

標準的なフライス工具で複雑なキャビティや特殊合金を加工するのに苦労していませんか?
あなただけではありません。費用をかけずに厳しい公差を達成することは、現代の製造業における究極の課題です。.
このガイドでは、正確に学ぶことができます 型彫り放電加工(Sinker EDM)とは そして、それがなぜ以下のための頼れるソリューションなのか 高精度部品.
複雑なものを製作することから 金型とダイス を習得することまで スパークギャップ制御, 、私たちは基本を超えて進んでいます。私はあなたに示すための不可欠な戦略をまとめました それがどのように生産品質を向上させることができるか, 、二次加工を削減し、最大の効率のためにワークフローを最適化します。.
さっそく始めましょう。.
型彫り放電加工(Sinker EDM)とは何か、そして現代の製造業でそれがなぜ重要なのか
放電加工(EDM)の概要
放電加工(EDM) は、熱エネルギーを利用してワークピースから材料を除去する非伝統的な製造プロセスです。鋭利な切削工具と機械力に依存する従来のフライス加工や旋削加工とは異なり、EDMは電極と導電性ワークピースの間で一連の急速に繰り返される放電(スパーク)を使用して材料を侵食します。.
At MS加工, 、私たちは活用しています EDM加工サービス 標準的な加工方法では製造が困難または不可能な部品を生産するために。このプロセスは非接触であるため、機械的ストレスを排除し、脆い部品や、焼入れ鋼、チタン、特殊合金のような非常に硬い材料を歪みなく加工するのに理想的です。.
型彫り放電加工(Sinker EDM)とワイヤー放電加工(Wire EDM)の違い
両方の方法は電気放電を利用していますが、シンカーEDMとワイヤEDMは製造において異なる目的を持っています。 精密CNC部品. 違いを理解することは、プロジェクトに適したプロセスを選択するために非常に重要です。.
| 特徴 | シンカーEDM(ダイサイキング) | ワイヤー放電加工(Wire EDM) |
|---|---|---|
| ツーリング | カスタム形状の電極(グラファイトまたは銅) | 薄く、電気的に帯電したワイヤー |
| 主な用途 | ブラインドキャビティ, 金型、鋭い内部コーナー | 貫通穴、2Dプロファイル、プレートの切断 |
| ジオメトリタイプ | 複雑な3D形状や精密なディテール | 角柱形状や垂直カット |
| 材料の進入方法 | 材料に突入(Z軸) | 材料を貫通(X-Y軸) |
、私は ワイヤーでは届かない深いリブ、ブラインドホール、複雑な内部ジオメトリを必要とする設計には、当社の推奨ソリューションです。.
シンカーEDMが高精度製造で注目を集めている理由
シンカーEDMは、極端な精度と幾何学的複雑さを要求する産業にとって不可欠となっています。小型化や高詳細化の需要が高まる中、 CNC精密部品 従来の切削工具は、工具の到達範囲やコーナー半径に制限があることが多いです。.
シンカーEDM導入の主な要因は:
- 究極の精度: 当社は、以下のような厳しい公差を実現します +/- 0.005mm, 、部品間の再現性を保証します。.
- 複雑な形状: これにより、フライス加工では物理的に加工できない鋭い内角や深く薄いリブを作成できます。.
- 硬度への非依存性: このプロセスは材料の硬度に関係なく効果的であり、部品を加工することができます 後に 熱処理を行い、熱による反りを回避します。.
- 優れた仕上げ: 型彫り放電加工は均一な表面仕上げを生み出し、金型製作における手作業による研磨の必要性をしばしば軽減します。.
型彫り放電加工を当社のCNCフライス加工および旋削加工能力と統合することで、試作から大量生産までのギャップを埋める包括的な「ワンストップ」製造ソリューションを提供します。.
型彫り放電加工の仕組み:プロセスの基本
型彫り放電加工を理解するには、従来の切削加工から熱による浸食へと考え方を転換する必要があります。金属を鋭利な工具で削り取る標準的な機械加工とは異なり、, 放電加工 は、制御された電気火花を使用して材料を成形します。この独特なアプローチにより、従来の切削工具では事実上作成不可能な部品を製造することができます。.
