Comprendre la coulée sous investissement en acier inoxydable dans la fabrication moderne
Qu'est-ce que la coulée sous investissement en acier inoxydable ?
La coulée sous pression en acier inoxydable, historiquement connue sous le nom de cire perdue, est un procédé de fabrication de précision conçu pour produire des composants métalliques complexes avec une grande précision dimensionnelle et des finitions de surface supérieures. Contrairement à la coulée en sable traditionnelle, qui crée des surfaces plus rugueuses, la coulée sous investissement moderne—spécifiquement le Processus Silica Sol utilisé chez MS Machining—permet la création de pièces proches de la forme finale. Cette méthode est idéale pour les composants nécessitant des géométries internes complexes ou des parois fines qui seraient difficiles ou coûteuses à produire uniquement par Pièces de précision CNC usinage. En minimisant le gaspillage de matériau et en réduisant le besoin d'opérations secondaires extensives, cette technique constitue une solution essentielle pour des industries allant de l'automobile au contrôle des fluides.
Comment fonctionne le processus de coulée sous investissement étape par étape
La transformation du matériau brut en un composant fini implique une procédure rigoureuse en plusieurs étapes pour garantir l'intégrité structurelle et la cohérence dimensionnelle.
Injection de modèle en cire : Un moule en métal est créé, et de la cire fondue est injectée pour former une réplique de la pièce finale.
Assemblage en arbre : Plusieurs modèles en cire sont attachés à une tige en cire centrale, créant un “ arbre ” pour le traitement en lot.
Construction de la coquille (Processus Silica Sol) : L'arbre en cire est plongé dans une suspension céramique et recouvert de sable fin. Cela est répété plusieurs fois pour construire une coquille en céramique dure et durable.
Dégommage : La coquille en céramique est chauffée, ce qui fait fondre la cire et s'écouler, laissant une cavité creuse (phase de “ cire perdue ”).
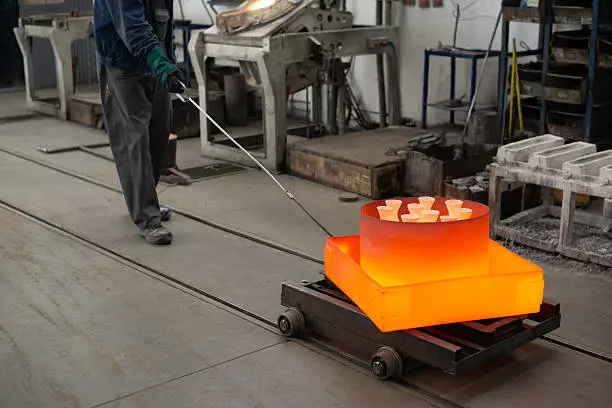
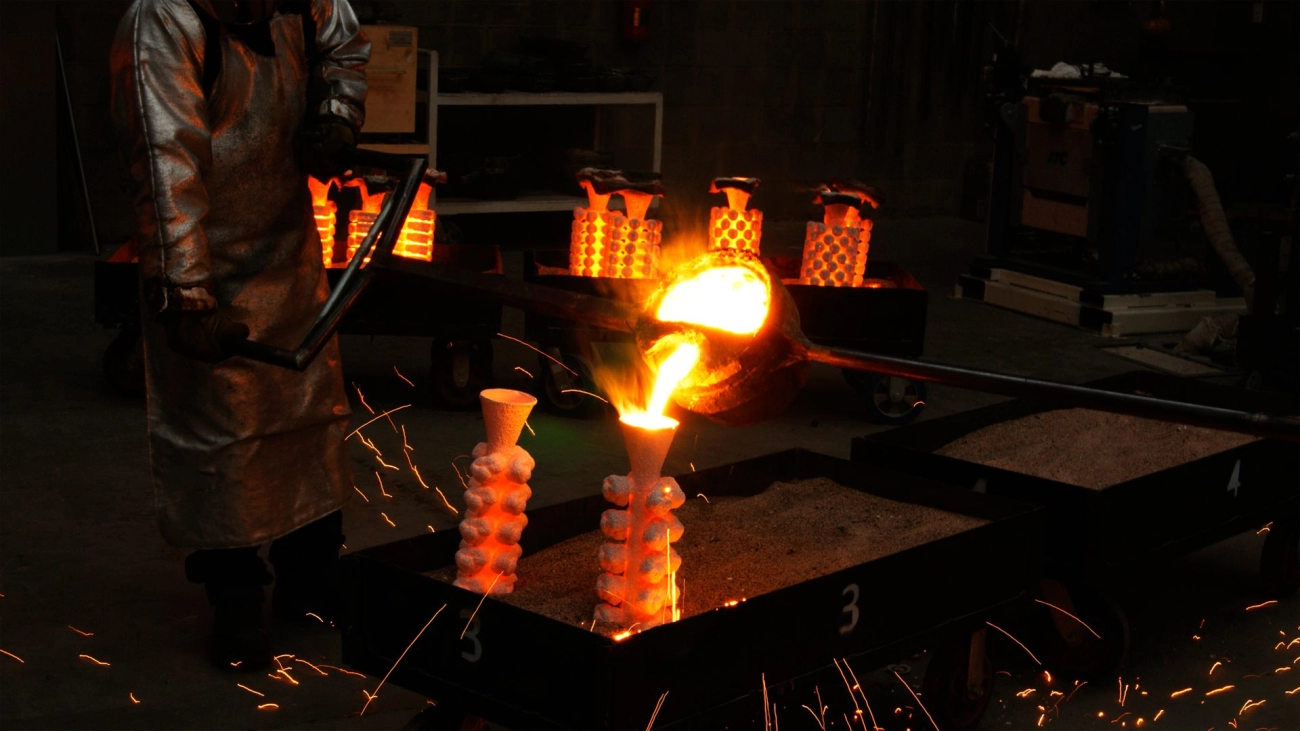
Versement : L'acier inoxydable fondu est versé dans la coquille en céramique préchauffée, remplissant la cavité pour former la pièce.
Démoulage et nettoyage : Une fois refroidie, la coquille en céramique est brisée, et les pièces sont découpées de la tige.
Finition : Les pièces moulées subissent un sablage, un meulage des canaux, et une inspection initiale avant de passer à des opérations secondaires pièces CNC de précision usinage si des tolérances plus strictes sont requises.
Grades d'acier inoxydable couramment utilisés dans la coulée sous investissement
La sélection du bon alliage est fondamentale pour la performance de la pièce moulée. Nous supportons une large gamme de grades d'acier inoxydable adaptés à des exigences mécaniques et environnementales spécifiques :
