
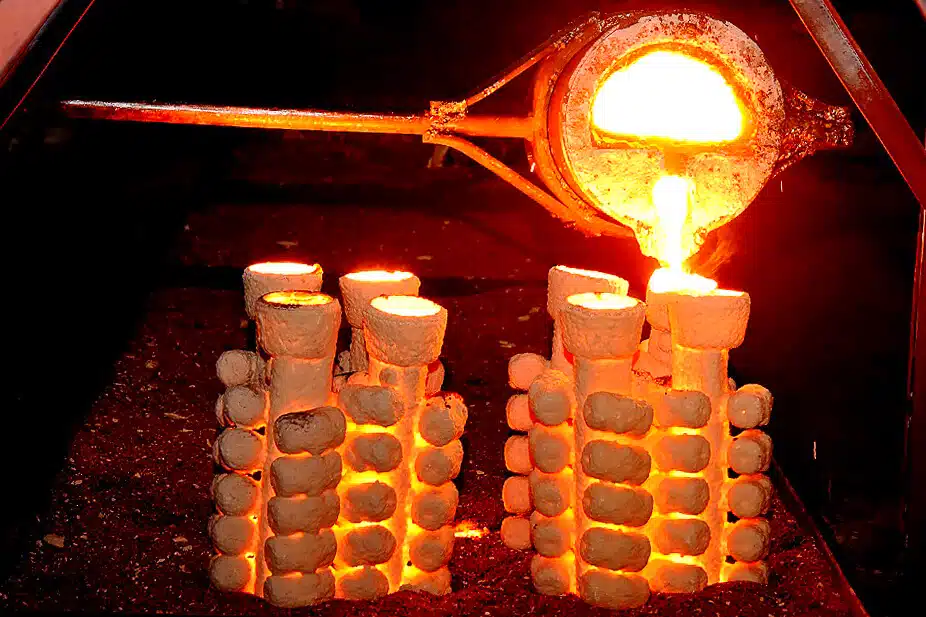
L'anatomie du processus : du CAO à la coulée
Nous utilisons une coulée en cire perdue méthodologie raffinée qui comble le fossé entre la précision numérique et l'excellence métallurgique. En commençant par un modèle CAO haute fidélité, nous garantissons que chaque coulée sous investissement en aluminium répond à des la précision dimensionnelle exigences strictes dès le départ.
Modèles sacrifiés imprimés en 3D
Pour des géométries complexes et la prototypage rapide, nous déployons modèles sacrifiés imprimés en 3D à haute résolution. Cette technologie élimine le besoin d'outillage coûteux lors de la phase de validation, permettant :
- des itérations de conception rapides sans coûts initiaux élevés.
- Lattices internes complexes et sous-ensembles.
- Atteindre une forme proche de la nette qui réduit le gaspillage de matériau.
Assemblage en arbre et optimisation du système de canaux
Les modèles individuels sont montés sur un noyau central pour former un “ arbre de coulée ”. Nous privilégions la conception du système de canaux optimisé par modélisation de la solidification pour assurer flux laminaire. Cette étape d'ingénierie critique empêche les turbulences qui conduisent généralement à l'entraînement d'air et aux oxydes, assurant une contrôle de la porosité.
Construction de la carapace en céramique
L'ensemble est plongé à plusieurs reprises dans un coulis réfractaire de haute qualité et stucé pour créer un robuste moule de carapace en céramique. Ce processus de stratification est conçu pour fournir une rugosité de surface (RMS) et des détails fins qui distinguent nos produits de fonderie de précision en aluminium.
Déparaffinage, cuisson et coulée assistée par le vide
Une fois la carapace durcie, le matériau sacrificiel est retiré par autoclave à vapeur. Le moule est ensuite cuit pour atteindre un maximum de résistance aux chocs thermiques.
