鋳造品の制限事項
投資鋳造は優れたほぼ仕上げ形状能力を提供しますが、鋳造品はしばしば本質的な制限を持ち、追加の機械加工なしでは使用性に影響を与えることがあります。これらの制限を理解することは、鋳造後のCNC機械加工を計画する際に重要です。.
一般的な許容差
- 鋳造品の許容差は、部品のサイズや複雑さに応じて通常±0.010インチから±0.030インチの範囲です。.
- これらの許容差は、密着やベアリング面などの高精度用途には通常緩すぎます。.
- 金属の収縮、金型のばらつき、加工中の取り扱いによって変動が生じることがあります。.
表面仕上げの懸念
- 鋳造品の表面仕上げは通常、125から250マイクロインチRaの範囲にあります。.
- 粗い表面は密封、摩耗、組み立て品質に影響し、二次仕上げ作業が必要となる場合があります。.
- 一部の複雑な形状には、気孔や微小な含有物などの表面欠陥があり、機械加工や研磨が必要です。.
薄壁、深いポケット、ねじ、平坦性の問題
- 薄壁は熱応力や取り扱いによって歪むことがあり、寸法安定性を維持するには機械加工が必要です。.
- 深いポケットや内部の特徴は、しばしば壁厚が不均一であり、機能性のために正確な機械加工が必要です。.
- 鋳造後のねじや平坦面は、機能要件を満たすことは稀であり、ねじはタッピングやねじミリングが必要で、平坦性の修正は機械加工で行われます。.
基準点と位置決めの課題
- 鋳造品は通常、金型成形過程から正確な基準点を持たないため、製造者はCNC設定時に基準点を確立する必要があります。.
- 位置や向きの不一致は、設定時間を増加させ、最終部品の精度に影響を与えることがあります。.
- 基準点の移行戦略は、設計意図に沿った機械加工を確保するために不可欠です。.
これらの鋳造品の制限を認識することで、航空宇宙、医療、防衛、その他の産業で求められる性能と品質基準を満たすために、鋳造後のCNC機械加工が必要なタイミングと方法を判断できます。.
鋳造後のCNC機械加工はいつ必要ですか?

すべての鋳造投資 casting が CNC 加工を必要とするわけではありません。主に用途と最終部品の精度に依存します。航空宇宙、医療、防衛、火器、高圧バルブなどの業界では、より厳しい公差、複雑な形状、表面仕上げが求められることが多く、鋳造だけでは信頼性の高い仕上げが難しい場合があります。.
以下は、鋳造後の機械加工が必要かどうかを判断するための簡単なチェックリストです:
- 機能要件: 部品に正確な穴位置、厳しい寸法公差、または滑らかなベアリング面が必要ですか?
- 外観ニーズ: ポリッシュされたり、完璧な表面仕上げが重要ですか?それとも微細な鋳造のテクスチャーで許容されますか?
- 組立適合性: 組立や結合部品のためにねじ、フラット面、またはインターフェース機能が必要ですか?
- 構造的完全性: 機械加工は鋳造欠陥を除去したり、重要な部分の疲労強度を向上させるのに役立ちますか?
最良の判断方法は、これらのニーズと CNC 加工のコストおよびリードタイムを比較することです。シンプルなコスト・ベネフィットマトリックスを使用して、鋳造後の加工コストと、ソリッドバーや鍛造からの加工などの代替方法とを比較できます。多くの高精度分野では、ポスト鋳造 CNC の追加コストは、性能向上とスクラップ率の低減によって正当化されます。.
迷っている場合は、精密 CNC ミリングやターンなどの方法で鋳造部品を大幅に改善でき、航空宇宙投資 casting 加工仕様や医療機器の要求を満たすことができます。この明確さにより、不必要な加工に過剰に費やすことを防ぎ、重要な部分の品質を確保できます。.
投資 casting 部品に対して一般的に行われる CNC 操作
投資 casting 部品の後処理のための CNC 加工は、厳しい公差を満たし、鋳造面を改善するためのさまざまな正確な操作を含みます。一般的な加工作業は次のとおりです:
- フェースミリング 平坦で正確な基準面を作成し、さらなる加工の信頼できる基準として機能させるために使用します。.
- 精密ボーリング ベアリングジャーナルやシール径のために、適切なフィットと機能を確保します。.
