

Pourquoi le CNC 3 axes reste le choix le plus pratique pour la fabrication à faible volume
Pour des projets nécessitant un prototypage rapide, des outillages ou une production en petites séries, l'usinage CNC 3 axes demeure une solution indispensable et très pratique. Son équilibre entre précision, efficacité et rentabilité en fait une pierre angulaire pour les fabricants dans divers secteurs. Chez MS Machining, nous utilisons une technologie CNC 3 axes avancée pour livrer des pièces complexes, de haute précision, adaptées aux demandes de faible volume.
Quand l'usinage 3 axes a plus de sens que le 5 axes
Alors que l'usinage 5 axes offre une polyvalence inégalée pour des géométries très complexes, l'usinage CNC 3 axes s'avère souvent être le choix supérieur pour une gamme importante de composants. Pour les pièces principalement dotées de surfaces planes, de coupes verticales ou nécessitant moins d'angles complexes, les opérations 3 axes atteignent la précision et la finition de surface nécessaires sans la complexité et le coût accrus associés aux machines 5 axes. Cette efficacité se traduit directement par des délais plus courts et des prix plus compétitifs pour les conceptions adaptées.
Structure des coûts en prototypage et production en petites séries
La structure des coûts pour l'usinage CNC 3 axes est particulièrement avantageuse pour les prototypes et les petites séries. Des dépenses initiales moindres en programmation et en fixation, combinées à la fiabilité éprouvée du processus, réduisent le coût global du projet. MS Machining propose des solutions d'usinage 3 axes de haute qualité à des prix compétitifs, garantissant que même les projets à faible volume reçoivent une attention et une précision de premier ordre, notamment jusqu'à des tolérances de +/- 0,005 mm.
Comment le temps de mise en place influence le coût unitaire en production à faible volume
En fabrication à faible volume, minimiser le temps de mise en place est crucial pour contrôler le coût unitaire. L'usinage CNC 3 axes implique généralement des dispositifs de fixation plus simples et une programmation moins complexe par rapport aux alternatives multi-axes. Cette réduction de complexité entraîne des temps de préparation plus courts, qui, répartis sur un nombre plus réduit d'unités, diminuent considérablement le coût par pièce. Nos processus efficaces garantissent un délai de réalisation rapide, faisant du CNC 3 axes un choix idéal pour les projets où la rapidité et la rentabilité sont primordiales.
Comprendre les véritables limitations de l'usinage CNC 3 axes avant de concevoir
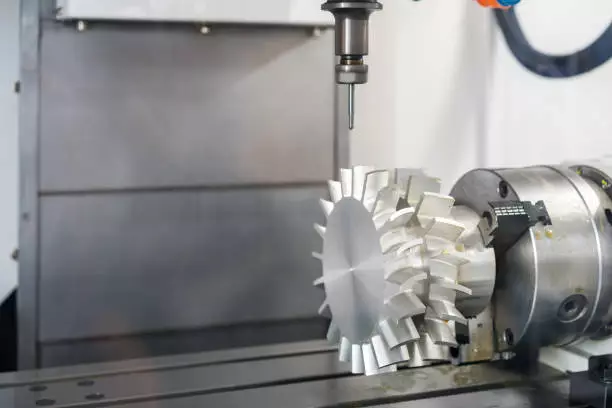
 Pièces usinées en CNC 3 axes
Pièces usinées en CNC 3 axesAvant de s'engager dans une approche d'usinage CNC 3 axes, il est crucial de comprendre ses limitations inhérentes. Reconnaître ces aspects dès la phase de conception peut éviter des révisions coûteuses et des retards. Bien que très polyvalent, l'usinage CNC 3 axes n'est pas une solution universelle pour chaque pièce complexe.
Contraintes d'accès aux outils et direction de coupe uniquement verticale
Nos machines CNC 3 axes fonctionnent selon les axes X, Y et Z, ce qui signifie que l'outil de coupe approche toujours la pièce d'une seule direction, généralement verticale. Cela limite l'accès à certaines caractéristiques de la pièce. Si une caractéristique n'est pas accessible par le dessus, ou nécessite une coupe inclinée qui n'est pas perpendiculaire à l'un des axes principaux, il faut souvent faire pivoter et re-serrer la pièce. Cette restriction influence la complexité des fonctionnalités que vous pouvez usiner sans configurations supplémentaires. Par exemple, la création de certains types de Support CNC conceptions nécessite une considération attentive de la façon dont les caractéristiques de montage seront accessibles.