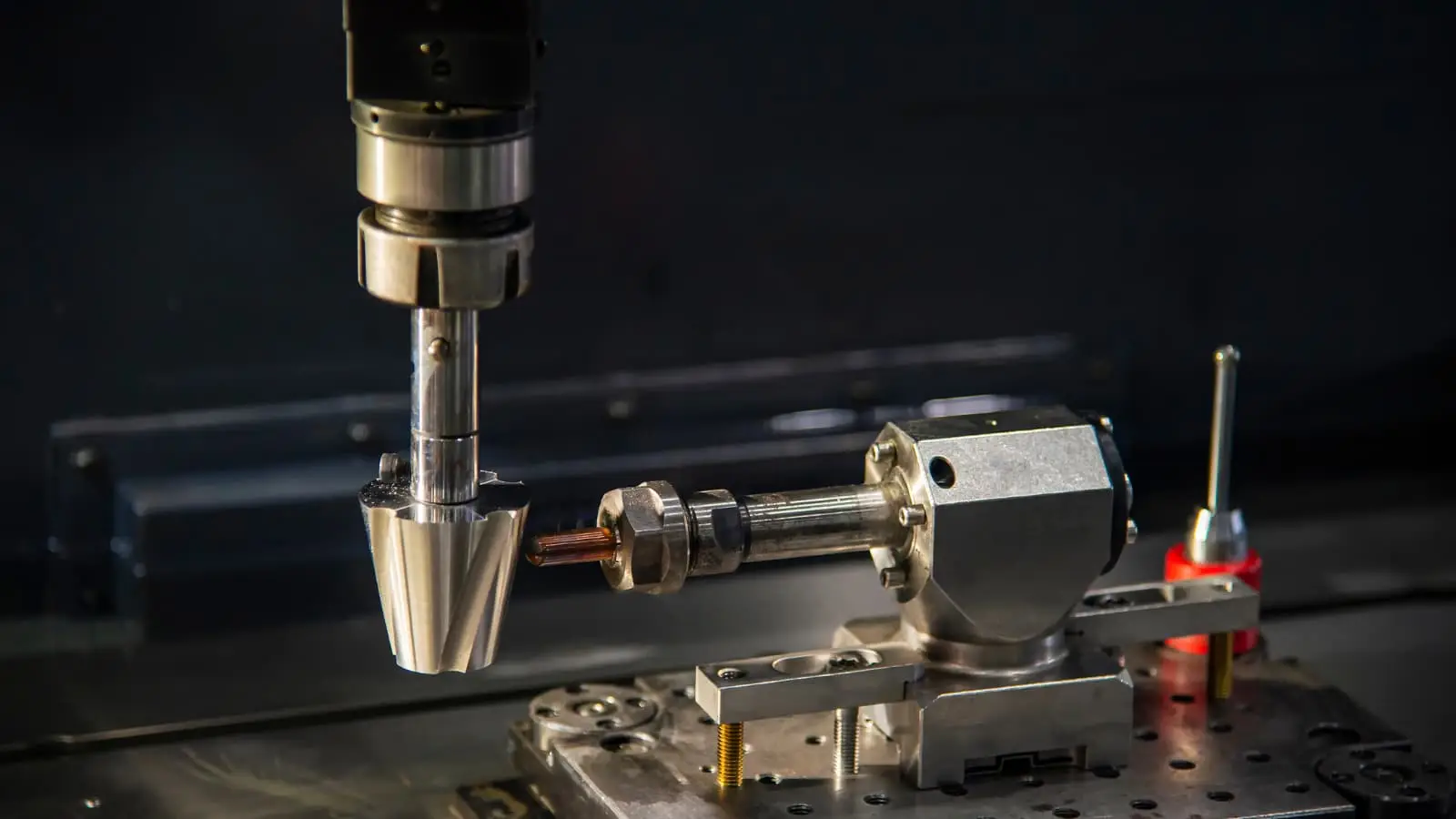
型彫り放電加工における電極とワークピースの相互作用
型彫り放電加工プロセスの核となるのは、カスタム形状の電極と導電性のワークピースです。MS Machiningでは、これらの電極を通常、 グラファイトまたは銅 から加工し、必要なキャビティの正確な「ネガティブ」または反転形状に合わせます。.