Acier inoxydable austénitique (304, 304L, 316, 316L) : Les choix les plus populaires pour fonderie d'investissement en raison de leur excellente résistance à la corrosion et de bonnes propriétés mécaniques. Le grade 316L est particulièrement apprécié pour les applications marines et chimiques.
Acier à durcissement par précipitation (17-4 PH) : Choisi pour des applications nécessitant une haute résistance, dureté et résistance à la corrosion, souvent utilisé dans l'aérospatiale et les composants industriels lourds.
Acier inoxydable martensitique (410, 420) : Idéal pour les pièces nécessitant une haute dureté et une résistance à l'usure, telles que les pièces de pompe et les vannes.
Acier inoxydable duplex : Offre une combinaison de haute résistance et une résistance exceptionnelle à la fissuration par corrosion sous contrainte, adaptée aux environnements difficiles.
Pourquoi l'acier inoxydable est souvent choisi pour les pièces en coulée sous investissement
Lorsque les ingénieurs et les responsables des achats sélectionnent un procédé de fabrication, la combinaison d'acier inoxydable et de coulée sous investissement arrive souvent en tête. Cette association ne concerne pas seulement la mise en forme du métal ; il s'agit de créer des composants capables de résister à des environnements difficiles tout en maintenant des tolérances serrées. Chez MS Machining, nous voyons de première main comment cette méthode résout des problèmes d'ingénierie complexes où d'autres techniques échouent.
Résistance à la corrosion et stabilité du matériau
La principale raison pour laquelle nos clients spécifient des grades d'acier inoxydable comme 304, 316 et 316L est leur capacité inhérente à résister à l'oxydation et aux attaques chimiques. Dans le processus de coulée sous investissement, le métal en fusion se solidifie dans un environnement contrôlé, garantissant une microstructure homogène. Cette uniformité est essentielle pour maintenir la couche passive d'oxyde du matériau, qui protège la pièce contre la rouille et la dégradation.
Que le composant soit destiné à un environnement marin, une usine de traitement chimique ou un établissement médical, la stabilité du matériau de l'acier inoxydable moulé assure une longue durée de vie. Contrairement aux pièces plaquées où une rayure de surface peut entraîner une défaillance, la résistance à la corrosion ici est intégrée au matériau lui-même.
Résistance mécanique et durabilité pour des environnements exigeants
La coulée sous investissement d'acier inoxydable produit des pièces avec une densité et une intégrité mécanique exceptionnelles. Parce que le procédé minimise la porosité par rapport à d'autres méthodes comme la fonderie sur sable, les composants résultants présentent une résistance à la traction et une résistance aux chocs supérieures.
