

チタングレードのナビゲーション:あなたのプロジェクトに適したものはどれ?
適切な合金を選ぶことは最初の重要な決定です チタンCNC加工サービス. 。この素材はその強さと軽さの比率で伝説的ですが、商業純チタンと高強度合金では加工アプローチが大きく異なります。.
グレード2:耐腐食性の働き者
一般的に「商業純」(CP)チタンと呼ばれるグレード2は、あなたの主な関心事が チタンの耐腐食性 と溶接性である場合の私の最もおすすめの選択肢です。非常に延性が高く、海洋や化学処理環境で優れた性能を発揮します。グレード5よりも切削工具に優しいですが、「ガリング」やインサートへの付着を防ぐために正確な送り制御が必要です。.
グレード5(Ti-6Al-4V):航空宇宙のゴールドスタンダード
Ti-6Al-4Vの加工 は私たちの生産量の大部分を占めています。グレード5はアルファ-ベータ合金であり、 航空宇宙グレードのチタン部品. の業界標準です。グレード2の2倍の強度を持ち、ほぼ同じ密度です。あなたのプロジェクトが グレード5チタンのファスナー, 、エンジンディスク、または構造フレームを含む場合、これは高ストレスの用途において絶対に外せない選択です。.
機械的性質の比較:グレード2 vs. グレード5
これらの材料の背後にあるデータを理解することで、あなたの特定の部品に合わせた CNCチタン旋盤加工 やフライス加工のパラメータを最適化できます。.
| 性質 | グレード2(純粋な商用グレード) | グレード5(Ti-6Al-4V) |
|---|---|---|
| 引張強さ | 〜485 MPa | 〜900〜1000 MPa |
| 硬さ(ブリネル) | 〜150 HBW | 〜330 HBW |
| 熱伝導率 | 熱伝導率(W/m・K) | 〜6.7 W/m・K |
| 加工性評価 | B1112鋼の40–45% | B1112鋼の20–25% |
- 引張強さ: グレード5ははるかに強力であり、構造用に理想的です チタンの機械加工部品.
- 硬さ: グレード5ははるかに硬く、これにより チタン工具の摩耗が増加し 特殊なカーバイドインサートが必要となります。.
- 熱伝導率: グレード5は非常に低い熱伝導率を持っています。これは、熱がチップを通じて拡散せず、先端に留まることを意味します。私たちはMSマシニングで高圧クーラントと特定の工具経路の幾何学を使用してこれを管理しています。.
適切なグレードを選択することは、性能要件とコストのバランスを取ることです カスタムチタン加工. 。飛行や高圧システムで極端な耐久性が求められる部品にはグレード5が標準です。配管、熱交換器、医療用ハウジングなど、成形性が重要な場合はグレード2が最適です。.
チタンCNC加工サービスの科学:技術的障壁の克服
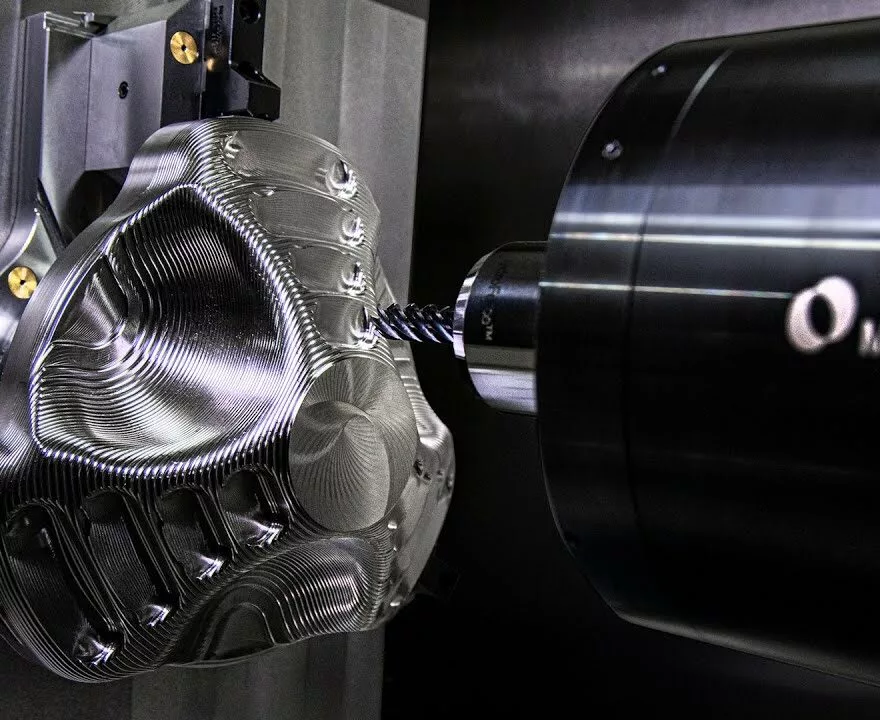
チタンの加工は熱と物理学との戦いです。チタンは熱伝導率が低いため、切削中に発生した熱はチップの端に留まり、逃げません。最高レベルの チタンCNC加工サービス, を提供するために、私たちは特定の技術戦略を採用し、材料の完全性を損なうことなく部品が正確な仕様を満たすようにしています。.