| Étape | Caractéristique technique clé | Avantage technique |
|---|---|---|
| Déparaffinage | Autoclave à haute pression | Prévient la fissuration de la coque et le stress d'expansion |
| Cuirasse | Rampe thermique contrôlée | Élimine l'humidité résiduelle et les volatils |
| Versement | Moulage sous vide assisté | Permet Moulage en aluminium à paroi fine jusqu'à 0,75 mm |
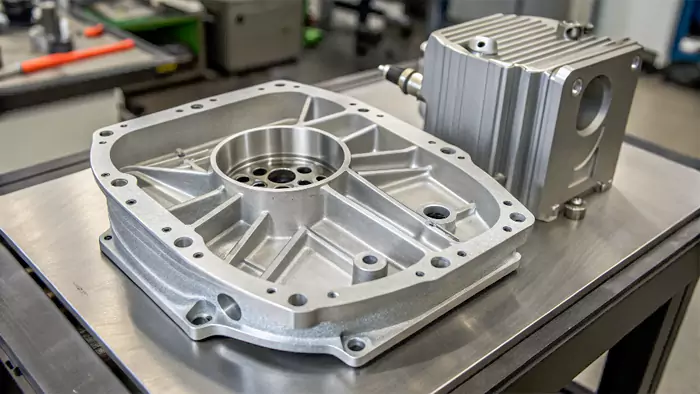
Démoulage et finition
Après un refroidissement contrôlé, nous utilisons un équipement vibratoire à haute fréquence pour le retrait de la coque. Le processus se termine par une coupe précise des portes et une finition abrasive. Cela aboutit à un composant qui évite souvent le besoin de lourdes un usinage CNC secondaire, livrant une pièce haute performance prête pour l'assemblage final.
Meilleurs alliages pour le moulage en investissement d'aluminium

La performance de votre composant final dépend entièrement de la composition du métal. Nous nous concentrons sur l'adaptation aux exigences spécifiques de votre application — que ce soit la réduction de poids, la gestion thermique ou la résistance brute — au bon grade d'aluminium. L'utilisation du matériau correct garantit que nos pièces de précision en fonderie d'investissement répondent aux normes rigoureuses des industries aérospatiale et médicale.
Grades structuraux A356 et A357
Ce sont les choix privilégiés pour coulée sous investissement en aluminium lorsque l'intégrité structurelle est non négociable.
- Aluminium A356.0 T6 : C'est le cheval de bataille de l'industrie. Il offre un équilibre parfait entre moulabilité, étanchéité à la pression et résistance à la corrosion.
- A357 : Une alternative à plus haute résistance souvent utilisée pour des composants critiques nécessitant des propriétés mécaniques supérieures et une haute résistance à la fatigue.
Performance 319 et 713 (Tenzalloy)
- Alliage 319 : Connu pour sa fluidité élevée et ses excellentes propriétés “ à l’état brut ”. Il est particulièrement apprécié pour sa machinabilité après coulée, ce qui le rend idéal pour des pièces nécessitant une usinabilité extensive un usinage CNC secondaire.
- 713 (Tenzalloy) : Cet alliage révolutionne la fabrication de pièces grandes ou complexes car il atteint une haute résistance par vieillissement naturel. En évitant le processus de traitement thermique intensif, nous éliminons le risque de déformation dimensionnelle tout en conservant une haute résistance à la traction.
Alliages à haute conductivité thermique
Pour les secteurs de l’électronique et des véhicules électriques, nous utilisons des alliages spécialisés conçus pour une dissipation maximale de la chaleur. Ces matériaux sont essentiels pour les boîtiers de batteries refroidis par liquide et les dissipateurs de chaleur à haute densité. En contrôlant soigneusement l’espacement des bras de dendrites (DAS) pendant la phase de refroidissement, nous assurons que le chemin thermique reste dégagé, offrant des performances optimales dans des environnements exigeants.
| Classe d’alliage | Avantage clé | Application typique |
|---|---|---|
| A356 | Rapport résistance/poids | Supports aérospatiaux, systèmes de carburant |
| 319 | Moulabilité & Usinabilité | Composants moteur, couvercles |
| 713 | Aucun traitement thermique requis | Cadres à haute résistance |
| Spécialité | Conductivité thermique | Carters de moteurs électriques, dissipateurs de chaleur |
Fonderie d'investissement vs. Alternatives de fabrication
Choisir la bonne méthode de production pour fonderie d'investissement en aluminium implique de peser les compromis entre coûts initiaux, complexité des pièces et efficacité des matériaux. Bien que nous excellions dans la fourniture de composants de haute précision, la méthode “ la meilleure ” dépend entièrement de vos exigences spécifiques de projet.