Cette durabilité fait de la coulée sous investissement le choix privilégié pour des applications critiques en matière de sécurité. Nous fabriquons régulièrement des pièces qui doivent supporter une haute pression, des températures extrêmes et des charges mécaniques lourdes sans se déformer. La nature sans joint d'une pièce moulée — remplaçant souvent des assemblages soudés multi-pièces — élimine également les points faibles, offrant une solution robuste pour la machinerie industrielle lourde et l'automobile.
Avantages de la finition de surface et de la cohérence dimensionnelle
L'une des caractéristiques remarquables du procédé de coulée sous investissement Silica Sol que nous utilisons est la finition de surface supérieure qu'il permet dès la sortie du moule. Les valeurs typiques de rugosité de surface se situent entre Ra 3,2 et 6,3, ce qui est nettement plus lisse que la fonderie sur sable. Cette capacité de “ forme proche de la pièce finale ” signifie que les pièces ont une apparence professionnelle et fonctionnent bien sans traitement secondaire intensif.
Cependant, lorsque des surfaces d'accouplement spécifiques nécessitent des tolérances encore plus strictes, nous intégrons nos capacités de moulage avec pièces d'usinage CNC de haute précision production. Cette approche hybride nous permet de maintenir une excellente cohérence dimensionnelle sur de grandes séries tout en réduisant les coûts par rapport à l'usinage de la pièce entière à partir d'un bloc massif. La constance du moule garantit que chaque pièce, de la première à la millième, répond aux mêmes spécifications rigoureuses.
Facteurs clés pour déterminer si la coulée sous pression est adaptée à votre pièce
Complexité de la géométrie de la pièce et caractéristiques internes
Si votre conception comporte des passages internes complexes, des contre-dépouilles ou des parois fines difficiles d'accès avec des outils de coupe, la coulée sous pression est probablement votre meilleure option. L'usinage de ces caractéristiques à partir d'un bloc solide nécessite souvent des configurations coûteuses à 5 axes ou est tout simplement impossible. Notre procédé de coulée sous sol de silice nous permet de créer des composants complexes, proches de la forme finale, qui conservent une haute intégrité structurelle. Cette méthode est idéale pour les pièces où le gaspillage de matériau dû à l'usinage serait excessif, nous permettant de produire des géométries sophistiquées efficacement.
Exigences de tolérance et cohérence dimensionnelle
Bien que la coulée sous pression offre une précision excellente par rapport à la fonderie sur sable, elle maintient généralement des tolérances linéaires autour de ISO 8062 CT4-CT6. Pour de nombreuses applications structurelles, cela suffit. Cependant, si votre application exige des ajustements ultra-précis—comme des surfaces de roulement ou des rainures d'étanchéité—la coulée brute seule peut ne pas suffire. Dans ces cas, nous utilisons une approche hybride : nous coulons la pièce à une forme proche de la forme finale, puis effectuons un usinage secondaire pour atteindre les dimensions critiques finales. Cet équilibre offre le meilleur des deux mondes : l'efficacité matérielle de la coulée et la précision des **pièces CNC de précision**.
Volume de production et considérations de répétabilité
La coulée sous pression nécessite un investissement initial dans des outillages (moules). Si vous n'avez besoin que d'un seul prototype, l'usinage à partir d'un stock massif est généralement plus rapide et moins coûteux car il évite les coûts d'outillage. Cependant, dès que votre volume augmente à des dizaines ou des milliers d'unités, la coulée sous pression devient nettement plus rentable. Le coût par unité chute considérablement car nous n'usinerons pas des kilos d'acier inoxydable coûteux. Une fois le moule réalisé, nous pouvons reproduire des milliers de pièces identiques avec une haute répétabilité, assurant la stabilité de votre chaîne d'approvisionnement.
Besoins en post-usinage et opérations secondaires
La plupart des pièces haute performance nécessitent un certain niveau de finition après la coulée. Nous nous spécialisons dans la réduction du coût total de possession en intégrant la coulée avec l'usinage en interne. En coulants la pièce avec une allowance minimale d'usinage, nous réduisons le temps de cycle nécessaire pour produire des pièces de précision CNC finales. La finition de surface est également un facteur important ; bien que notre finition de coulée soit généralement Ra 3,2 – 6,3, de nombreux clients exigent un aspect plus lisse. Nous proposons une gamme complète services de polissage d'acier inoxydable pour obtenir des finitions électropolies ou miroir, en gérant tout le processus, de la métallurgie fondue à la dernière inspection, sous un même toit.
