コアの理由:ツーリングコストが低ボリューム価格を支配する
私たちが分析するとき 試作品の射出成形見積もり, では、価格差を生み出す最大の要因は、金型自体への事前投資です。大量生産—何百万個も生産する場合—では、精密金型のコストは全工程にわたって償却され、1個あたりの影響は数分の1セントに減少します。しかしながら 低音量生産, では、その同じツーリングコストは数百または数千個の部品で割り算されます。この償却の欠如が、試作段階の1個あたりの価格が大量生産の見積もりと大きく異なる理由です。.
ツーリング償却が見積もりに与える影響
金型の設計と加工に1,000万円かかる場合:
- 大量生産(10万個): 金型は $0.10 各部品に加算される。.
- 少量生産(100個): 金型は $100.00 各部品に加算される。.
この計算は 低ボリューム射出成形のコスト 構造を導きます。 「生産意図」の見積もりを行うサプライヤーは、何百万サイクルも可能な堅牢なツーリングを含めますが、一方で 迅速なツーリング に焦点を当てる工場は、初期投資を抑えるために安価で耐久性の低い選択肢を見積もります。.
金型材料の内訳:3Dプリント vs. アルミニウム vs. スチール
金型に選ばれる材料は、見積もりの最終的なコストに直接影響します。MSマシニングでは、プロジェクトの特定のライフサイクルニーズに基づいてツーリング戦略を調整します。.
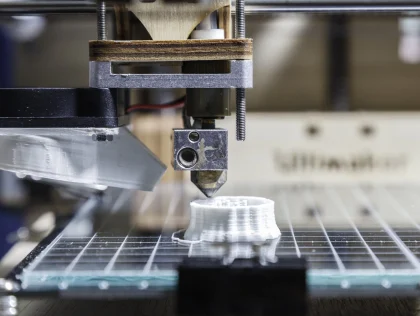
- 3Dプリント金型: 非常に少量(10-50個)の場合の最も安価で迅速な選択肢です。ただし、表面仕上げが悪く、厳しい公差を保持できず、熱や圧力の下で急速に劣化します。.
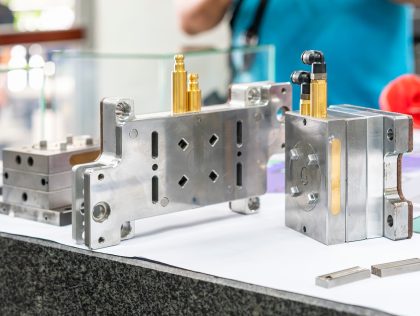
- アルミニウム製金型(ブリッジツーリング): の標準です 小ロット生産の金型費用. 。アルミニウムは鋼鉄よりも柔らかく、CNC加工が速いため、リードタイムと加工コストを大幅に削減できます。数千個の生産には理想的ですが、高圧プロセスには耐久性が不足しています。 金属射出成形(MIM).
- 焼入れ鋼製金型: 一貫性と精密さの究極の標準です。初期費用は最も高くなりますが、航空宇宙や医療部品に求められる厳しい公差(±0.3%まで)と高い表面品質を達成するためには不可欠です。.
コスト比較:基本的なアルミニウムと焼入れ鋼
の見積もりは 基本的なアルミニウム製金型 よりも40~60%低くなることがあります。 焼入れ鋼製生産金型. 。もし、大幅な価格差のある2つの見積もりを受け取った場合、一方は短寿命を意図した「ソフト」な金型を提示しており、もう一方は長寿命と高精度な再現性を目的とした「ハード」な金型を提示している可能性が高いです。MIMのように原料コストが高く、圧力が強いプロセスでは、構造的完全性と寸法精度を維持するために、鋼製金型への投資はしばしば不可欠です。.
金型設計の複雑さと前提条件

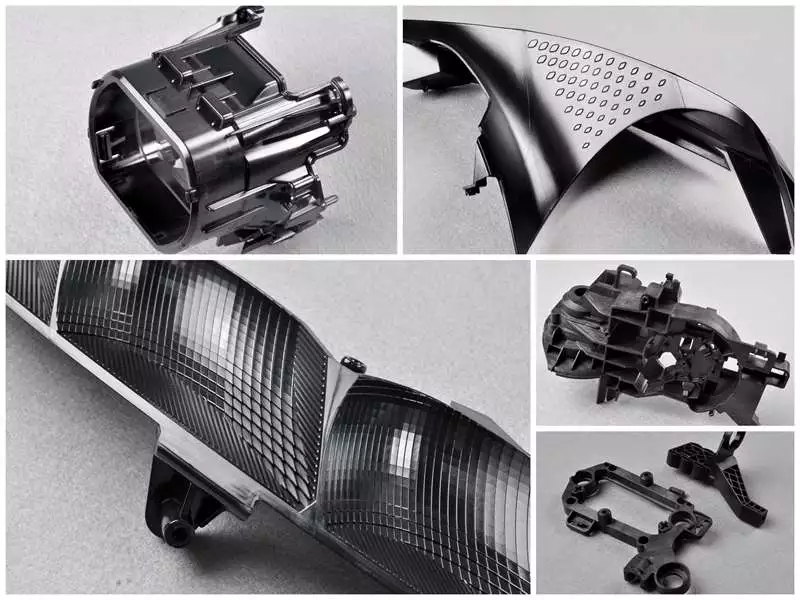
部品の物理的な形状は、コスト変動の最大の要因となることがよくあります。 試作品の射出成形見積もり. 。単純な「開閉式」金型は比較的安価ですが、複雑な特徴を導入すると、金型要件は劇的に変化します。.