熱拡散と2026年AI適応工具経路
私たちは「熱トラップ」問題に対して 高圧クーラント加工 (最大1,000 PSI)を正確に切削ゾーンに向けて噴射することで対処しています。2026年には、 AI適応工具経路 を導入し、スピンドル負荷をリアルタイムで監視し、熱スパイクを防ぐために自動的にエンゲージメント角度を調整します。.
- 高圧クーラント: チップを吹き飛ばし、インターフェースの温度を瞬時に下げます。.
- AI工具経路: 「トロコイダルミリング」を最適化し、工具寿命と表面仕上げを最大化します。.
チタンの加工硬化に対抗する
チタンは、工具が削るのではなく擦る場合、瞬時に「加工硬化」します。表面が硬化すると、ほぼ加工不可能になり、工具の故障につながります。私たちはこれを防ぐために 鋭利なPVDコーティング超硬工具 そして、積極的で一定の送り速度を維持します。.
| 課題 | 私たちのソリューション | 利点 |
|---|---|---|
| 熱の蓄積 | AI最適化された工具係合 | 工具の「溶融」を防ぎます“ |
| 加工硬化 | 一定の送り速度とポジティブすくい角 | 材料の延性を維持します |
| 工具摩耗 | 特殊な チタン用超硬工具 | ダウンタイムとコストを削減します |
精度と剛性:高トルク主軸
精度は譲れません。処理するために Ti-6Al-4V加工 振動や「びびり」なしに、当社は頑丈な高トルク主軸を使用しています。この剛性が当社の根幹であり、 チタンCNC加工サービス, 、これにより当社は保持できます 精密なチタン公差 最も複雑な幾何学形状でも。.
- 高負荷用スピンドル: 高質量とトルクにより微振動を排除します。.
- 剛性の高い固定装置: カスタムメイドの治具により、チタン加工に必要な高い切削力下でも部品がずれることはありません。.
- チタン工具摩耗対策: リアルタイムセンサー監視により、工具が寸法に影響を与えるほど鈍る前に当社のチームに通知します。.
MSマシニングの高度なチタンCNC加工サービス
私たちの工場は、他社が断るような仕事も対応できるように設計されています。高性能な技術と特殊な二次加工を統合し、お客様の カスタムチタン製造 が最も厳しい業界基準を満たし、通常の生産遅延を回避できるようにしています。.
チタン用5軸ミリング

複雑な航空宇宙用ハウジングや 医療グレードのチタンインプラント, に対して、 チタン用5軸ミリング. を採用しています。この設定により、一度の操作で複数の角度にアクセス可能です。.
- セットアップの削減: 少ない回数で部品を切削し、精度を大幅に向上させます。.
- 複雑な形状: 整形された形状を持つ整形外科用デバイスに最適です。.
- 優れた表面仕上げ: 連続工具の動きにより、3軸設定で一般的な“チャタリング”跡を防止します。.
ワイヤー放電加工とレーザー溶接
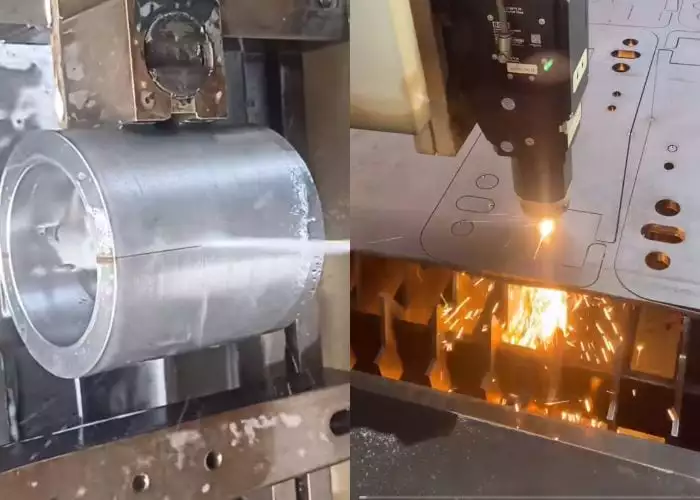
標準のミリングには限界があります。特にチタンの硬さには対応できません。そのギャップを補うために、補完的なサービスを提供します:
- ワイヤー放電加工: 非常に薄い溝や鋭い内部コーナーを切断するのに理想的で、物理的な工具が壊れる場所でも使用できます。.