Coulée sous pression en acier inoxydable vs autres méthodes de fabrication
Choisir le bon procédé de fabrication ne concerne rarement la recherche de la “ meilleure ” méthode dans l'absolu, mais plutôt celle qui est la plus efficace pour votre volume et votre géométrie spécifiques. Chez MS Machining, nous aidons souvent nos clients à passer d'une méthode à une autre à mesure que leurs besoins de production évoluent. Voici comment fonderie d'investissement se compare aux alternatives.
Coulée sous pression vs usinage CNC à partir d'un bloc massif
La principale différence réside dans l'utilisation du matériau et le temps de mise en place. L'usinage à partir d'un bloc massif (fabrication soustractive) est idéal pour de faibles volumes ou des géométries simples car il ne nécessite pas d'investissement en outillage. Cependant, pour des formes complexes, l'usinage à partir d'un stock massif génère un gaspillage important de matériau et nécessite des cycles plus longs.
Gaspillage de matériau : L'usinage CNC peut transformer 50% ou plus de votre stock coûteux d'acier inoxydable en copeaux. La coulée sous pression est un procédé additif qui utilise le matériau uniquement là où c'est nécessaire.
Volume : Pour 1 à 50 pièces, optez pour de pièces CNC de précision. Pour plus de 500 pièces, investir dans un moule pour la coulée devient beaucoup plus rentable.
Approche hybride: La voie la plus efficace est souvent la coulée en “ forme quasi-nette ” suivie d’un usinage secondaire. Cela réduit considérablement le temps d’usinage tout en maintenant les tolérances serrées de qualité de moulage en acier inoxydable et d'usinage CNC.
Cire perdue vs moulage sable pour pièces en acier inoxydable
Bien que les deux soient des procédés de moulage, ils servent des niveaux de qualité différents. Le moulage sable est généralement moins cher pour des composants très grands et lourds où la finition de surface n’est pas critique. Cependant, le procédé de cire perdue que nous utilisons offre des résultats supérieurs pour des composants de précision.
Finition de surface : Le moulage sable laisse une texture rugueuse et granuleuse (Ra 12,5+). Le moulage en cire perdue offre une finition lisse (Ra 3,2 – 6,3), réduisant le besoin de polissage intensif.
Tolérances : Le moulage en cire perdue permet des tolérances linéaires beaucoup plus strictes (CT4-CT6) comparé aux normes plus lâches du moulage sable.
Détail : Si votre pièce comporte des logos complexes, des parois fines ou des passages internes délicats, le moulage en cire perdue capture des détails que les moules en sable ne peuvent simplement pas.
Cire perdue vs moulage par injection métallique (MIM)
Le moulage par injection métallique (MIM) est un concurrent sérieux, mais généralement réservé aux pièces très petites et en grande série.
Contraintes de taille : Le MIM est généralement limité aux pièces pesant moins de 100 grammes. Le moulage en cire perdue est polyvalent, pouvant traiter des pièces allant de quelques grammes à plus de 50 kg.
Coûts des outils : Les moules MIM sont extrêmement coûteux, nécessitant souvent des volumes de 10 000+ pour justifier le coût. Les moules de cire perdue sont plus abordables, ce qui les rend viables pour des productions de volume moyen.
Flexibilité de conception : Le moulage en cire perdue offre une plus grande liberté de conception en ce qui concerne la taille des pièces et les variations d’épaisseur de paroi, comparé aux limitations strictes du MIM.
Structure de coût : Ce qui influence réellement le prix du moulage en cire perdue
Coût des outils et équilibre des coûts à long terme
Lors de l’évaluation fonderie d'investissement, le choc initial du prix provient souvent des outils. Pour créer les modèles en cire nécessaires au procédé, nous devons d’abord usiner un moule d’injection en aluminium. C’est une dépense initiale qui n’existe pas si vous usinez directement à partir de stock. Cependant, cette structure de coût devient avantageuse à mesure que le volume augmente. Une fois l’outil fabriqué, le prix unitaire diminue considérablement par rapport à l’usinage de pièces à partir de blocs pleins. Pour des séries de production récurrentes, le coût des outils s’amortit rapidement, ce qui en fait le choix financier le plus judicieux pour des chaînes d’approvisionnement à long terme.