Cavités profondes et risques de déflexion de l'outil
Usiner des poches profondes ou des cavités complexes avec un CNC 3 axes représente un défi. Pour atteindre le fond de ces caractéristiques, il faut utiliser des outils de coupe plus longs. La longueur accrue de l'outil le rend cependant plus susceptible à la déflexion lors de l'usinage. Cette déflexion peut entraîner plusieurs problèmes : épaisseurs de paroi incohérentes, mauvaise finition de surface, inexactitudes dimensionnelles, voire usure prématurée ou rupture de l'outil. La gestion du fraisage de cavités profondes implique souvent des taux de retrait de matériau plus faibles et des cycles plus longs pour maintenir la précision.
Multiple configurations : le facteur de coût caché
L'une des limitations les plus importantes, mais souvent négligée, de l'usinage CNC 3 axes est la nécessité de plusieurs configurations pour les pièces avec des caractéristiques sur plusieurs faces. Chaque fois qu'une pièce doit être réorientée et re-serrée pour accéder à une nouvelle surface d'usinage, cela ajoute un temps et un coût considérables. Chaque configuration implique :
* **Travail manuel :** Nos machinistes qualifiés passent du temps à débloquer, repositionner et rebloquer la pièce.
* **Réinitialisation du point de référence :** Nous devons rétablir le point zéro de la pièce pour un usinage précis.
* **Augmentation du délai de livraison :** Chaque configuration supplémentaire prolonge le calendrier global du projet.
Pour la production en faible volume ou le prototypage, ces coûts cachés peuvent rapidement s'accumuler, impactant votre budget.
Incohérence de l'état de surface causée par le repositionnement
Lorsqu'une pièce nécessite plusieurs configurations, il y a toujours un risque de léger désalignement à chaque fois qu'elle est rebloquée. Même des écarts mineurs peuvent entraîner des “ lignes de témoin ” visibles ou de légers décalages aux points de rencontre des opérations d'usinage issues de différentes configurations. Cela peut entraîner des incohérences dans l'état de surface final, nécessitant potentiellement un post-traitement supplémentaire comme le polissage ou la rectification pour obtenir la qualité esthétique et fonctionnelle souhaitée. Nous employons un contrôle qualité rigoureux, y compris l'inspection CMM, pour minimiser ces risques, mais cela reste une considération inhérente aux projets complexes d'usinage CNC 3 axes.
Stratégies de conception pour réduire le temps de configuration et d'usinage

Lorsque nous parlons d'usinage CNC 3 axes efficace, en particulier pour la production en faible volume ou les prototypes, la phase de conception est essentielle. Des choix de conception intelligents en amont se traduisent directement par moins de temps de configuration et un usinage global plus rapide, ce qui a un impact significatif sur votre coût unitaire.
Minimiser le retournement et le re-blocage des pièces
L'un des plus grands gouffres de temps dans l'usinage CNC 3 axes est la nécessité de repositionner et de re-bloquer une pièce plusieurs fois. Chaque retournement ou re-fixation nécessite un alignement minutieux, de nouveaux décalages et une vérification, ce qui grève le temps d'usinage précieux. Nous visons toujours à concevoir des pièces qui peuvent être usinées autant que possible à partir d'une seule configuration ou avec un minimum de réorientations. Cette approche ne se contente pas de gagner du temps ; elle améliore également la précision en réduisant les risques d'erreur lors du re-blocage.
Concevoir les caractéristiques à partir d'une seule référence primaire
Pour obtenir une précision constante et rationaliser la programmation, nous accordons la priorité à la conception de toutes les caractéristiques à partir d'une seule référence primaire. Cela signifie établir un point de référence clair et commun pour chaque dimension de votre pièce. Lorsque les caractéristiques sont référencées de manière cohérente, cela simplifie le processus de configuration et garantit que la précision de nos opérations d'usinage sur mesure opérations est maintenue sur tous les plans, minimisant ainsi les problèmes potentiels d'accumulation de tolérance.
