プロトタイプ射出成形の特徴は何か?
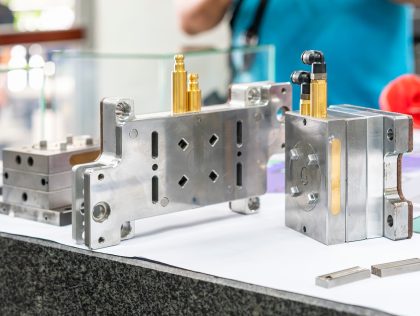
速度と材料の精度は製品開発における最大の課題です。. プロトタイプの射出成形 迅速な金型戦略を活用して、デジタル設計と量産のギャップを埋めます。従来の硬化鋼を加工するために数ヶ月かかる生産用金型とは異なり、私たちは アルミニウムの試作品型 または軟鋼を使用します。このアプローチにより、私たちの 5軸CNC加工 能力を活用して金型インサートを迅速に切削でき、リードタイムを大幅に短縮しながら、最終製品の機械的特性を模倣した部品を提供します。.
プロトタイプと量産用射出成形の比較
迅速な反復と本格的な生産の決定を行うエンジニアリングチームにとって、トレードオフを理解することは重要です。こちらが 迅速なプロトタイプ射出成形 と標準的な生産方法との比較です:
| 特徴 | 試作射出成形 | 量産用射出成形 |
|---|---|---|
| 工具材料 | アルミニウム(7075)または軟鋼(P20) | 硬化工具鋼(H13、S7) |
| リードタイム | 1〜4週間 | 8〜16週間 |
| 生産量範囲 | 25〜1,000+部品 | 10万〜数百万部品 |
| 1つあたりのコスト | 高い(少量の償却による) | 最も低い(規模の経済) |
| 金型コスト | 低(ブリッジ工具) | 高(資本投資) |
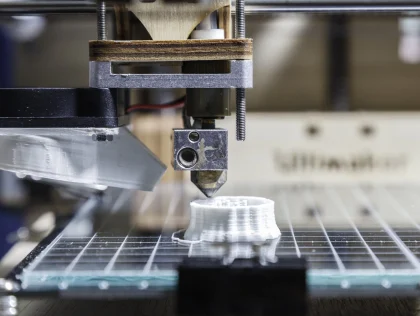
プロトタイプ工具を3Dプリントより選ぶタイミング
3Dプリントはコンセプトモデルに優れていますが、機能試験に必要な構造的完全性を欠くことが多いです。. プロトタイプの射出成形 設計に次の特徴がある場合は、 複雑な形状, 深いアンダーカットや 薄壁 実際の熱可塑性樹脂の流動ダイナミクスを必要とする場合に最適です。.
さらに、, 少量の射出成形 は、最終製品と同じ表面仕上げと材料挙動を提供します。層線や異方性の弱さに悩まされるプリント部品とは異なり、成形部品は等方性の強度と正確な表面テクスチャを持ちます。これは、スナップフィットやリビングヒンジ、化学耐性を検証するために重要であり、高価な生産用鋼に投資する前に行います。.
製品開発チームのための主な利点
製品開発者にとって、CADモデルと実物部品の間のギャップはしばしばプロジェクトの停滞を招きます。私たちはそれを埋めるために 迅速なプロトタイプ射出成形 を活用し、開発サイクルを加速し、設計を確実に検証します。このプロセスは、精度と材料特性が譲れない場合に、3Dプリントよりも明確な利点を提供します。.
市場投入までのスピード
高速な製造環境において、市場に最初に出ることが重要です。私たちはリードタイムを大幅に短縮し、数日から数週間で部品を提供します。これは、完全な生産用鋼工具に通常必要な数ヶ月と比較して、迅速な設計の反復を可能にし、プロジェクトをスケジュール通りに進めることができます。.