材料に物理的に接触する代わりに、電極はワークピースに向かって降下されます。両者の間に高周波電流が発生します。電極は切削工具として機能しますが、部品に直接接触することはありません。この非接触性は、機械的ストレスを排除し、薄い部品や繊細な特徴を加工する際によく見られる歪みを防ぐため、非常に重要です。.
誘電体液と放電ギャップ制御
全ての操作は、絶縁性流体で満たされたタンク内で行われます。通常、特殊な炭化水素油が使用されます。この流体は、私たちの EDM加工サービス:
- 絶縁: スパークが正しい閾値に達するまで早期に跳ねるのを防ぎます。.
- 冷却: ワークピースと電極の両方を安定した温度に保ち、熱影響域を最小限に抑えます。.
- 洗浄: プロセス中に生成される微細な金属粒子(チップ)を洗い流します。.
「スパークギャップ」—電極とワークピース間の距離—は極めて正確に維持されます。ギャップが広すぎるとスパークは跳びませんし、狭すぎるとシステムがショートします。このギャップを厳密に制御することで、高品質な 精密CNC部品 一貫した再現性を持つ製品を確保します。.
材料除去メカニズムと精度要因
シンカーEDMによる材料除去は、激しい熱によって行われます。電気放電は局所的なプラズマチャネルを生成し、温度は 8,000°Cから12,000°C. の範囲に達します。これにより、ワークピース表面の微細な材料が瞬時に溶けたり蒸発したりします。.
このプロセスは粒子ごとに材料を除去するため、非常に詳細な仕上げが可能です。高い精度を実現するために、いくつかの要因が寄与しています:
- 許容差能力: 私たちは、 +/- 0.005mm.
- 硬度への非依存性: の公差を実現できます。これは、熱による加工であり、機械的ではないため、硬化鋼、チタン、カーバイドも軟らかいアルミニウムと同じように加工できます。.
- 表面の完全性: 放電速度は調整可能で、特定の表面仕上げを生み出し、手作業による研磨の必要性を減らします。.
シンカーEDMを生産に利用する主な利点
MSマシニングでは、シンカーEDMを単なる予備手段としてだけでなく、従来の切削工具では不可能な特徴を持つ部品の主要な解決策として活用しています。あなたのプロジェクトで CNC精密部品 内部に標準のエンドミルでは到達できない特徴を持つ場合、このプロセスは高精度と再現性を提供し、高リスクな製造に最適です。.
複雑な幾何学形状や入り組んだ空洞に対する高精度
シンカーEDMの際立った能力は、回転工具の半径制限なく鋭い内部コーナー、深く薄いリブ、盲穴を作成できる点にあります。一方 5軸CNC精密部品の利点 複雑な外部輪郭には大きなメリットがありますが、シンカーEDMは内部の複雑さにおいて優れた選択肢です。.
- 厳しい公差: 私たちは常に非常に厳しい許容差を達成しています +/- 0.005mm.
- 鋭いコーナー: 丸型ミリングカッターでは不可能な内部の角を機械的に作り出します。.
- 深い空洞: 工具の振動やたわみなく、深く狭いスロットを効果的に加工します。.
優れた表面仕上げと二次加工の削減
私たちが最初に気付くメリットの一つは、 EDM加工サービス の表面仕上げの品質です。放電処理により均一でクレーターのような表面構造が形成され、潤滑剤を良く保持します。これは金型製作に理想的です。仕上げが非常に均一なため、手作業の研磨や二次仕上げ工程にかかる時間とコストを大幅に削減し、加工から最終組立までの流れを効率化します。.
硬金属や特殊合金の加工能力
硬さはシンカーEDMにとって制約ではありません。従来の加工では硬化した材料の加工が難しいのに対し、私たちの 放電加工 工程は導電性のある材料であれば硬さに関係なく容易に加工できます。.
- 素材の多用途性: 硬化鋼、チタン、カーバイド、特殊合金の加工も容易です。.