Éviter les contre-dépouilles et les caractéristiques latérales inutiles
Bien que les contre-dépouilles et les caractéristiques latérales complexes puissent être esthétiques sur le papier, elles posent souvent des défis importants pour l'usinage CNC 3 axes. Ces géométries exigent fréquemment des outils spécialisés ou, plus communément, des configurations supplémentaires et des orientations de machine différentes pour y accéder. Pour les petites séries, ces étapes supplémentaires peuvent augmenter considérablement le temps de configuration et le coût unitaire global. Si possible, déterminez si une caractéristique peut être simplifiée ou redessinée pour être accessible depuis la face supérieure ou inférieure sans compromettre sa fonction.
Planifier la séquence d'usinage pendant la phase de CAO
L'intégration des considérations de fabrication directement dans la phase de conception CAO change la donne. En visualisant le processus d'usinage dès le début, nous pouvons anticiper les conflits potentiels d'outillage, évaluer l'accès pour nos outils de coupe et même définir la séquence d'usinage optimale. Cette approche proactive nous aide à détecter les problèmes de conception coûteux avant qu'ils n'atteignent l'atelier, assurant ainsi un processus d'usinage CNC 3 axes plus fluide et plus efficace et réduisant considérablement le temps la découpe de métal par machine CNC global.
Optimisation de la conception des poches et des cavités pour une efficacité 3 axes
La conception efficace des poches et des cavités est essentielle pour maximiser l'efficacité et contrôler les coûts dans l'usinage CNC 3 axes. Chez MS Machining, nous guidons souvent nos clients sur la façon dont des ajustements mineurs de conception peuvent avoir un impact significatif sur la fabricabilité et le délai de livraison.
Ratios recommandés entre la profondeur et la largeur
Lors de la conception de poches pour l'usinage CNC à 3 axes, nous recommandons de maintenir des ratios profondeur/largeur raisonnables. Pour la plupart des matériaux, un ratio de 2:1 ou 3:1 est idéal. Des poches excessivement profondes et étroites peuvent entraîner une augmentation de la déviation de l'outil, des vibrations et des temps d'usinage plus longs en raison de la nécessité d'outils plus petits, plus longs et de plusieurs passes. L'optimisation de ces ratios nous aide à maintenir la précision attendue par nos clients et à livrer des pièces de haute qualité de manière efficace.
Conception du rayon d'angle basée sur les fraises standards
Pour réduire les coûts de fabrication et accélérer la production, nous conseillons de concevoir des angles internes avec des rayons correspondant aux tailles standard des fraises. Si votre conception spécifie un rayon personnalisé ou exceptionnellement petit, cela nécessite souvent l'utilisation d'outils spécialisés de diamètre plus petit ou des opérations supplémentaires, chronophages. En alignant votre conception avec des outils standard, nous pouvons exploiter nos solutions d'usinage CNC à 3 axes efficaces pour produire vos pièces plus rapidement et à moindre coût.
Pourquoi les angles internes aigus augmentent le coût
Obtenir un angle interne parfaitement aigu (rayon zéro) par fraisage est peu pratique pour l'usinage CNC à 3 axes. De telles caractéristiques nécessiteraient un usinage par électroérosion (EDM) ou d'autres processus secondaires, ce qui augmente considérablement le délai et le coût. Même en concevant pour un rayon très petit, cela implique souvent l'utilisation d'outils fragiles de petit diamètre fonctionnant à des vitesses plus lentes, ce qui augmente la dépense. Nous recommandons de concevoir avec le plus grand rayon d'angle interne possible pour minimiser ces coûts supplémentaires.