Fonderie d'investissement vs. Coulée sous pression
La principale différence ici est le volume versus la polyvalence. La coulée sous pression est imbattable pour les séries de grande taille, mais le amortissement des outils peut représenter un obstacle financier énorme pour les petites séries.
- Coûts des outils : Les moules de fonderie d'investissement sont nettement plus abordables que les moules de fonderie sous pression haute pression.
- Liberté de conception : Nous utilisons la coulée en cire perdue méthode pour produire des géométries internes complexes et des sous-ensembles qui sont physiquement impossibles à éjecter d’un moule de fonderie permanent.
Fonderie d'investissement vs. Fonderie sur sable
Lorsque votre projet exige une la précision dimensionnelle supérieure et une rugosité de surface (RMS), raffinée, la fonderie d'investissement est le choix évident.
- Finition de surface : La fonderie sur sable laisse une texture granuleuse et piquée. Notre procédé de coquille en céramique donne une finition lisse et professionnelle dès la sortie du moule.
- Précision : Nous maintenons des tolérances beaucoup plus strictes, réduisant le besoin d’un ajustement agressif l'usinage CNC rapide pour corriger les caractéristiques “ décalées ” ou surdimensionnées typiques des moules en sable.
Fonderie en investissement vs. Usinage CNC complet
De nombreux ingénieurs pensent à tort que l'usinage d'une pièce à partir d'un bloc massif est la seule façon d'obtenir de la précision. Cependant, commencer par une fonderie en investissement en aluminium offre un forme proche de la nette qui réduit considérablement les coûts de production.
- Gaspillage de matériau : L'usinage CNC peut entraîner jusqu'à 80 % de déchets de matériau pour des pièces complexes. Nous ne moulons que ce qui est nécessaire.
- Délais de livraison : En moulant la forme principale, nous réduisons considérablement le temps passé à la fraiseuse. Nous utilisons ensuite pièces de fraisage CNC de précision des techniques uniquement sur les surfaces d'accouplement critiques, vous offrant le meilleur des deux mondes : efficacité du moulage et précision de l'usinage.
Tableau de comparaison rapide
| Caractéristique | Fonderie d'investissement | Fonderie sous pression | Fonderie par sable | Usinage CNC complet |
|---|---|---|---|---|
| Coût initial de l'outillage | Modéré | Élevée | Faible | Aucun |
| Finition de surface (RMS) | Excellent | Très Bon | Médiocre | Excellent |
| Complexité de conception | Élevée | Modéré | Faible | Très élevé |
| Efficacité des matériaux | Élevée | Élevée | Modéré | Faible |
| Coût unitaire (moyenne volume) | Faible | Modéré | Modéré | Élevée |
Conception pour la réussite : DFM de la fonderie en investissement en aluminium
Obtenir la bonne conception avant la fabrication du premier moule est la seule façon d'assurer une pièce performante et rentable. Lorsqu'on parle de coulée sous investissement en aluminium, l'avantage principal est d'obtenir une forme proche de la nette qui réduit le besoin de travaux secondaires coûteux. Cependant, suivre quelques principes fondamentaux de Conception pour la Fabricabilité (DFM) est ce qui distingue une production réussie d'un cauchemar de rebuts élevés.
Précision et exactitude dimensionnelle
L'un des principaux atouts de coulée en cire perdue est l'incroyable la précision dimensionnelle que nous pouvons atteindre. Contrairement à la coulée en sable, ce processus permet un contrôle beaucoup plus précis des géométries complexes. Bien que les tolérances standard soient impressionnantes, opter pour une précision premium peut éliminer de nombreuses étapes en aval. Si votre projet nécessite des ajustements encore plus précis, nous intégrons souvent notre services de machining CNC personnalisés pour atteindre ces spécifications ultra-critiques.
| Caractéristique | Précision Standard | Précision Premium |
|---|---|---|
| Tolérance Linéaire | ±0,005 in/in | ±0,003 in/in |
| Angle de Foulement | 0,5° – 1,0° | 0,0° – 0,5° (dans des zones spécifiques) |
| Épaisseur de paroi | 1,5 mm (0,060″) | 0,75 mm (0,030″) |
Épaisseur de paroi optimisée et angles de foulement
Nous sommes spécialisés dans Moulage en aluminium à paroi fine, repoussant les limites jusqu'à 0,75 mm–1,5 mm sections. Pour réussir cela, nous utilisons des techniques spécifiques de gating et de coulée pour assurer que le métal remplisse le moule avant de se solidifier.