- 熱処理後の加工: 私たちは部品を 後に 熱処理後に加工でき、熱処理による寸法歪みのリスクを排除します。.
従来のフライス加工と比較した場合の最小限の熱応力と歪み
シンカーEDMは非接触の加工方法です。作業物に物理的な工具が触れることはなく、これにより部品に機械的な力が全く加わりません。これは、薄壁や繊細な部品がCNC切削工具の圧力で曲がったり歪んだりする可能性がある場合にとって非常に重要です。ストレスを除去することで、最終的な部品が意図した形状を完全に保持し、高品質な生産ラインに不可欠な信頼性を提供します。.
産業全体におけるシンカーEDMの応用
MSマシニングでは、従来の切削方法が限界に達したときにシンカーEDM(放電加工)を導入しています。非常に硬い材料や、回転工具では物理的に切削不可能な形状に対応するために、このプロセスは高リスクな製造の基盤となっています。複雑な金型の作成から、飛行機の重要なハードウェアの製造まで、私たちは EDM加工サービス 複雑な設計を材料の完全性を損なうことなく実現可能な現実にします。.
射出成形用金型・ダイの製造
シンカーEDMの最も一般的な用途は、金型やダイの作成です。プラスチック射出成形やダイカスト用の金型を製作する際、シャープな内部コーナーや深く薄いリブを持つブラインドキャビティを加工する必要があります。これらの特徴は、丸エンドミルでは実現できません。.
- 硬化鋼との適合性: 金型キャビティを加工します 後に 熱処理を行い、軟鋼を加工した後に硬化させる際に生じる歪みのリスクを排除します。.
- 複雑なキャビティ: 電極は、最終的なプラスチック部品を定義する複雑なネガティブスペースを形成するように成形できます。.
これを当社の CNC生産加工 幅広い能力と統合することで、完全な金型ソリューションを提供し、プレスに準備された状態にします。.
高精度が求められる航空宇宙部品
航空宇宙分野では、失敗は許されません。私たちはシンカーEDMを使用して CNC精密部品 インコネル、チタン、ワスパロイなどの特殊超合金から作られた部品を製造しています。これらの材料は、高い耐熱性と硬さのため、従来の切削工具では加工が非常に難しいです。.
- ストレスフリーの加工: シンカーEDMは非接触のプロセスであるため、部品に機械的なストレスを与えず、重要な航空宇宙部品の構造的完全性を保ちます。.
- 高精度: ターボブレード、燃料システム部品、アクチュエータ部品などに必要な±0.005mmの高い寸法精度を実現します。.
医療機器および精密計測器部品
医療製造には無菌性、生体適合性、そして極めて高い精度が求められる。シンカーEDMは、表面仕上げと精度が最も重要な外科器具、インプラント、診断機器の部品の製造に理想的である。.
- バリフリーの結果: フライス加工とは異なり、EDMはバリを残さないため、部品の形状を変更する可能性のある手作業によるバリ取りの必要性を減らします。.
- 精巧な詳細 それにより、骨の成長を促進したり正確な機械的機能を実現したりするための、ステンレス鋼やチタンのインプラントにおいて、微細で複雑な特徴を作り出すことが可能になります。.
自動車用高精度部品
自動車産業は高大量・高摩耗部品の製造にスインカーEDMを依存しています。私たちは、この技術を用いて、優れた硬度と表面の一貫性を必要とする部品を製造しています。.
- 燃料噴射システム: 効率的な燃料霧化のために必要な微細な穴や通路を作成する。.
- トランスミッション部品: 硬化された歯車のスプラインとキー溝の加工.
これらのアプリケーションをサポートするために、私たちはしばしば私たちの CNC銅加工サービス EDMプロセスに必要な高導電性電極を製造し、電極から最終的な鋼部品まで品質を管理します。.
サインカー放電加工の性能と品質に影響を与える要因

厳しい公差を達成すること +/- 0.005mm MSマシニングで約束することは、単に適切な機械を持つことだけではありません。いくつかの重要な変数を正確に制御する必要があります。 放電加工, 完璧な部品とスクラップ部品の違いは、多くの場合、工具、ワークピース、環境の相互作用をどれだけうまく管理できるかにかかっています。私たちはこれらの要素をどのように制御して、一貫した品質を確保しているかをご紹介します。.