Réduction du temps de coupe à l'air et de la rétraction de l'outil
“Le ” coupe à l'air » désigne le déplacement de l'outil dans l'espace sans enlever de matière, et les rétractions fréquentes de l'outil consomment également un temps précieux. En concevant des poches et cavités avec des caractéristiques permettant des trajectoires d'outil continues et ininterrompues, vous pouvez réduire considérablement le temps d'usinage. Une conception réfléchie minimise ces mouvements non productifs, améliorant l'efficacité globale du processus d'usinage CNC à 3 axes et contribuant à des délais d'exécution plus rapides pour vos projets. Nous nous concentrons sur l'optimisation de chaque aspect du processus d'usinage pour fournir des services d'usinage CNC de haute précision.
Épaisseur des parois, caractéristiques hautes et stabilité structurelle
Parois fines et problèmes de vibration dans l'aluminium et les plastiques
Lors de l'usinage CNC à 3 axes, les parois fines peuvent devenir un véritable défi. Les matériaux comme l'aluminium et les plastiques, en particulier, sont sujets à des vibrations lors des opérations de fraisage. Ces vibrations impactent directement la précision que nous pouvons atteindre, rendant plus difficile le maintien de tolérances strictes et aboutissant à une finition de surface moins optimale pour vos pièces.
Conception de nervures plutôt que de blocs solides épais
Pour améliorer la stabilité structurelle sans ajouter de poids inutile, nous recommandons souvent d'incorporer des nervures dans vos conceptions. Les nervures offrent une excellente rigidité et support, souvent plus efficacement que le simple fraisage d'un bloc solide épais. Cette approche de conception peut considérablement améliorer la machinabilité de vos pièces et nous aider à maintenir une qualité constante.
Équilibrer réduction de poids et machinabilité
Trouver le bon équilibre entre la réduction du poids de la pièce et sa praticabilité pour l'usinage CNC à 3 axes est essentiel. Notre équipe se concentre sur des stratégies de conception qui permettent une réduction efficace du poids tout en conservant une intégrité matérielle suffisante pour un usinage stable. Cette approche aide à prévenir des problèmes tels que la déviation de l'outil et garantit des résultats cohérents, en accord avec les tendances actuelles de l'usinage CNC qui privilégient efficacité et précision.
Considérations de conception des trous influençant l'efficacité de l'usinage CNC à 3 axes
Lors de la conception de pièces pour l'usinage CNC à 3 axes, la façon dont vous abordez les trous peut avoir un impact significatif sur le coût et le délai. Réfléchir à ces détails dès le départ nous aide à livrer vos pièces plus efficacement.
Tailles standard de forets vs. diamètres personnalisés
Pour maintenir vos projets d'usinage CNC 3 axes rentables, nous recommandons toujours de concevoir en utilisant des tailles de forets standard. L'utilisation d'outils facilement disponibles réduit le temps de mise en place et le coût des outils. Des diamètres de forets personnalisés nécessitent souvent des outils spécialisés ou des opérations de fraisage plus complexes, ce qui augmente naturellement le temps d'usinage et le coût global du projet, en particulier pour les séries faibles.
Trou passants vs. Trou borgnes
Les trous passants et les trous borgnes sont tous deux courants dans l'usinage CNC 3 axes. Les trous passants, qui traversent entièrement une pièce, sont généralement plus rapides et plus simples à usiner. Cependant, les trous borgnes nécessitent un contrôle de profondeur plus précis et souvent une étape secondaire pour obtenir des fonds plats, ce qui ajoute de la complexité et du temps au processus d'usinage.
Lignes directrices pour la profondeur de filetage pour les pièces en faible volume
Pour une résistance optimale du filetage et un usinage CNC 3 axes efficace, nous conseillons généralement une longueur d'engagement du filetage de 1,5 fois le diamètre nominal pour l'acier et de 2,0 à 2,5 fois pour des matériaux plus tendres comme l'aluminium. Des filets excessivement profonds n'apportent pas beaucoup de résistance et augmentent seulement le temps d'usinage et l'usure des outils, impactant le coût de vos pièces en faible volume.
Éviter le micro-perçage lors des premières phases de prototypage
Le micro-perçage, impliquant des trous généralement inférieurs à 1 mm (0,040 pouces) de diamètre, présente des défis uniques en usinage CNC 3 axes. Ces petits outils sont fragiles, sujets à la casse, et nécessitent des avances plus lentes, ce qui augmente considérablement le temps d'usinage et le risque. Pour les premiers prototypes, il est souvent bénéfique de simplifier les conceptions en évitant le micro-perçage afin d'accélérer la production et de réduire les coûts. Cette stratégie permet de rationaliser la phase de prototypage avant de passer à la production finale.