- Épaisseur de paroi : Maintenez des transitions progressives. Des changements brusques entre sections épaisses et fines peuvent provoquer des retraitss ou des “ affaissements ”.”
- Angles de tirage : La plupart des processus nécessitent de 3° à 5°, mais fonderie d'investissement en aluminium est unique. Parce que la coquille en céramique est brisée pour libérer la pièce, nous n'avons besoin que d'un minimum de 0,5° à 1° foulement pour retirer le motif en cire de l'outillage initial.
- Filets et rayons : Les coins aigus sont l'ennemi. Nous recommandons des filets généreux pour éviter les concentrations de contrainte et les “ déchirures chaudes ” lors du refroidissement. Cela maintient l'intégrité structurelle de la pièce élevée et le taux de rejet faible.
En se concentrant sur ces géométries, vous maximisez l'efficacité du coulée sous investissement en aluminium processus, en veillant à ce que vos pièces soient plus légères, plus solides et prêtes à l'emploi avec un minimum de déchets.
Garantir la perfection : Qualité et Finition secondaire
Dans notre coulée sous investissement en aluminium processus, “ suffisant ” n'existe pas. Nous considérons l'assurance qualité comme la colonne vertébrale de notre production, en veillant à ce que chaque composant que nous expédions soit prêt pour un service haute performance. En combinant des tests rigoureux avec un post-traitement avancé, nous livrons des pièces en aluminium moulé sous pression qui répondent aux normes les plus strictes de l'aérospatiale et du médical.
Contrôle Non Destructif (CND) & Analyse
Nous utilisons une approche multicouche pour vérifier l'intégrité de chaque pièce moulée. Nos protocoles internes se concentrent sur l'élimination des défauts cachés et la garantie que contrôle de la porosité avant qu'une pièce n'atteigne votre ligne d'assemblage.
- Inspection aux Rayons X : Indispensable pour détecter les vides internes ou les inclusions susceptibles de compromettre l'intégrité structurelle.
- Analyse Spectrographique : Nous vérifions la composition du melt en temps réel pour assurer que l'alliage respecte les certifications matérielles exactes.
- Inspection dimensionnelle : Utilisation de CMM (Machines de Mesure de Coordonnées) pour vérifier la précision dimensionnelle par rapport à votre modèle CAO.
Traitement thermique pour des performances optimales
Pour tirer le meilleur parti de Aluminium A356.0 T6 et autres alliages spécialisés, nous appliquons des cycles thermiques précis. Ce processus optimise le l’espacement des bras de dendrites (DAS) et améliore considérablement les propriétés mécaniques.
- T5 Température : Refroidissement après un processus de mise en forme à température élevée, puis vieillissement artificiel pour la stabilité dimensionnelle.
- T6 Température : Traitement thermique complet de solution et vieillissement artificiel conçu pour une résistance à la traction maximale et une ductilité optimale.
Opérations secondaires de précision
Même si nous obtenons des résultats impressionnants forme proche de la nette par le biais de coulée en cire perdue, les caractéristiques critiques pour la mission nécessitent souvent des tolérances plus strictes qu'un moule ne peut fournir. Nous proposons des solutions complètes solutions d'ingénierie de précision CNC pour combler l'écart entre les tolérances de coulée et les exigences de précision extrême.
| Opération | Précision / Standard | Avantage clé |
|---|---|---|
| Usinage CNC secondaire | +/- 0,005 mm | Atteint des ajustements critiques de roulements et des surfaces d'accouplement complexes. |
| Finition de surface | RMS amélioré | Réduit rugosité de surface (RMS) pour les joints d'étanchéité à haute pression. |
| Anodisation & Revêtement | Norme militaire | Améliore la résistance à la corrosion et la dureté de la surface. |
Lors de l’évaluation acier vs aluminium usinage CNC pour la finition après moulage, la haute machinabilité de l'aluminium nous permet de respecter ces spécifications ultra-serrées tout en maintenant votre amortissement des outils et les coûts unitaires globaux sous contrôle.