電極材料、形状、摩耗
電極はサインカ―EDMにおいて切削工具として機能し、作りたいキャビティの「ネガティブ」イメージを形成します。熱侵食を伴うプロセスのため、電極自体も摩耗します。電極があまりに早く劣化すると、最終的な形状に影響を与えることがあります。 精密CNC部品 妥協されることになる。.
私たちは通常使用します グラファイトまたは銅 電極は高い導電性と耐摩耗性を提供するために使用されます。電極が私たちの厳しい基準を満たすことを保証するために、私たちはしばしば 高度な計測機器を利用した これらの工具を極めて正確に製作し、放電加工機に触れる前に仕上げます。.
- コーナー摩耗: 電極の鋭い角は最も早く摩耗し、ワークピースの内部コーナーを丸めることがあります。.
- 表面品質: グラファイト電極の粒子サイズは、金型や部品の表面仕上げに直接影響します。.
- 設計許容差: 電極のサイズは、“スパークギャップ”(過焼き)を考慮して、希望するキャビティよりわずかに小さく設計します。.
パルス設定、電流、電圧パラメータ
電源設定は、除去速度と仕上がりの品質を決定します。ここで私たちのエンジニアリングの専門知識が大きな役割を果たします。電流(アンペア)とパルス持続時間のバランスを取り、材料を傷つけずに最適な切断を実現します。.
| パラメータ | 機能 | 品質への影響 |
|---|---|---|
| 電流(アンペア) | 各スパークのエネルギーを制御します。. | 高い電流は金属をより速く除去します(荒削り)ですが、表面は粗くなります。仕上げには低い電流が使用されます。. |
| パルスオン時間 | 1サイクルあたりの電流の流れる時間。. | オン時間が長いほど除去速度は上がりますが、熱影響域(HAZ)が大きくなります。. |
| パルスオフ時間 | スパーク間の一時停止で、デブリを排出します。. | 短すぎると、デブリがアーク(短絡)を引き起こします。長すぎると、サイクル時間が不必要に増加します。. |
| ギャップ電圧 | 点火ギャップの距離を調整します。. | 電極とワークピースの間の正確な距離を維持し、安定した加工を実現します。. |
ワークピースの材料と熱伝導率
シンカーEDMは、硬さに関係なく導電性材料を切断できる点でユニークです。硬化鋼、チタン、カーバイドなど、従来の切削工具を破壊してしまう材料を頻繁に加工します。ただし、ワークピースの物理的特性は依然として加工に影響します。.
融点が高く熱伝導率が低い材料は、侵食により多くのエネルギーを必要とします。例えば、炭化物の加工にはアルミニウムとは異なる設定が必要です。非接触のプロセスであるため、機械的なストレスを排除できますが、熱に敏感な合金に微細亀裂を生じさせないように、熱入力を慎重に管理する必要があります。.
誘電体液管理とろ過
絶縁液(通常は炭化水素油)は、3つの重要な役割を果たします:イオン化電圧に達するまで絶縁体として機能し、工作物を冷却し、侵食された粒子を洗い流します。.
適切なろ過は高品質にとって不可欠です EDM加工サービス. 液体が汚れている場合、油に浮遊する導電性粒子がギャップを橋渡しし、二次放電(アーク放電)を引き起こし、部品の表面にくぼみを作ることがあります。私たちは絶縁液を清潔に保ち、温度管理された厳格なろ過システムを維持しており、すべての火花が正確に予測通りに動作することを保証します。.
シンカーEDMのコストと生産に関する考慮事項
コスト構造を理解すること 放電加工 (EDM)は、品質を犠牲にせずに予算内でプロジェクトを進めるために不可欠です。MSマシニングでは、単に価格を見積もるだけでなく、効率の悪さではなく価値に対して支払っていることを保証するために工程を設計します。スインカーEDMは高精度のために高級なサービスと見なされることが多いですが、複雑または硬化した部品に適切に適用すれば、実際には総生産コストを削減することができます。.