Stratégie de tolérance pour la production en faible volume
Lorsqu'il s'agit de production en faible volume avec un usinage CNC 3 axes, notre stratégie de tolérance influence directement le coût et le délai de livraison. Il est crucial de comprendre que toutes les dimensions de votre pièce n'ont pas besoin d'être maintenues avec une précision au micron près. Nous évaluons toujours **quand des tolérances serrées sont réellement importantes**, en nous concentrant sur les caractéristiques essentielles pour l'assemblage, l'ajustement ou des exigences fonctionnelles spécifiques. Sur-spécifier les tolérances pour des dimensions non critiques est une erreur courante qui augmente inutilement les coûts.
Avec l'usinage CNC 3 axes, en particulier dans des scénarios de multi-positionnement, les risques de décalage lors de l'usinage multi-positionnement sont une préoccupation réelle. Chaque fois qu'une pièce est re-serrée ou réorientée, il y a un potentiel d'accumulation de petites erreurs, rendant plus difficile et plus long d'atteindre des tolérances ultra-serrées sur plusieurs faces. C'est ici qu'une planification minutieuse devient essentielle.
En termes simples, comment la sur-spécification des tolérances augmente le temps d'usinage est simple : des tolérances plus strictes exigent plus de passes, des avances plus lentes, des outils plus fins et des inspections plus rigoureuses. Tout cela se traduit directement par une augmentation du temps machine et des coûts de main-d'œuvre pour vos pièces en faible volume. Au lieu de cela, nous préconisons une classification claire des dimensions critiques vs non critiques. En identifiant quelles dimensions sont absolument essentielles pour la performance et lesquelles ont plus de marge, nous pouvons optimiser le processus d'usinage CNC 3 axes, en économisant à la fois du temps et de l'argent sans compromettre la fonctionnalité de votre produit.
Choix des matériaux et leur impact sur l'usinage CNC 3 axes
Choisir le bon matériau est crucial pour un usinage CNC 3 axes réussi et rentable. Le matériau influence directement tout, de la sélection des outils et des temps de cycle à la finition de surface et au budget global du projet. Nous travaillons avec une large gamme de matériaux, en visant toujours à optimiser le processus d'usinage selon vos besoins spécifiques.
Aluminium vs. Acier inoxydable vs. Plastiques techniques
Le matériau que vous choisissez influence profondément le processus d'**usinage CNC 3 axes**.
* **Aluminium :** Généralement facile à usiner, permettant des taux d'avance et des vitesses de coupe plus rapides. Cela conduit à des délais d'exécution plus courts et à des coûts réduits, notamment pour le prototypage rapide et les lots plus importants.
* **Acier inoxydable :** Significativement plus dur et plus difficile à usiner. Il nécessite des outils plus robustes, des paramètres de coupe plus lents et des liquides de refroidissement spécialisés pour gérer la chaleur et l'usure. Cela augmente à la fois le temps de cycle et le coût des outils. Nous sommes spécialisés dans le travail de précision avec des métaux difficiles, y compris de vastes capacités en services d'usinage CNC de titane.
* **Plastiques d'ingénierie (par exemple, ABS, PC, POM, Nylon, PEEK, Teflon, Acrylique) :** Ces matériaux offrent une usinabilité variée. Certains sont très mous, nécessitant des outils tranchants et une évacuation soigneuse des copeaux, tandis que d'autres sont plus rigides. La gestion de la chaleur est essentielle avec les plastiques pour éviter la fusion ou la déformation.
Comment la dureté du matériau influence l'usure des outils et le temps de cycle
La dureté du matériau est un facteur principal dans l'efficacité de l'**usinage CNC 3 axes**.