機能性および規制適合性の試験
最終使用環境のシミュレーションは非常に重要です。壊れやすい3Dプリントモデルとは異なり、私たちのプロトタイプは 生産グレードの材料, を使用しており、高性能熱可塑性樹脂や金属を含みます。これにより、厳格な機能試験が可能となり、耐久性基準や規制遵守を満たすことを確認した上で大量生産に進むことができます。.
コスト効率と少量生産
私たちは、すぐに何百万もの部品が必要ないことを理解しています。私たちのプロセスは 少量の射出成形, 、25から1,000以上のユニットの小規模な生産にも対応しています。私たちの 精密CNC加工サービス を利用してアルミニウムや軟鋼の橋梁型金型を切削し、初期コストを抑えつつ、設計の反復に合わせて金型を修正できるようにしています。.
リスク削減
潜在的な故障ポイントを早期に特定することが、投資を守る最良の方法です。. 試作金型 は、コンピュータシミュレーションでは見逃しがちな問題を明らかにします。例えば:
- 収縮跡 厚い部分での
- 反り 不均一な冷却による
- 材料の収縮 許容範囲に影響を与える
これらの欠陥を 設計検証 段階で発見することで、大量生産時の高コストなやり直しや金型修正を防ぎます。.
医療および歯科業界の用途

医療および歯科分野では、コンセプトから臨床使用までの道のりは厳格な試験を経て進められます。私たちは 医療機器の試作 デジタルデザインと物理的現実の間のギャップを埋め、大量生産が始まる前にすべてのコンポーネントが厳格な規制基準を満たしていることを確認します。このプロセスは、リスクのない環境で人間工学、適合性、および機能を検証するために不可欠です。.
当社のアプローチは、以下を含む複雑なアセンブリの開発をサポートします。
- 手術器具: グリップと操作性をテストするためのハンドルと内部機構のプロトタイピング。.
- 診断装置ハウジング: ガス分析装置のような高感度電子機器用の耐久性のある筐体の作成。.
- 内視鏡および歯科用ツール: 高精度を要求される複雑な内部形状を持つコンポーネントの製造。.
ここでの主な利点は、 最終生産部品の特性を模倣した生体適合性コンポーネント を製造できることです。ブリッジツーリングを利用する場合でも、直接プロトタイプを機械加工する場合でも、厳密な公差を維持することは譲れません。 カスタムCNC加工 高精度金型インサートに活用することで、薄肉やマイクロチャネルなどの複雑な特徴が絶対的な一貫性を持って再現されることを保証します。このレベルの精度により、エンジニアリングチームは機能テストと規制検証に自信を持って進むことができます。.
航空宇宙および防衛産業アプリケーション
航空宇宙および防衛分野では、精度と信頼性は単なる目標ではなく、必須要件です。当社は、 プロトタイプ射出成形アプリケーション を活用して、飛行および戦闘環境の厳しい要求を満たす軽量で高強度のコンポーネントを開発しています。このプロセスは、フィッティング、燃料ノズル、アクチュエーターなどの複雑な部品の設計を、本格的な生産が始まる前に検証するために不可欠です。.
当社のAS9100D認証は、当社がサポートするすべてのプロトタイプが最高の品質基準を満たしていることを保証します。 ニアネットシェイプ製造 の原則を利用することで、エンジニアが大幅な軽量化と材料効率を達成するのを支援します。これらは燃費とペイロードの最適化にとって極めて重要です。.
航空宇宙および防衛プロジェクトの主な利点は次のとおりです。
- 機能検証: テスト 航空宇宙用射出成形部品 過酷な運転条件下での振動耐性と熱安定性のために。.
- 複雑な形状: 一から加工が難しい複雑な非構造部品を作成。.
- リスク軽減: 設計サイクルの早い段階でフィッティングやハウジングの潜在的な故障ポイントを特定。.
私たちは高度な試作能力と専門的な技術を組み合わせて CNC航空宇宙加工サービス ブリッジツーリングとマスターパターンを提供し、試作品を量産準備完了にします。単一のテストユニットや現場試験用の少量生産が必要な場合でも、ミッション成功に必要な精度を提供します。.