- レーザー溶接: 金属の完全性を損なうことなく、多部品アセンブリに高強度でクリーンな接合を提供します。.
精密チタン公差と品質管理
私たちは 精密なチタン公差 環境内のすべての変数を制御することで維持しています。私たちの品質管理部門は単なるデスクではなく、ワークフローの中心部分です。.
| 特徴 | 私たちの標準 |
|---|---|
| QCライン | 3つの独立した検査ラインで、すべての生産段階を検証します。. |
| 環境 | 熱膨張を防ぐための温度管理された実験室。. |
| 認証 | 航空宇宙および医療分野の文書に厳格に準拠しています。. |
私たちの品質へのコミットメントは、お客様の チタンCNC加工サービス がデータに裏付けられており、単なる約束ではありません。高精度のCMMを使用して、すべての寸法が出荷前にCADファイルと正確に一致していることを保証します。.
重要な産業を横断するチタンCNC加工サービス
故障が許されない場所で高性能な部品を提供します。私たちの チタンCNC加工サービス サポートは、日本の最も要求の厳しい分野を支え、安全性と耐久性において正確な仕様を満たす部品を確実に提供します。.
航空宇宙・防衛
現代の航空は、軽量で非常に強力な素材に依存しています。私たちは 航空宇宙グレードのチタン部品 を製造し、極端な圧力や温度サイクルに耐えるよう設計しています。.
- 構造フレーム や翼の取り付け部品。.
- 高強度 グレード5チタンのファスナー.
- 重要なエンジンダイヤルやタービン部品。.
医療・歯科
人間の健康には絶対的な精度と素材の安全性が求められます。私たちは 医療グレードのチタンインプラント を専門とし、人体での長期的な成功を目指して設計しています。.
- 生体適合性金属部品 整形外科や脊椎手術用。.
- カスタム歯科インプラントと精密アバットメント。.
- 軽量で人間工学に基づいた外科用器具。.
エネルギー・海洋
塩水や工業用化学薬品は、劣った金属を迅速に破壊します。私たちは優れた チタンの耐腐食性 を活用して、地球上で最も過酷な環境に耐えるハードウェアを構築します。.
| 用途 | 主要コンポーネント | 利点 |
|---|---|---|
| 石油・ガス | 井戸システムのフラッパー | 耐薬品性 |
| 海洋 | 海水用バルブとポンプ | 塩水腐食ゼロ |
| 海底 | 深海センサー筐体 | 高圧耐性 |
私たちの専門知識により、あなたのプロジェクトが30,000フィートの空中や10,000フィートの海底にあっても、機械加工された部品は設計通りに性能を発揮します。.
チタンCNC加工サービスのためのDFMヒント

スマートな設計は、 カスタムチタン部品のコストを最も早く削減する方法です. 。チタンはアルミニウムや鋼よりもはるかに丈夫なため、小さな設計の選択が工具寿命や最終部品の品質に大きな影響を与えます。MSマシニングでは、これらの3つのコア最適化を推奨し、 チタンCNCサービスの効率化を図ります プロジェクト。.
工具のたわみを最小限に抑えるためにコーナーRを最適化する
小さな内側のコーナーは、工具破損の主な原因です チタンCNC加工. 。工具が狭いコーナーに当たると、「食い込み」が増加し、振動やたわみにつながります。.
- 125%ルール: 使用する工具よりも少なくとも25%大きい内側のコーナーRを常に指定してください。例えば、0.5インチのエンドミルが必要な場合、0.3125インチのRを使用してください。.
- 応力軽減: より大きなRは、工具が「食い込む」ことなくコーナーをスムーズに通過することを可能にし、これにより、貴社の 加工されたチタン部品.
深く狭いスロットを避ける
チタンは熱伝導率が悪く、熱が材料全体に放散されず、切削刃に留まります。深く狭いスロットは悪名高い熱だまりであり、工具を瞬時に溶かす可能性があります。.
- 深さ対幅の比率: スロットの深さは最大で 2:1 可能な限り工具径に対して。.
- 切りくず排出: 狭いポケットでは、高圧クーラントによる切りくずの排出が困難になります。切りくずの再切削は、急速な チタン工具の摩耗が増加し と劣悪な寸法精度につながります。.