* **Matériaux plus durs :** (comme l'acier inoxydable ou les alliages à haute résistance) provoquent une usure accélérée des outils. Cela nécessite des changements d'outils fréquents, ce qui augmente les temps d'arrêt et les coûts des consommables. Ils requièrent également des vitesses de coupe plus lentes et des profondeurs de coupe plus faibles, prolongeant considérablement le temps global de cycle.
* **Matériaux plus mous :** (tels que l'aluminium et de nombreux plastiques) sont beaucoup plus indulgents pour l'outillage. Cela permet d'utiliser des taux d'avance et des vitesses plus élevés, réduisant le temps d'usinage et minimisant l'usure des outils.
Stabilité du matériau lors de petites séries
Pour la production en faible volume, la stabilité du matériau garantit des résultats cohérents pour toutes les pièces. Nous savons que les propriétés du matériau peuvent varier légèrement d'une batch à l'autre. Nos processus, certifiés selon **ISO 9001:2015** et soumis à une inspection rigoureuse par CMM, garantissent que chaque pièce répond à vos spécifications exactes, quel que soit la taille de la batch. Nous surveillons attentivement le comportement du matériau lors de l'**usinage CNC 3 axes** pour maintenir la précision dimensionnelle et la qualité de surface, en livrant des pièces fiables à chaque fois.
Conception pour un meilleur montage en petites séries
Pour un usinage CNC 3 axes efficace, en particulier en production en petites séries, la conception d'une pièce doit prendre en compte le montage dès le départ. Les choix de conception stratégiques impactent directement le temps de mise en place, la précision de la pièce et le coût global en fabrication à faible volume. Nous optimisons les conceptions pour simplifier le processus de fixation.
Surfaces de référence planes et zones de fixation
Les conceptions pour l'usinage CNC 3 axes doivent privilégier les **surfaces de référence planes** et les zones de fixation facilement accessibles. Ces caractéristiques permettent un montage stable et sécurisé de la pièce, essentiel pour maintenir des tolérances serrées jusqu'à +/- 0,005 mm. Des zones de fixation clairement définies réduisent le temps de mise en place et assurent un positionnement cohérent des pièces dans un lot.
Éviter la déformation lors du serrage
Prévenir la déformation de la pièce lors du serrage est vital. Lors de la conception pour l'usinage 3 axes, il faut considérer comment les forces de fixation répartiront sur le matériau. Nous conseillons de concevoir des pièces avec une épaisseur de paroi suffisante ou des sections renforcées là où les pinces exerceront une pression, en particulier pour les métaux plus mous comme l'aluminium ou les plastiques d'ingénierie tels que l'ABS et le POM. Cela évite la déformation et garantit que la pièce finale respecte les spécifications de conception.
Comment la complexité du dispositif de fixation influence le délai de livraison
La complexité du dispositif de fixation de votre pièce impacte directement le délai de livraison et le coût unitaire global en production en faible volume et en prototypage rapide. Des dispositifs de fixation simples et robustes sont plus rapides à concevoir et à fabriquer, ce qui permet des délais d'exécution plus courts pour les projets d'usinage CNC 3 axes. Un montage plus complexe, bien que parfois inévitable pour des géométries complexes, augmente considérablement le temps et le coût de la production.
Exemple concret : Refonte d'un prototype pour réduire le coût d'usinage de 30%
Nous rencontrons fréquemment des conceptions de prototypes qui, tout en étant fonctionnelles, ne sont pas optimisées pour un usinage CNC 3 axes efficace. Par exemple, nous avons récemment travaillé sur un nouveau support pour un système de robotique qui illustre parfaitement ce point.
Problèmes de conception initiaux
La conception initiale comportait des poches internes complexes nécessitant plusieurs changements d'outil et des murs profonds et fins qui obligeaient à des passes d'usinage lentes pour éviter les vibrations. Crucialement, elle comportait plusieurs caractéristiques sur des côtés opposés qui forçaient à re-serrer constamment la pièce, augmentant considérablement le temps de mise en place et introduisant un potentiel d'erreurs de repositionnement. Cela a poussé le coût unitaire global bien au-dessus de l'objectif du client pour une production en faible volume.