Applications industrielles : Où la précision rencontre la performance
Nos coulée sous investissement en aluminium les solutions servent des secteurs où l'échec n'est pas une option. En fournissant forme proche de la nette des composants, nous aidons les ingénieurs à combler le fossé entre géométrie complexe et exigences de haute résistance.
Aéronautique & Défense
Dans le ciel, chaque once compte. Nous produisons Aluminium A356.0 T6 des supports structurels et des composants complexes du système de carburant qui privilégient la réduction de poids sans sacrifier l'intégrité.
- Systèmes de carburant : Canaux internes complexes moulés avec une précision haute résolution.
- Supports structurels : Pièces à haute résistance conçues pour résister à des vibrations et à des contraintes extrêmes.
Innovation dans l'automobile et les véhicules électriques
Le passage aux véhicules électriques a fait augmenter la demande pour des fonderie d'investissement en aluminium pièces de haute qualité. Notre fonderie est spécialisée dans les sections à parois fines requises pour la gestion thermique moderne et les boîtiers.
- Boîtiers de batteries : Protection légère et durable pour les cellules à haute tension.
- Carters de moteurs : Dissipation efficace de la chaleur grâce à des ailettes de refroidissement intégrées.
Fabrication de dispositifs médicaux
Les professionnels de la santé comptent sur produits de fonderie de précision en aluminium pour des outils à la fois légers et ergonomiquement complexes. Parce que ces instruments nécessitent une précision extrême, de nombreux composants subissent un usinage CNC secondaire pour atteindre les tolérances finales. Pour assurer une durabilité à long terme et une résistance à la stérilisation, nous proposons également l'anodisation pour l'aluminium en tant qu'option de finition standard.
- Poignées d'outils chirurgicaux : Conceptions profilées pour une prise en main et un contrôle supérieurs.
- Équipements d'imagerie : Cadres rigides et légers pour dispositifs de diagnostic et de radiographie portables.
FAQ sur la coulée d'aluminium en investissement
Combien coûte l'outillage pour la coulée d'aluminium en investissement ?
Le coût initial pour coulée sous investissement en aluminium l'outillage varie généralement de $1 500 à $10 000+, en fonction de la complexité de la pièce et du nombre de cavités dans le moule en cire injectée. Bien que le prix initial soit plus élevé que la fonderie sur sable, le amortissement des outils est très efficace pour des séries de volume moyen à élevé. Parce que le processus fournit une forme proche de la nette, vous économisez considérablement sur le gaspillage de matière première et la main-d'œuvre.
Quel est le délai d'exécution typique pour un prototype versus la production ?
Nous agissons rapidement pour mettre vos conceptions entre vos mains :
- Fonderie de prototype : En utilisant des modèles sacrifiés imprimés en 3D, nous pouvons sauter l'outillage lourd et livrer un fonderie prototype en aussi peu que 2 à 4 semaines.
- Production : Traditionnel coulée en cire perdue l'utilisation de matrices métalliques permanentes nécessite généralement 8 à 12 semaines pour le premier article, en tenant compte de la fabrication de l'outil et de la validation du processus.
La fonderie d'investissement peut-elle remplacer des assemblages CNC complexes multi-pièces ?
Oui. L'un des plus grands avantages de ce procédé est la consolidation des pièces. Nous pouvons souvent réaliser une seule pièce complexe qui remplace un assemblage de cinq ou six pièces séparées. Cela élimine le temps d'assemblage, réduit le risque de fuites dans les systèmes fluides et diminue votre coût total par pièce. Pour les caractéristiques nécessitant des tolérances extrêmes, nous fournissons l'usinage de prototypes pour affiner les faces de montage critiques ou les trous filetés.
Quelle finition de surface (RMS) puis-je attendre du moule ?
Le moule de carapace en céramique l'utilisation dans ce procédé produit une finition exceptionnelle rugosité de surface (RMS), généralement comprise entre 60 et 125 micro-inches. Cela est largement supérieur à la finition fournie par la coulée en sable. Pour de nombreuses applications industrielles, cette finition “ brute ” est suffisamment lisse pour être utilisée sans finition vibratoire ou polissage supplémentaire, ce qui réduit encore vos étapes de production.