Utilisation des matériaux et réduction des déchets
Les grades d’acier inoxydable comme 316L ou 17-4 PH sont des matériaux coûteux. L’un des principaux facteurs de coût en fabrication est la quantité de matière première qui finit en déchet. Lorsqu’on usinera des géométries complexes à partir d’un bloc solide, un pourcentage élevé du matériau est enlevé et gaspillé. Le moulage en cire perdue est un procédé “ forme quasi-nette ”, ce qui signifie que nous versons le métal dans une forme qui est déjà à 90-95% de la forme finale. Cela réduit considérablement le gaspillage de matériau, vous assurant de payer pour la pièce elle-même, et non pour les copeaux sur le sol de l’atelier.
Impact de la marge d’usinage sur le coût total de la pièce
Bien que le moulage fournisse la forme générale, les caractéristiques critiques nécessitent souvent des opérations secondaires pour respecter des tolérances serrées. La “ marge d’usinage ” est la couche supplémentaire de métal que nous laissons sur la pièce pour être enlevée ultérieurement. Trouver le bon équilibre est crucial pour le contrôle des coûts.
Trop d'allowance : Augmente le temps d'usinage et l'usure des outils, ce qui augmente les coûts.
Trop peu d'allowance : Risque de non-nettoyage des surfaces, entraînant des pièces rejetées.
Parce que nous gérons à la fois la coulée et la production de Pièces de précision CNC en interne, nous optimisons cette allowance lors de la phase de conception. Nous ne coulons que le matériau nécessaire pour la finition, en maintenant au minimum le temps d'usinage secondaire — et le coût total de votre pièce.
Industries qui utilisent couramment la coulée d'investissement en acier inoxydable
La coulée d'investissement en acier inoxydable est la colonne vertébrale de nombreux secteurs nécessitant des composants alliant haute résistance et résistance exceptionnelle à la corrosion. Parce que le procédé Silica Sol permet des géométries complexes, nous pouvons produire des pièces qui seraient trop coûteuses ou impossibles à fabriquer avec d'autres méthodes. Chez MS Machining, nous constatons une demande constante de la part d'industries où la défaillance d'un composant n'est tout simplement pas une option.
Équipements industriels et composants de contrôle des fluides
C'est l'une des plus grandes applications pour nos pièces moulées. Les systèmes de gestion des fluides reposent fortement sur l'acier inoxydable pour sa capacité à résister à la rouille et à la dégradation chimique. Nous fabriquons fréquemment corps de vannes, turbines de pompes et raccords de tuyauterie qui doivent fonctionner de manière fiable sur de longues durées de service.
Durabilité : Les pièces résistent à une haute pression et à un flux continu sans érosion.
Précision : Des tolérances strictes garantissent des joints étanches dans des assemblages critiques.
Efficacité : La finition de surface lisse de la coulée d'investissement améliore la dynamique des fluides par rapport à la coulée en sable.
Applications automobiles et de transport
Dans le secteur automobile, la recherche d'une meilleure efficacité énergétique et de performances accrues stimule le besoin de pièces légères mais résistantes. Les pièces moulées en acier inoxydable sont essentielles pour les collecteurs d'échappement, les composants de turbocompresseurs et les valves EGR. Ces pièces doivent résister à des cycles thermiques extrêmes sans déformation ni fissure. Bien que la coulée fournisse la forme complexe proche de la pièce finale, nous effectuons souvent des opérations secondaires pour transformer ces moulages bruts en pièces finies. pièces de précision CNC prêt pour un assemblage immédiat sur la ligne de production.
Pièces pour systèmes de transformation alimentaire et d'hygiène
L'assainissement est non négociable dans l'industrie alimentaire et des boissons. Nous utilisons principalement Acier inoxydable 304 et 316 pour ces applications car ils sont non réactifs, sûrs pour l'alimentation et résistants aux produits chimiques de nettoyage agressifs.
Moulins à viande et lames de mélange
Composants pour machines à café
Vannes de distribution de boissons
La finition de surface supérieure obtenue grâce à notre procédé Silica Sol élimine les points rugueux et les pits où les bactéries pourraient se cacher, aidant les fabricants à respecter les normes strictes de la FDA et d'hygiène.
Composants liés à l'énergie, au pétrole et au gaz
Les équipements du secteur du pétrole et du gaz font face à certains des environnements les plus difficiles au monde, y compris l'exposition à l'eau salée, au gaz acide et aux boues abrasives. Nous fournissons des composants robustes tels que outils de forage, équipements en profondeur et boîtiers de capteurs. Utiliser de l'acier inoxydable de haute qualité garantit que ces pièces conservent leur intégrité structurelle sous une pression immense et dans des conditions agressives, réduisant considérablement les temps d'arrêt pour maintenance dans des endroits isolés.