Ajustements d'ingénierie
Notre équipe d'ingénierie a collaboré avec le client pour simplifier la géométrie. Nous avons redessiné les poches profondes avec des rayons d'angle plus généreux et des profondeurs légèrement moins importantes, ce qui a permis d'utiliser des outils de longueur standard et d'accélérer l'enlèvement de matière. Nous avons également consolidé plusieurs caractéristiques pour qu'elles soient accessibles depuis une seule configuration principale, minimisant ainsi la nécessité de retourner la pièce. Dans la mesure du possible, nous avons assoupli les tolérances non critiques, en comprenant que l'ingénierie de précision est primordiale mais aussi coûteuse si elle est sur-spécifiée.
Comparaison des temps de cycle
Ces ajustements réfléchis ont considérablement amélioré la fabricabilité sur une fraise CNC 3 axes. La conception originale nécessitait plus de 45 minutes de temps machine par unité, principalement en raison de caractéristiques complexes et de multiples configurations. Après la refonte, le temps de cycle est tombé à un peu moins de 30 minutes, soit une réduction de plus de 30%.
Impact sur le coût en série de faible volume
Pour une série de 100 unités, cela s'est traduit directement par des économies importantes. En tenant compte de la réduction des temps de mise en place, du moindre changement d'outil et de l'usinage global plus rapide, le client a constaté une réduction de 30% de son coût de fabrication total par unité. Ce cas illustre parfaitement comment quelques ajustements stratégiques de conception peuvent réduire considérablement les dépenses pour options de usinage CNC sur mesure les prototypes et les petites séries.
Quand passer à une machine 4 axes ou 5 axes au lieu de forcer l'usinage CNC 3 axes
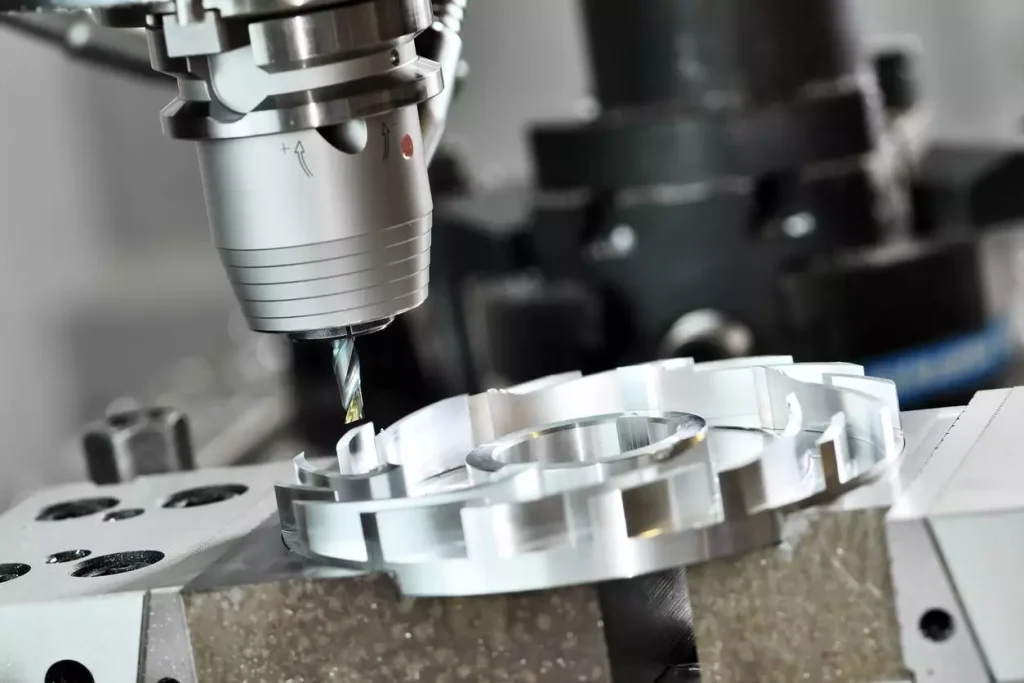 Usinage CNC 5 axes
Usinage CNC 5 axesAlors que nous nous sommes concentrés sur l'optimisation pour l'usinage CNC 3 axes, il arrive un moment où s'y accrocher pour des pièces complexes devient contre-productif. Savoir quand passer à une machine 4 axes ou 5 axes peut faire gagner un temps et de l'argent considérables à long terme. Il s'agit de reconnaître les limites d'une approche à 3 axes pour des géométries spécifiques et de comprendre où les capacités multi-axes apportent réellement de la valeur.