- CNC旋盤 シャフト、フランジ、円筒形の特徴に対して、正確な寸法と滑らかな仕上げを実現します。.
- ねじミリングまたはタッピング, 内部および外部の両方で、直接鋳造が難しい可能性のあるねじを追加または改善するために。.
- ドリリングおよびリーマー加工 組み立てや流体の流れに不可欠なクロスホールや通路の加工。.
- 輪郭ミリング 複雑な形状や深いポケットの加工で、良好な精度で鋳造するのが難しい場合が多い。.
- 研削またはホーニング 表面仕上げを向上させ、粗さを低減し、厳しい機能要件を満たすための最終工程として。.
これらの工程は、投資鋳造の優れた近似形状能力と、航空宇宙や医療機器などの産業で必要とされる正確な精度とのギャップを埋めるのに役立ちます。先進的な 高精度CNCフライス加工サービス を活用することで、各特徴が厳しい仕様を満たし、不必要な遅延やコストを避けることができます。.
重要な工程計画の考慮事項

適切な計画は、投資鋳造部品の後処理のためのCNC加工の成功の鍵です。以下は、考慮すべき重要な要素です:
- ワックスパターンの加工余裕: ワックスパターンを作成する際には、正確な加工余裕を追加することが重要です。これにより、鋳造後のCNC加工に十分な材料が残り、サイズ不足や過剰な研削を避けることができます。.
- 熱処理のタイミング: 熱処理を加工前に行うか後に行うかの決定は、寸法安定性と工具の摩耗に影響します。加工前の熱処理は応力を低減しますが、歪みを防ぐために追加の余裕が必要になる場合があります。加工後の熱処理は最終的な許容差や表面仕上げに影響を与えるため、合金や用途に応じて選択します。.
- 治具とワークホルディング戦略: 投資鋳造品は不規則な形状を持つことが多く、CNC加工中の保持が難しい場合があります。カスタム治具の設計や柔軟なワークホルディングソリューションが必要で、変形や振動を防ぎつつ、精度を維持します。.
- 鋳造から加工された特徴へのデータム転送: 正確なデータム参照は、厳しい許容差を維持するために重要です。鋳造品上に信頼できるデータムポイントを設定し、それを加工に転用することで、一貫した位置決めと品質を確保します。.
- 薄壁鋳造品の歪み最小化: 薄壁は機械加工や熱処理中に歪みやすいです。慎重な工程の順序付け、切削力の低減、機械加工中の戦略的サポートにより、歪みやスクラップ率を最小限に抑えることができます。.
これらの要因に事前に対処することで、スムーズな生産、より良い品質、予期せぬトラブルの減少につながります。ステンレス鋼の鋳造部品の機械加工について詳しく知るには、当社の詳細な情報をご覧ください。 ステンレス鋼投資鋳造ガイド.
材料別の機械加工の課題と解決策
鋳造用投資鋳造に使用されるさまざまな材料には、CNC機械加工に関して独自の課題があります。これらを理解することで、一般的な問題を回避し、コストを抑えることができます。.
ステンレス鋼(17-4PH、316L)
これらの合金は広く使用されていますが、硬さや作業硬化特性のために工具にとっては厳しい場合があります。効果的に加工するには:
- 鋭く耐摩耗性の高いカーバイド工具を使用してください。.
- 過度な熱を防ぐために一定の中程度の切削速度を維持してください。.
- 冷却液の流量を高く保ち、熱損傷やチップの溶着を防ぎます。.
より詳細なアドバイスについては、専門家のガイダンスをご覧ください。 ステンレス鋼のインベストメントキャスティング.
アルミニウム鋳造品
アルミニウムは柔らかいですが、ビルドアップエッジ(BUE)が発生しやすく、材料が切削工具に付着します。これにより表面仕上げが悪化し、切削が不均一になります。BUEを避けるには:
- 鋭い工具と正のリーディングアングルを使用してください。.
- TiNやTiAlNなどのコーティングを選び、付着を減らします。.
- 適切な切削速度と送り速度を維持してください。.
ニッケルおよびコバルト合金(インコネル718、ハステロイ)
これらのスーパーアロイは高温での強度で知られていますが、作業硬化しやすいです。工具の摩耗も課題となるため、
- コーティングされたカーバイドやセラミックなどの特殊な工具材料を使用してください。.
- 熱の蓄積を抑えるために低速の切削と高い送り速度を採用してください。.