Conseils de conception pour améliorer les résultats dans la coulée en acier inoxydable par investissement
Optimiser la conception de votre pièce spécifiquement pour le processus de coulée par investissement est la meilleure façon de réduire les coûts et d'assurer l'intégrité structurelle. Chez MS Machining, notre équipe d'ingénieurs travaille avec vous pour affiner les conceptions pour la fabricabilité (DFM), garantissant que la transition d'un dessin numérique à une pièce en acier inoxydable physique se fasse sans problème.
Lignes directrices pour l'épaisseur des parois pour une coulée stable
Maintenir une épaisseur de paroi uniforme est crucial dans la coulée en acier inoxydable par investissement pour éviter les défauts tels que le retrait ou la déformation lors de la phase de refroidissement. Bien que le procédé Silica Sol permette des parois plus fines par rapport à la coulée en sable, respecter des lignes directrices spécifiques garantit la cohérence.
Uniformité : Maintenez une épaisseur de paroi aussi constante que possible tout au long de la pièce.
Épaisseur minimale: Pour la plupart des grades d'acier inoxydable, nous recommandons une épaisseur de paroi minimale d'environ 1,5 mm à 2 mm pour les petites pièces.
Transitions : Si des épaisseurs variables sont nécessaires, utilisez des transitions progressives plutôt que des étapes abruptes pour permettre un flux métallique fluide et un refroidissement uniforme.
Angles d'inclinaison, filetages et réduction des contraintes
Les coins pointus et les angles de 90 degrés sont des concentrateurs de contraintes pouvant entraîner des fissures lors de la solidification du métal en fusion. Incorporer une géométrie appropriée aide le stainless steel en fusion à s'écouler dans la coquille en céramique et réduit le risque de défauts.
Filets et rayons : Ajoutez toujours un rayon aux coins internes et externes. Cela renforce la pièce et améliore l'écoulement du matériau.
Angles de tirage : Alors que la coulée en cire perdue nécessite moins de tirage que d'autres méthodes, ajouter un léger angle (0,5 à 1 degré) aux murs verticaux facilite le retrait du modèle en cire du moule d'injection, accélérant le processus.
Cales et nervures : Utilisez des nervures pour renforcer les parois fines plutôt que d'augmenter l'épaisseur globale, ce qui permet d'économiser du poids et du matériau.
Conception pour la coulée en premier, usinage en second
L'approche la plus rentable consiste à réaliser la forme proche de la forme finale par coulée et à réserver les opérations de haute précision pour l'usinage secondaire. Tenter de couler des tolérances extrêmement serrées directement peut entraîner des taux de rebuts plus élevés. Au lieu de cela, nous recommandons de laisser une marge d'usinage (généralement 0,5 mm à 1 mm) sur les surfaces d'accouplement critiques.
En combinant la liberté géométrique de la coulée avec un traitement secondaire, nous produisons de pièces CNC de précision qui répondent à des spécifications strictes. Pour des caractéristiques telles que des trous filetés, des alésages serrés ou des surfaces de joint plat, il est souvent plus efficace de les usiner après la coulée. Notre installation intègre ces composants de la fraiseuse CNC directement dans le flux de travail, garantissant que vous bénéficiez du meilleur des deux mondes de la fabrication sans gérer la logistique entre plusieurs fournisseurs.
Normes de contrôle qualité et d'inspection en coulée en cire perdue
Chez MS Machining, nous savons que la cohérence est le plus grand défi en fabrication. Lorsque vous choisissez la coulée en cire perdue en acier inoxydable, vous n'achetez pas seulement une forme ; vous achetez la fiabilité mécanique et la précision dimensionnelle. Notre processus certifié ISO 9001:2015 garantit que chaque pièce répond à des normes industrielles strictes avant expédition.
Inspection dimensionnelle et contrôle des tolérances
Le contrôle des dimensions est crucial, surtout lorsqu'il s'agit de combiner la coulée avec un usinage secondaire. Pour les coulées brutes, nous respectons généralement les normes ISO 8062 (CT4-CT6). Cependant, de nombreuses applications nécessitent des ajustements plus précis que ce qu'une coulée brute peut offrir.
Pour combler cette lacune, nous vérifions les caractéristiques critiques à l'aide de Machines de Mesure Tridimensionnelle (MMT). Cela nous permet de valider des géométries complexes et de garantir que tout traitement post-coulée aboutit à pièces métalliques de précision usinées CNC de haute qualité capable de respecter des tolérances aussi strictes que ±0,005 mm.