Signaux de géométrie complexe
J'ai appris que certaines caractéristiques de pièce sont des indicateurs clairs qu'une approche à 3 axes sera très inefficace, voire impossible. Lorsque votre conception inclut :
- Caractéristiques multi-faces : Toute caractéristique nécessitant un usinage depuis plus d'un côté sans retourner la pièce.
- Sous-cuts ou poches profondes et fermées : Caractéristiques que une fraise à surfacer standard ne peut pas atteindre verticalement.
- Surfaces complexes à contours ou angles composés : Là où le trajet de l'outil doit se déplacer simultanément dans plusieurs axes pour maintenir une action de coupe appropriée.
Ces géométries indiquent souvent que tenter de forcer une solution en 3 axes entraînera des configurations excessives, des dispositifs de fixation sur mesure, des problèmes potentiels d'empilement de tolérances et un risque accru d'erreur. Pour des conceptions sophistiquées souvent rencontrées dans des industries haute performance, un page d'usinage CNC métal devient indispensable.
Logique de comparaison des coûts
Lors de l’évaluation de la nécessité de rester en 3 axes ou de passer à plusieurs axes, je regarde au-delà du tarif horaire de la machine. Une machine multi-axes peut avoir un coût horaire plus élevé, mais le coût total du projet peut être considérablement inférieur pour des pièces complexes. Voici pourquoi :
- Réduction du Temps de Réglage : Une machine 5 axes peut souvent réaliser une pièce en une ou deux configurations, réduisant considérablement les coûts de main-d'œuvre et de fixation liés à plusieurs configurations sur une machine 3 axes.
- Précision améliorée : Moins de configurations signifient moins de risques d’erreurs d’alignement, ce qui conduit à une meilleure qualité des pièces et à moins de rejets.
- Temps de cycle plus rapides : Avec des trajectoires d’outil continues et un meilleur accès à l’outil, les fonctionnalités complexes peuvent être usinées beaucoup plus rapidement, même si la vitesse de coupe individuelle n’est pas plus élevée.
- Moins de dispositifs de fixation sur mesure : Les machines multi-axes peuvent souvent maintenir les pièces dans des étaux plus simples, réduisant ainsi le besoin de dispositifs de fixation coûteux et sur mesure.
En fin de compte, il s’agit de l’efficacité globale et du “ vrai ” coût par pièce, pas seulement des minutes de machine brutes. Pour beaucoup de nos clients cherchant l’efficacité usinage de production CNC, cette logique de coût guide souvent leurs décisions.
Liste de vérification pour la prise de décision avant RFQ
Avant de demander un devis, je recommande de passer en revue cette liste de vérification rapide pour décider si votre pièce est mieux adaptée à l’usinage en 3 axes ou en plusieurs axes :
- Complexité des pièces : A-t-elle des caractéristiques nécessitant un mouvement simultané sur plus de 3 axes ?
- Exigences de tolérance : Des tolérances très serrées sont-elles nécessaires sur plusieurs plans, ce qui pourrait souffrir de plusieurs configurations ?
- Volume de production : Pour des volumes très faibles ou des prototypes simples, la machine 3 axes peut encore être rentable. Pour des lots de petite à moyenne taille de pièces complexes, le multi-axes brille.
- Budget & Délai de livraison : Le projet peut-il absorber un coût initial potentiellement plus élevé pour des délais de livraison plus courts et une qualité supérieure ?
- Finition de surface : Des surfaces extrêmement lisses et à contours complexes sont-elles nécessaires ?
- Matériau : Le matériau est-il difficile à usiner, nécessitant un positionnement précis de l'outil ?
Si vous cochez plusieurs cases pour la compatibilité avec le multi-axes, cela indique fortement que l'exploration des options 4 axes ou 5 axes offrira la meilleure valeur et le meilleur résultat pour votre projet.