シンカーEDMが他の加工方法と比べてコスト効果的な場合
シンカーEDMは、従来の切削工具が物理的な限界に達したときに最もコスト効果の高いソリューションとなります。硬化鋼、チタン、または特殊合金を加工する場合、標準のエンドミルは早く摩耗したり破損したりし、高額な工具費用や廃棄部品の原因となります。シンカーEDMは機械的な力を排除し、これらの硬い材料を工具破損のリスクなく加工することを可能にします。.
また、鋭い内部コーナーや深くて薄いリブが必要な部分については、, 、私は はしばしばです ただし 実行可能な選択肢。これらの幾何学を標準的な方法で実現しようと試みる CNCミリングマシン マイクロツールと非常に遅い送り速度が必要となり、機械の稼働時間が増加します。これらの状況では、放電加工の方がより速く、信頼性も高いです。.
大量生産におけるサイクルタイムと効率化の戦略
Sinker EDMは一般的に従来のフライス盤より遅いですが、私たちは標準の3〜7日以内のターンアラウンドタイムを維持するために特定の戦略を採用しています。効率性は EDM加工サービス にかかっており、スマートな電極管理とダウンタイムの最小化によって実現しています。.
- マルチ電極セットアップ: 粗加工用電極を使用して素早く材料を除去し、仕上げ用電極で完璧な±0.005mmの許容範囲を実現します。.
- バッチ処理: タンク内で複数の部品を同時に処理することで、絶縁液とセットアップ時間の効率を最大化します。.
- 自動化: ISO 9001:2015認証のワークフローにより、焼き入れサイクルが開始されると中断なく実行され、大型注文の“ライトアウト”製造の可能性を実現します。.
工具および電極製作コスト
ワイヤーEDMはワイヤースプールを使用しますが、Sinker EDMは通常、グラファイトまたは銅で作られたカスタム形状の電極を必要とし、キャビティを形成します。これにより、電極自体の製作に前払いの工具コストがかかります。.
しかし、このコストはプロセスの長寿命によってしばしば相殺されます。高品質のグラファイト電極は複数回の 精密CNC部品 を生産でき、交換の必要がなくなります。複雑な3Dキャビティの場合、1つの電極の加工コストは、硬いワークピース上で複数の高価なカーバイドカッターを破損させるコストよりもはるかに低く抑えられます。私たちは電極設計を最適化し、最大の使用と最小の廃棄を実現します。.
品質、速度、コストのバランスを取った生産ワークフロー
成功するプロジェクトの鍵は、いつSinker EDMを使用し、いつ他の方法に頼るべきかを知ることです。私たちはしばしばハイブリッドアプローチを推奨します。CNCフライス盤を使用して大部分の材料を除去し、その後、細部や最終表面仕上げのためにSinker EDMに切り替えます。.
このアプローチにより、フライス加工の速度とEDMの精度を両立できます。 プロトタイプの作り方 または本格的な生産に移行する際も、これらの要素のバランスを取ることで、高精度の部品を不要なコストをかけずに得ることができます。私たちのエンジニアリングチームは、すべての設計をレビューし、最も効率的な製造経路を提案します。.
Sinker EDMを製造に統合するためのベストプラクティス
最高の性能を引き出すための熱処理 EDM加工サービス, 、それはあなたの広範な生産ワークフローに戦略的に組み込むことが不可欠です。MSマシニングでは、Sinker EDMを単なる個別の作業と考えるのではなく、標準的な加工を補完し、従来のカッターでは到達できない形状を実現する重要な仕上げ工程と見なしています。.
EDM用設計:部品の形状最適化による加工性向上
Sinker EDM用の設計は、フライス加工用の設計とは異なる考え方が必要です。形成された電極を使用して材料を侵食するため、設計は電極の形状と絶縁液の洗浄を考慮しなければなりません。.
- 電極摩耗の考慮: 極端な精度を達成することは可能ですが、電極は摩耗します。一定のドラフト角を持つキャビティを設計することで、精度を維持し、電極の寿命を延ばすことができます。.