Tolérance de moulage standard : ISO 8062 CT4-CT6
Tolérance usinée : Jusqu’à ±0,005 mm
Méthode de vérification : CMM et jauges calibrées
Intégrité de la surface et prévention des défauts
Un avantage majeur du procédé de moulage par investissement en sol silica est la finition de surface supérieure qu’il produit par rapport au moulage sur sable. Nous obtenons généralement une rugosité de surface de Ra 3,2 – 6,3 directement après le moule.
Pour prévenir les problèmes courants tels que la porosité, le retrait ou les inclusions de surface, nous réalisons des inspections visuelles rigoureuses et des tests de pression. Que la pièce nécessite un électro-polissage, un polissage à la main ou un sablage, nous inspectons l’intégrité de la surface à chaque étape pour garantir qu’elle répond aux exigences esthétiques et fonctionnelles.
Exigences en matière de test des matériaux et de traçabilité
L’utilisation d’un alliage incorrect peut entraîner une défaillance catastrophique sur le terrain. Nous éliminons ce risque grâce à des tests stricts des matériaux. Nous utilisons analyse par spectromètre pour vérifier la composition chimique de chaque fusion, en veillant à ce que des grades comme 304, 316L ou 17-4 PH respectent les spécifications exactes.
Nous assurons une traçabilité complète de nos fonderie d'investissement projets, vous donnant confiance dans les propriétés mécaniques et la résistance à la corrosion du matériau. Depuis la matière première initiale jusqu’au composant final, nous suivons les données pour garantir la conformité à vos exigences d’ingénierie.
Quand le moulage en acier inoxydable par investissement peut ne pas être la meilleure option
Bien que le moulage par investissement soit une solution puissante pour les composants complexes en acier inoxydable, ce n’est pas la solution universelle pour tous les défis de fabrication. Chez MS Machining, nous croyons à l’utilisation de l’outil adapté au travail. Il existe des scénarios spécifiques où des méthodes alternatives, telles que l’usinage direct, sont plus économiques et logistiques.
Géométries simples avec un volume très faible
La coulée sous pression nécessite la création d’un moule en métal pour produire des modèles en cire. Cela implique un coût initial d’outillage. Si votre pièce a une forme simple—comme un support, un bloc ou un arbre—et que vous n’avez besoin que de quelques unités, le coût du moule dépassera probablement les économies de matériau. Pour des géométries simples en faibles quantités (1 à 50 pièces), l’usinage directement à partir de stock standard est presque toujours plus rentable car vous évitez complètement l’investissement initial en outillage.
Tolérances ultra-étroites nécessitant une usinage CNC complet
La coulée nous permet d’obtenir une forme “ quasi-nette ”, atteignant généralement des tolérances autour de CT4-CT6 (ISO 8062). Cependant, certaines applications exigent une précision au micron sur toute la surface, pas seulement sur des caractéristiques spécifiques. Si votre conception nécessite des tolérances strictes sur chaque dimension, la coulée pourrait introduire des variables inutiles. Dans ces cas, opter pour services d'usinage de métaux CNC d’un bloc massif garantit le plus haut degré de précision sans risque de porosité ou de distorsion thermique. Nous recommandons souvent de produire des pièces de précision CNC directement à partir de barre pour que toute la géométrie repose sur des ajustements critiques.
Prototypage rapide et contraintes de délai urgent
Le processus de coulée sous pression comporte plusieurs étapes physiques : injection de cire, construction de coquille, déwaxage, coulée et refroidissement. Même avec notre calendrier optimisé, la production d’échantillons de coulée prend généralement 2 à 4 semaines. Si vous êtes en phase de R&D précoce et que vous avez besoin d’une pièce physique en main en quelques jours pour valider un ajustement, la coulée est trop lente. Pour des délais urgents, nous suggérons généralement d’usiner le prototype pour vérifier la conception d’abord, puis de passer à la coulée sous pression une fois la conception figée et les volumes justifiés par la transition.
Comment choisir le bon partenaire de coulée sous pression
Choisir le bon partenaire de fabrication est crucial lorsque votre projet implique des géométries complexes et des matériaux haute performance. Vous avez besoin d’un fournisseur qui comprend plus que simplement verser du métal ; il doit comprendre comment la coulée brute interagit avec les exigences de l’assemblage final.
Support d’ingénierie et capacité de retour d’expérience en conception
Un partenaire précieux contribue au processus de conception avant le début de la production. Chez MS Machining, nous n’acceptons pas simplement un fichier et ne le traitons pas. Notre équipe d’ingénierie réalise une revue approfondie de la conception pour la fabricabilité (DFM) afin d’identifier d’éventuels défauts de coulée ou coûts inutiles.
