors de la rainure, il empêche la formation de scories (métal fondu) sur le dessous de votre pièce, garantissant une finition plus propre.
| Caractéristique | Découpe laser | Fraisage CNC |
|---|---|---|
| Contact avec le matériau | Sans contact (Chaleur) | Contact physique (Friction) |
| Largeur de la lame/outil | ~0,1 mm – 0,3 mm | 1,0 mm – 20 mm+ |
| Idéal pour | Profils plats complexes | Formes 3D & poches lourdes |
| Vitesse de mise en service | Très rapide | Modérée (Fixation de pièce) |