- フラッシングチャネル: 深いキャビティの場合、流体循環を十分に確保できるジオメトリを設計し、デブリを洗い流す必要があります。適切でないフラッシングはアーク放電や表面欠陥の原因となります。.
- 材料選択: 私たちは幅広い 金属部品の材料, 材料を加工できます。これには、焼き入れ前の鋼や特殊合金も含まれます。熱処理前に適切な材料を選択することで、EDM工程での時間を大幅に節約できます。.
複雑な部品のためのEDMとCNCフライス盤または研削の組み合わせ
製造の効率性は、適切な段階で適切な工具を使用することから生まれます。シンカーEDMは、その遅い速度のために大量の材料除去にはほとんど使用されません。代わりに、速度と精度を最大化するためにハイブリッドアプローチを採用しています。.
- 粗加工 via CNC: CNCフライス盤を使用して、金属が柔らかい状態の間に大部分の材料を除去します。.
- 熱処理: 部品は必要な仕様に硬化されます。.
- 仕上げ via シンカーEDM: シンカーEDMを使用して、硬化した材料に複雑な特徴、鋭い内部コーナー、または深いリブを切り出し、歪みのリスクを避けます。.
このワークフローは、使用される電極の品質に大きく依存しています。私たちは、 精密な 加工グラファイト.
技術を用いて、お客様の正確な設計仕様に合わせたカスタム電極を作成し、最終焼き入れを完璧にします。
定期的なメンテナンスと較正による安定した結果の確保 +/- 0.005mm 厳密な公差を維持するには ISO 9001:2015 のメンテナンスプロトコルを厳守する必要があります。私たちの.
- 絶縁液の品質: 絶えず誘電液をフィルタリングし監視しています。清浄な液体は安定した電気放電と優れた表面仕上げにとって重要です。.
- 較正: 機械軸の定期的な較正は、生産工程全体で位置精度を維持することを保証します。.
- 電極検査: 火花が発生する前に、電極の寸法精度を検査し、結果を保証します。 CNC精密部品 あなたの正確な要件を満たします。.
シンカーEDMと精密製造の今後の動向
CNCおよび自動化生産ラインとの連携
シンカーEDMが独立した島として稼働していた時代は終わりつつあります。EDMユニットがより大きな生産セルに直接統合される完全自動化への大きな変化が見られます。ロボットが電極交換やワークピースのパレタイゼーションを担当し、「無人」生産を可能にしています。この接続性により、 CNC精密部品 手動の取り扱いミスなく、ミリングからEDMへの移行をシームレスに行います。高度な技術を活用して CNCエンジニアリングサービス, ショップはこれらのマシンを同期させることで、スピンドルの稼働時間と処理能力を最大化し、複雑なプロジェクトのリードタイムを大幅に短縮できます。.
リアルタイム監視とAI最適化を備えたスマートEDMシステム
機械知能は革命をもたらしている 放電加工. 最新のシステムは、スパークギャップと放電条件をリアルタイムで監視するAIアルゴリズムを搭載しています。あらかじめ設定されたパラメータだけに頼るのではなく、機械は「感知」し、安定性を維持するために即座に調整します。.
- 適応制御: アーク放電やワイヤーブレークを防ぐために、通電時間と遮断時間を自動的に調整します。.
- 予知保全: センサーは部品の故障前にオペレーターに警告を出し、ダウンタイムを防ぎます。.
- 工程最適化: システムは過去のカットから学習し、今後のバッチの速度と仕上がりを最適化します。.
電極材料と加工効率の進歩
私たちはまた、電極に使用される材料の大幅な改善を目の当たりにしています。新しい高密度グラファイトや特殊な銅合金は、耐摩耗性に優れており、電極の形状を長く保つことができます。これは、 精密CNC部品 必要な電極の数を減らしながら、厳密な公差を維持するために重要です。これらの材料の進歩と高速発電機技術の組み合わせにより、 EDM加工サービス より短時間でより細かい表面仕上げを実現できます。非常に小さく複雑な形状の特徴には、これらの先進材料と マイクロCNC加工 の能力を組み合わせることで、最高レベルの詳細と精度を確保します。.