- 複数回のパスを計画し、切削刃に過度な負荷をかけないようにしてください。.
詳細な加工戦略については、当社のサービスをご覧ください ハステロイCNC加工.
チタン鋳造品
チタンは軽量で強度がありますが、熱に敏感です。チップの制御が重要であり、チップは長く糸状になりやすいため、工具の損傷や表面の問題を引き起こす可能性があります。最良の方法は次のとおりです:
- 高圧クーラントを使用してチップを迅速に排除します。.
- 鋭利な工具を中程度の速度で使用して熱の発生を抑えます。.
- サイクル加工やピックドリリングを採用してチップの流れを断ちます。.
これらの材料固有の課題に適切な計画と工具を用いて対処することで、投資鋳造部品のCNC加工はさまざまな合金で信頼性が高くコスト効果の高いものとなります。.
MSマシニングが鋳造部品で優れた結果をもたらす方法
MSマシニングでは、先進の4軸および5軸ミリング能力を備えた投資鋳造部品の後処理用CNC加工を専門としています。これにより、複雑な形状や厳しい公差の投資鋳造の特徴を一度のセットアップで処理でき、取り扱いミスを減らし効率を向上させます。社内の測定ラボにはCMMや表面仕上げ測定ツールを備えており、すべての鋳造品が正確な仕様を満たすか超えることを保証します。また、不規則な鋳造形状をしっかりと保持できる鋳造専用の治具を使用し、データの伝達を正確に行い、加工中の歪みを最小限に抑えます。.
私たちの結果は証明しています — 最適化されたプロセスと精密加工サービスにより、クライアントのスクラップ率を40〜60%削減しました。さらに、効率的なワークフローによりリードタイムを短縮し、競争力のあるコスト基準を提供しているため、航空宇宙、医療、防衛産業にとって投資価値の高い後鋳造CNC加工となっています。詳細な能力については、少量多品種の製造ニーズに最適な5軸ミリングソリューションをご覧ください。.
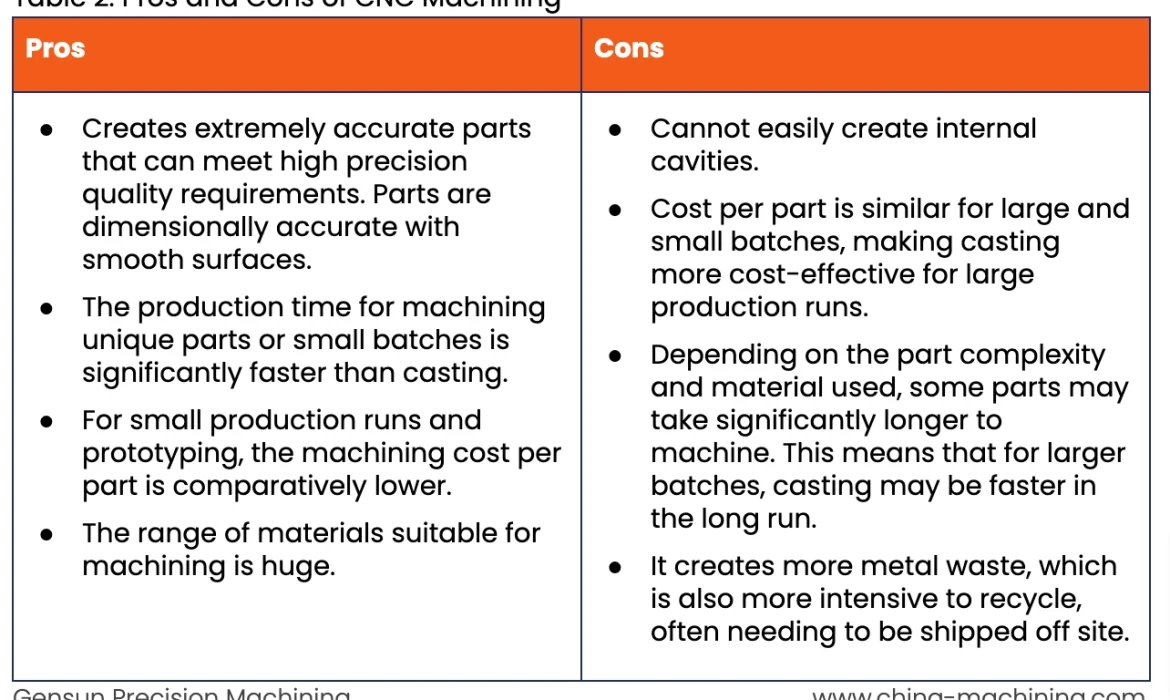
コストの影響:鋳造+CNCと完全な固体からの機械加工

投資鋳造と後処理のCNC加工を選ぶか、完全に固体から部品を機械加工するかを決める際、コストは非常に重要です。以下に、選択肢を比較するための簡単な内訳を示します:
| 決定要因 | 少量バッチの1個あたりのコスト | 中量バッチの1個あたりのコスト | 高い複雑さの1個あたりのコスト |
|---|---|---|---|
| 鋳造+CNC | 初期工具費用が低い;1個あたりの加工コストが高い | 工具と加工コストのバランスが取れている | 材料の無駄が少なく、複雑な形状に対してコスト効果的 |
| 削り出し | 特に複雑な形状の場合、材料費と加工費が高額になる | 量産によりコストは下がるが、依然として高価 | 加工時間と材料の無駄が多いため、非常に高額 |
重要ポイント:
- 少量生産の場合: 削り出しによる完全加工は、材料の無駄が多く、段取り時間が長いため、コストが高くなる傾向があります。.