Nous cherchons des moyens d’optimiser les angles de tirage, de réduire le gaspillage de matériau et d’améliorer l’intégrité structurelle. Si un fournisseur ne peut pas fournir de retours techniques sur vos dessins 2D ou 3D (STEP, IGS, PDF), vous risquez de devoir faire face à des révisions coûteuses plus tard. Nous veillons à ce que votre conception soit optimisée pour le fonderie d'investissement processus afin de garantir une qualité constante.
Intégration de l’usinage et capacité de finition
La plupart des coulées en acier inoxydable nécessitent des opérations secondaires pour respecter des tolérances strictes. S’appuyer sur des fournisseurs séparés pour la coulée et l’usinage augmente les délais et crée des lacunes en responsabilité. Nous résolvons cela en proposant une solution unique qui intègre la coulée avec le traitement secondaire.
Notre installation gère l’ensemble du flux de travail. Après le processus de coulée, nous utilisons des équipements avancés pour Fraisage CNC atteindre des tolérances de précision aussi strictes que ±0,005 mm. Cette intégration garantit que pièces CNC de précision s’ajustent parfaitement sans le casse-tête logistique de gérer plusieurs fournisseurs.
Avantages de la fabrication intégrée :
Caractéristique
Fournisseur unique (MS Machining)
Plusieurs fournisseurs
Responsabilité
Point de contact unique pour la qualité
Changement de responsabilité entre le fondeur et le machiniste
Délai de livraison
Rationalisé (2-4 semaines pour les échantillons)
Retards dus à l'expédition entre ateliers
Coût
Réduction des coûts logistiques et de manutention
Coûts d'expédition cumulés et marges plus élevés
Contrôle qualité
Normes d'inspection unifiées
Protocoles de mesure incohérents
Expérience dans les projets de moulage en acier inoxydable
L'acier inoxydable se comporte différemment des autres métaux lors du refroidissement. Il nécessite une expertise spécifique pour contrôler le retrait et prévenir la porosité. Nous sommes spécialisés dans le procédé Silica Sol, essentiel pour produire des composants en acier inoxydable de haute qualité avec des finitions de surface supérieures (Ra 3,2 – 6,3).
Nous avons une vaste expérience dans la gestion de différentes nuances, notamment 304, 316, 17-4 PH et aciers inoxydables duplex. Notre processus certifié ISO 9001:2015 inclut une analyse rigoureuse des matériaux à l'aide de spectromètres pour garantir que la composition chimique répond à vos spécifications exactes. Lors de l'approvisionnement pièces de précision CNC fabriqué en acier inoxydable, vérifiez que votre partenaire a une expérience avérée avec ces alliages spécifiques pour assurer durabilité et performance.

 La coulée d'investissement en acier inoxydable est la colonne vertébrale de nombreux secteurs nécessitant des composants alliant haute résistance et résistance exceptionnelle à la corrosion. Parce que le procédé Silica Sol permet des géométries complexes, nous pouvons produire des pièces qui seraient trop coûteuses ou impossibles à fabriquer avec d'autres méthodes. Chez MS Machining, nous constatons une demande constante de la part d'industries où la défaillance d'un composant n'est tout simplement pas une option.
La coulée d'investissement en acier inoxydable est la colonne vertébrale de nombreux secteurs nécessitant des composants alliant haute résistance et résistance exceptionnelle à la corrosion. Parce que le procédé Silica Sol permet des géométries complexes, nous pouvons produire des pièces qui seraient trop coûteuses ou impossibles à fabriquer avec d'autres méthodes. Chez MS Machining, nous constatons une demande constante de la part d'industries où la défaillance d'un composant n'est tout simplement pas une option.
 Chez MS Machining, nous savons que la cohérence est le plus grand défi en fabrication. Lorsque vous choisissez la coulée en cire perdue en acier inoxydable, vous n'achetez pas seulement une forme ; vous achetez la fiabilité mécanique et la précision dimensionnelle. Notre processus certifié ISO 9001:2015 garantit que chaque pièce répond à des normes industrielles strictes avant expédition.
Chez MS Machining, nous savons que la cohérence est le plus grand défi en fabrication. Lorsque vous choisissez la coulée en cire perdue en acier inoxydable, vous n'achetez pas seulement une forme ; vous achetez la fiabilité mécanique et la précision dimensionnelle. Notre processus certifié ISO 9001:2015 garantit que chaque pièce répond à des normes industrielles strictes avant expédition.