自動車産業向けアプリケーション
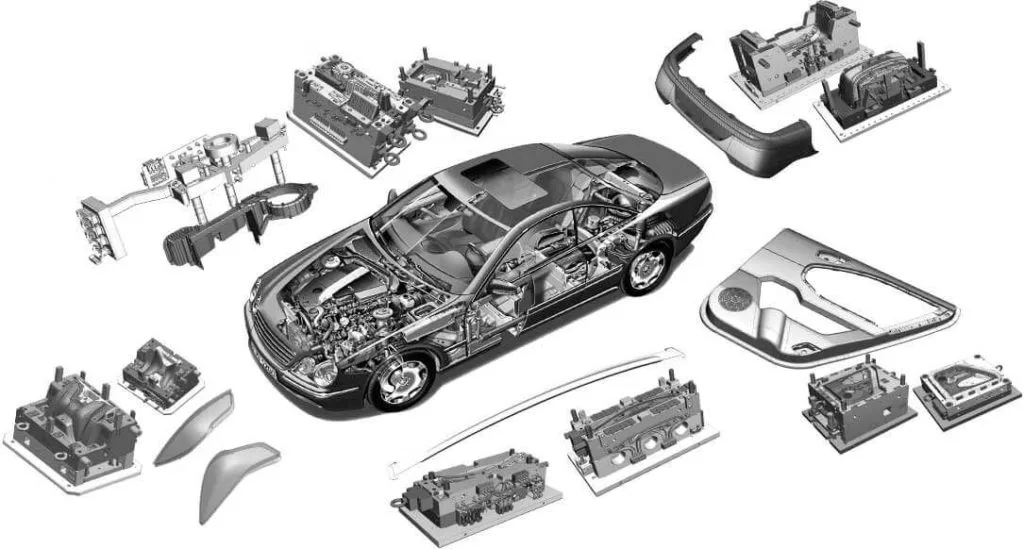
自動車業界は急速に進化しており、電動化への移行が加速する中、迅速で信頼性の高い検証の需要がこれまで以上に高まっています。私たちは、量産前に厳しい機能試験に耐える自動車用試作部品を製造し、エンジン部品、コネクター、センサーハウジングの試験において、ブリッジツーリングと高精度金型インサートを活用して、メーカーが生産グレードの材料を使用してテストできるよう支援します。.
私たちのプロセスは、耐久性、摩耗抵抗性、組み立て適合性の検証に焦点を当てており、設計段階の早期にこれらを確認します。このアプローチは、 迅速な試作の利点, を活用して、燃料システムや構造要素の潜在的な問題を数日で特定できるようにします。.
自動車の検証支援の主要分野は次の通りです:
- 流体・エンジンシステム: 複雑な バルブ本体 やマニホールドの試作を行い、流量と熱安定性を検証。.
- 電動化統合: バッテリー管理システム用の軽量かつ高強度のハウジングとコネクターを作成。.
- 機能試験: 振動や環境ストレス試験に耐える部品を製造し、設計が実用段階にあることを保証。.
コンシューマーエレクトロニクスおよび産業機器向けアプリケーション
高速で正確さが不可欠な消費者向けテクノロジーの世界で、私たちは製品開発チームをサポートし、 消費者向け電子機器の金型 に関するソリューションを提供しています。これらは、 小型化 と 熱管理. の重要なニーズに対応しています。次世代ウェアラブルや高度なロボティクスに取り組む際も、部品は完璧にフィットし、効果的に熱を放散して正しく機能する必要があります。.
私たちの能力により、以下の高精度部品や金型を製造できます:
- ヒートシンク および熱拡散器
- 複雑な コネクタ およびハウジング
- マイクロレベルの精度を必要とする 光ファイバーコンポーネント
- のエンクロージャー 外観の完璧さを追求した
エンクロージャー 産業用途では、堅牢な耐久性に焦点が移ります。私たちは、, 産業機器の試作品 (例:重作業用の, 治具や固定具 5軸CNC加工サービス 正確な複合橋工具と金型インサートを作成し、正確な複製を保証します。.