- 中量から大量生産の場合: インベストメント鋳造とCNC加工の組み合わせは、鋳造金型費用が償却され、加工が重要な特徴に集中するため、通常はより費用対効果が高くなります。.
- 複雑な部品の場合: 鋳造後のCNC加工を組み合わせることで、加工時間とスクラップを削減しつつ、厳しい公差と高い表面仕上げを維持できるため、この点で優れています。.
損益分岐点分析 厳しい公差と複雑な形状を持つ部品の場合、中程度の生産量に達すると、インベストメント鋳造とCNC加工の組み合わせが通常、コスト削減につながることを示しています。非常に単純な形状や極めて少量生産の場合、単価が高くても削り出し加工の方がより直接的な場合もあります。.
これらのコストトレードオフを事前に理解することで、品質、リードタイム、予算のバランスを取りながら、製造戦略を最適化するのに役立ちます。鋳造部品の効率的な加工に関する詳細については、精密CNC加工サービスを検討することで、関連するプロセスについてより深い洞察を得ることができます。また、当社の内訳もご確認ください。 炭素鋼から作られたCNC加工部品 材料ごとのコストに関する参考情報として。.
鋳造品を加工に送る前のベストプラクティスチェックリスト
インベストメント鋳造部品を鋳造後のCNC加工に備えて準備することで、時間、コスト、そして将来的な問題を節約できます。加工前に鋳造品が適切に準備されていることを確認するための8つのチェックリストを以下に示します。
- 明確な図面注記: すべての重要寸法、公差指示、表面仕上げ要件を含めます。正確な特徴位置のために、データムと基準点が明確に定義されていることを確認してください。.
- 削り代の指示: 図面またはワックスパターンに加工代を指定します。適切な加工代は、予期せぬ材料不足や過剰な加工を避けるのに役立ちます。.
- 熱処理状態: 熱処理が機械加工の前または後に行われるかを明確に記載してください。これは機械加工の戦略や歪み制御に影響します。.
- 材料仕様: 合金グレードおよび、時効硬化や表面硬化など機械加工に影響を与える特殊処理やコーティングを確認してください。.
- 特徴の識別: ベアリング座、ねじ、シール面など、精密加工が必要な特徴を強調し、工程計画の優先順位を決定します。.
- 治具および基準点の参照: 利用可能な場合は、治具点や基準点に関する提案や要件を提供してください。これは不規則な形状のためのカスタム治具設計に役立ちます。.
- 表面仕上げの期待値: シール面や接触面など、機械加工後に表面仕上げの改善が必要な箇所を指摘してください。.
- 部品数量と改訂管理: バッチサイズや図面の改訂バージョンを含め、工具の必要性を予測し、生産中の混乱を避けるために役立ててください。.
このチェックリストに従って投資鋳造品をCNC機械加工前に準備することで、工程を効率化し、コストのかかる遅延やスクラップを削減できます。精密治具や基準点が機械加工の成功に与える影響について詳しくは、当社のガイドをご覧ください。 5軸CNC加工サービス.