性能と現実的な公差のバランスをとる
一方、 精密なチタン公差 は当社の専門ですが、必要のない箇所で厳しい公差を過度に指定すると、不必要にコストが増加します。.
| 特徴タイプ | 標準許容差(コスト効果的) | 高精度許容差(コスト高) |
|---|---|---|
| 線形寸法 | ± 0.005インチ | ± 0.0005インチ |
| 穴径 | ± 0.002インチ | ± 0.0002インチ |
| 表面仕上げ | 63 μインチ(1.6 μm)Ra | 16 μインチ(0.4 μm)Ra |
プロのヒント: 重要な結合面やベアリングフィットにのみ厳しい許容差を適用してください。構造的には CNCチタニウム部品, 、標準許容差のアプローチは チタン部品の製造 プロセスを迅速かつ手頃な価格に保ちます。.
チタンCNC加工サービスにMSマシニングを選ぶ理由
私たちはMSマシニングを単なるベンダー以上の存在にしました。私たちはあなたの戦略的パートナーです。 チタン部品の製造. 私たちの 30,000平方フィート以上の施設, 私たちのチームは 200人以上の専門家 複雑な物理現象を管理しています CNCチタン 毎日。私たちは大規模なスケールと高リスク産業に必要な精度を組み合わせています。.
グローバルロジスティクスと日本市場の専門知識
私たちは数十年にわたり、 日本 およびヨーロッパ市場の特定の要求を理解しています。私たちは、日本のお客様にとって信頼性がハードウェアと同じくらい重要であることを理解しています。.
- 実績: シームレスな輸送と通関処理の数十年の経験。.
- 品質基準: 国際的な精度と材料認証に準拠。.
- ローカライズされたコミュニケーション: プロフェッショナルで透明性のあるサービスで、プロジェクトのタイムラインを尊重します。.
MSマシニングの「無敵の能力」“
私たちの差別化ポイントは機敏さです。研究開発段階にいる場合でも、大規模な導入準備が整っている場合でも、私たちは チタンCNC加工サービス あなたと共に成長します。.
- 迅速な見積もり: お客様をお待たせしません。迅速な見積もりでプロジェクトをスムーズに進めます。.
- スケーラブルな生産体制: 当社は初期の カスタムチタン加工 試作品と大量生産の間のギャップを埋めます。.
- 信頼性: 広大な設備により、注文規模に関わらず、納期を保証するための機械の冗長性を確保しています。.
チタンCNC加工サービスに関するよくある質問
チタンはアルミニウムよりも加工費用が高いのはなぜですか?
アルミニウムは柔らかく、素早く切削できますが、チタンは全く異なります。加工費用が高いのは、 チタン部品の製造 いくつかの要因に起因します:
- 材料費: 未加工のチタンは、アルミニウムや鋼材よりも大幅に高価です。.
- 工具摩耗: チタンは研磨性があり、熱伝導率が低いです。熱は切りくずと一緒に逃げず、切削刃に留まるため、急速な チタン工具摩耗対策 が不可欠となります。.
- 遅いサイクルタイム: を維持するため、 精密なチタン公差, 、より柔らかい金属と比較して、機械をより遅い周速と送り速度で運転する必要があります。.
医療用チタンインプラントにはどのグレードが最適ですか?
ほとんどの整形外科および歯科用途において、, グレード23(Ti-6Al-4V ELI) は業界標準です。これはグレード5の高純度バージョンです。.
- 生体適合性: 体液に対して非常に耐性があり、骨と良好に結合します。.
- 強度: 高い疲労強度と高い強度対重量比を提供します。.
- 信頼性: 私たちはこのグレードを優先しています 医療グレードのチタンインプラント 長期的な性能を確保するために人体内での使用において。.
Ti-6Al-4Vのフライス加工時に工具の破損を防ぐにはどうすればよいですか?
Ti-6Al-4V加工 「低速・低負荷」戦略と積極的な冷却を組み合わせる必要があります。私たちは工具の故障を防ぐために:
- 高圧クーラント加工: 特殊なシステムを使用して、切削ゾーンから熱を瞬時に吹き飛ばします。.
- チタン用カーバイド工具: 高品質で鋭い カーバイド工具 を専用コーティング(例:AlTiN)で熱に耐えるようにしています。.
- 常時接触: 「滞留」や途中で工具を停止することを避けます。これにより チタンの作業硬化 やビットの即時破損を引き起こします。.
- 剛性の高いセットアップ: 振動を排除するために、高トルク主軸と頑丈なワーク保持具を使用します。.
カスタムチタン部品の標準納期はどのくらいですか?
日本市場のペースの速いニーズを理解しています。当社の納期は、お客様のプロジェクトをスケジュール通りに進めるように設計されています。
- 試作品: 通常 3~7営業日 形状の複雑さによります。.
- 小ロット生産: 一般的に 2~3週間.
- 量産: お客様の特定の数量要件に基づいて、ローリングデリバリースケジュールを提供します。.
当社は活用します チタン用5軸ミリング セットアップを統合し、最初のCADファイルから完成品が 加工されたチタン部品 お客様の元に届くまでの時間を大幅に短縮します。.