電子機器分野では、美観は機能と同じくらい重要です。機能的なプロトタイプは、ステークホルダーの承認を得るために最終製品と正確に一致する必要があります。私たちは高品質な表面処理を適用しています、 ステンレス鋼研磨サービス, 、すべてのエンクロージャーと可視コンポーネントが厳格な外観基準を満たしながら、正確な 組み立てフィット.
M&Sマシニングのプロトタイプ射出成形の専門知識
M&Sマシニングでは、初期設計と大量生産のギャップを埋める高度なソリューションを提供します。私たちの能力は 金属射出成形(MIM), にまで及び、プラスチック成形と同様の幾何学的複雑さを持つ高精度金属プロトタイプを生産でき、優れた材料特性を備えています。このプロセスは、金属の機械的性能を必要とする小さくて複雑な部品の作成に理想的です。.
精密とCNCサポート
私たちは、マシニングの基盤的な強みを活かし、成形プロセスをサポートします。私たちのチームは CNC加工の基礎 や高度な技術を利用して、橋工具を作成し、成形された部品を正確な仕様に仕上げます。.
- 公差: 私たちは通常、 ±0.3%から0.5%までの精密公差を実現します。.
- 幾何学: 私たちのプロセスは、 薄壁(0.5mm未満).
- 材料: の複雑な設計をサポートします。.
試作品から大量生産まで
私たちは、ステンレス鋼や鉄系合金を含む堅牢な材料を使用しています。 MIMおよび金属ベースのプロトタイピングを選択することは、プラスチックのみの代替品に比べて明確な利点を提供し、特に 鍛造合金の強度 を求める要求の厳しい機能試験に適しています。私たちは、少量のプロトタイピングから大量生産へのシームレスな移行を確保するためにサービスを構築しており、数百万ユニットへのスケールアップも可能です。必要に応じて または複雑な成形アセンブリの場合でも、当社のエンジニアリングサポートがお客様の製品の市場投入を確実にします。.
プロトタイププロジェクトの開始方法
立ち上げ 試作射出成形 プロジェクトには、単なるCADファイル以上のものが必要です。それは、設計が現実世界に対応できることを保証するための確固たる戦略から始まります。M&S Machiningでは、成形部品の成功は、材料が金型に入るずっと前に決定されると信じています。私たちは、厳密な計画と精密なエンジニアリングを通じて、デジタルコンセプトと物理的で機能的な部品との間のギャップを埋めることに注力しています。.
成形性に関する設計上の考慮事項
コストを抑え、生産速度を上げるためには、設計を成形プロセスに最適化する必要があります。ここで、製造性設計(DFM)が重要になります。私たちは、成形プロセスをよりスムーズにし、最終部品をより強くするための特定の形状調整を検討します。.
- 均一な壁厚: 壁の厚さを均一に保つことで、部品が冷却される際のヒケや反りを防ぎます。.
- ドラフト角度: 垂直な壁にわずかなテーパーを付けることで、部品が金型からスムーズに排出され、引きずりや擦り傷を防ぎます。.
- Rと角: 鋭い角を丸めることで、応力集中を減らし、材料の流れを改善します。.
- ゲート配置: 材料の最適な注入点を決定し、外観上の欠陥を最小限に抑え、金型が完全に充填されるように支援します。.
よくある落とし穴を避ける
よくある間違いは、 迅速な試作 設計を最初に検証せずに金型製作を急ぐことです。DFMレビューをスキップすると、後で費用のかかる手直しにつながることがよくあります。もう一つの落とし穴は、最終生産部品の機械的特性と一致しない材料をプロトタイプ用に選択することです。私たちは、お客様の 設計検証射出成形 が正確な性能データをもたらすように、適切な熱可塑性樹脂または金属合金の選択を支援します。.
MS Machiningとの提携ステップ
私たちとの協力は簡単です。私たちは、お客様のエンジニアリングチームの延長として機能し、複雑な製造要件を乗り越えるために必要なサポートを提供します。.
- エンジニアリングレビュー: 私たちはあなたの3Dモデルとプリントを分析し、潜在的な製造上の問題を特定します。.
- 金型戦略: あなたの量と複雑さに応じて、最適な金型アプローチを決定します。高精度を利用して CNC加工製造 厳しい公差を保持する金型インサートとマスターパターンを作成します。.
- 試作: 最初の部品のロットを製造し、レビュー、テスト、検証を行います。.
- 改良: テストに基づいて設計変更が必要な場合、私たちの5軸能力を活用して金型を迅速に修正できます。.
迅速な対応のためのコンサルティングと見積もり
製品開発において時間は通常最大の制約です。迅速に見積もりを得るには、重要な公差や表面仕上げの要件を指定した2D図面とともに、3D CADデータ(STEPまたはIGESファイル)を提供してください。私たちのチームは高度な 4軸CNC加工サービス を活用して複雑な金型形状の作成を加速します。私たちはAS9100D認証を取得しているため、航空宇宙や防衛用途に十分な厳格さを持つドキュメントと品質管理プロセスを備えており、見積もりから納品までのプロジェクトを遅延なく進めることができます。.
よくある質問(FAQ)
試作射出成形と量産射出成形の違いは何ですか?
主な違いは 金型の寿命 と 生産速度. にあります。試作射出成形は、通常、アルミニウムや軟鋼などの柔らかい金型材料を使用して、テストと検証のために迅速に部品を製造します。これにより、 少量の射出成形 25から数千個のロットを生産できます。対して、量産成形は、数百万サイクルに耐えるように設計された硬化鋼の金型を使用し、長期的な耐久性に焦点を当てています。.
試作射出成形の金型のコストは量産金型と比べてどれくらいですか?
試作金型ははるかに手頃な価格で、しばしば 50%から80%少ない コストで済みます。私たちは数百万サイクルに耐えるためのエンジニアリングを必要としないため、コスト効率の良い材料と簡素化された設計を使用できます。この投資の削減により ブリッジツーリング射出成形 スタートアップやエンジニアリングチームが予算を超えずに設計を検証する必要がある理想的な戦略。.
試作品の射出成形に生産グレードの材料を使用できますか?
もちろんです。このプロセスの最大の利点の一つは、正確に使用されることです 生産グレードの材料 最終製品向けに意図された材料。PEEKやUltemのような高性能熱可塑性樹脂や、ABSやポリカーボネートのような標準樹脂を必要とする場合でも、試作成形は提供します 機能的な試作品 最終用途部品の機械的および化学的特性を正確に模倣します。.
試作品の射出成形プロジェクトの通常のリードタイムはどれくらいですか?
スピードが最優先です。生産用金型は数ヶ月かかることがありますが、, 迅速なプロトタイプ射出成形 はわずか 1〜4週間. で部品を提供できます。私たちは高度な CNCミリングマシン を利用して金型インサートを迅速に切断し、製品開発チームが設計を繰り返し、市場投入を早めることを可能にします。.
試作品射出成形は金属部品(MIM)に適していますか?
はい、, 金属射出成形(MIM) は大量に複雑な金属部品を製造するために使用されます。ただし、初期の試作にはMIM金型の作成もコストがかかる場合があります。低ボリュームの金属試作品には、MIM金型にコミットする前にジオメトリを検証するための高速で高精度な代替手段として、直接 を通じてさらに部品を精密に仕上げることができます。 を推奨することがよくあります。成形プロセス自体のテストが目的の場合は、ソフトツーリングを作成して、機能評価のために少量のMIM部品を生産することも可能です。.