部品形状の影響:アンダーカットと公差
設計にアンダーカット、サイドアクション機能、または内部ねじが含まれている場合、標準的な2プレート金型は使用できません。金型に複雑なスライダー、リフター、または折りたたみ式コアを組み込む必要があり、これにより大幅に増加します。 小ロット生産の金型費用.
- 壁の厚さ: 金属射出成形(MIM)や標準的なプラスチックなどのプロセスでは、最適な肉厚(通常 6mm未満)を維持することが欠陥防止に不可欠です。肉厚が厚い部分は、冷却時間が長くなり、より多くの材料が必要となるため、サイクルコストが増加します。.
- 精度要件: 標準的なネット成形精度は、約 ±0.5%. です。もし、お客様のプリントがより厳しい公差(最大 ±0.3%)を要求する場合、より高い精度で金型を加工し、その寸法を生産期間中維持するために、より高価で耐久性のある金型材料を使用する必要があるかもしれません。.
隠れた前提:金型寿命とキャビティ数
見積もりを比較する際には、どのような種類の金型が製造されるのかを正確に知る必要があります。例えば、ある見積もりは 低ボリューム射出成形のコスト 500ショットしか持たないように設計された単一キャビティのアルミニウム金型(ブリッジツーリング)に基づいているかもしれません。別のサプライヤーは、100,000ショットに耐えうる焼き入れ鋼製金型を見積もっているかもしれません。.
- シングルキャビティ vs. マルチキャビティ: 試作品の場合、初期投資を最小限に抑えるため、通常はシングルキャビティ金型を使用します。.
- 金型寿命: 常に期待される寿命を明確にしてください。もし50個の部品しか必要としないのであれば、クラス101の生産用金型に費用をかけるのは資本の無駄です。.
なぜ一部の見積もりが不審なほど低いのか:DFM要因
極端に低い見積もりは、しばしば 製造可能性設計(DFM)射出 解析を省略しています。安価な「プリントから部品へ」のサービスは、抜き勾配の問題や不可能な形状について警告することなく、CADファイル通りに金型を切削し、部品の不良につながる可能性があります。信頼できる見積もりには、設計をレビューするためのエンジニアリング時間が含まれています。場合によっては、DFMレビューの後、非常に少量の場合には、 プラスチック射出成形 vs. CNC加工 を比較すると、数量が増えるまでは加工の方がより速く、経済的な選択肢であることが判明するかもしれません。.
含まれるエンジニアリングおよびサポートサービス(または含まれないサービス)
比較するとき 試作品の射出成形見積もり, 、最も大きな差別化要因の1つは、最終的な費用に含まれるエンジニアリングサポートのレベルです。驚くほど低く見える見積もりは、しばしば「プリント・トゥ・パーツ」サービスを表します。このモデルでは、メーカーは分析なしで単にCADファイルを実行します。設計が失敗した場合、手直しの費用はすべてお客様の負担となります。逆に、フルサービスプロバイダーは包括的な 設計の製造性(DFM) 生産開始前に抜き勾配や肉厚のばらつきなどの問題を検出するためのフィードバック。.
セットアップと検証の真のコスト
の金型を検証することは 低音量生産 ボタンを押すほど単純ではありません。堅牢な見積もりには、部品の一貫性を達成するために、温度、圧力、冷却時間などのプロセスパラメーターを調整するために必要な熟練労働の費用が含まれます。この段階には、しばしば以下が含まれます。
- T1サンプル: 金型から最初に成形されたショットで、基本的な形状を確認するために使用されます。.
- T2/T3トライアル: 寸法と表面仕上げを洗練するためのその後の実行。.
- 最終検証: 部品が特定の公差(当社の特殊プロセスでは±0.3%と厳しい場合が多い)を満たしていることを確認します。.
これらの精密な金型や治具の作成には、しばしば高度な CNCミリングマシン が必要であり、すべてのキャビティが設計の正確な仕様と一致していることを保証します。これらの検証ステップを省略すると初期の見積もりは低くなりますが、使用できない部品を受け取るリスクが大幅に増加します。.
材料とプロセスに関する専門家のガイダンス
航空宇宙や医療技術のような産業では、高強度の MIM(金属射出成形) や特殊合金の要件がよく見られますが、エンジニアリングガイダンスは不可欠です。高い見積もりは通常、機械的性能目標を達成するために適切な原料やポリマーを推奨できるエンジニアの専門知識を反映しています。このレベルの 専門的なDFMフィードバック は、数百個であろうと数千個であろうと、最終部品の構造的完全性が決して損なわれないことを保証します。信頼できる製造パートナーは、最初の有効な実行で 合金CNC加工サービス と成形プロセスが、機能的で耐久性のある製品を生み出すことを保証するために、事前に時間を投資します。.
材料選択と生産変数
見積もりを確認する際に 低音量生産, 、指定する原材料はコストの大きな要因です。商品材料と高性能エンジニアリンググレードには大きな違いがあります。金属射出成形(MIM)の経験から、特殊な原料—金属粉末とバインダーの混合物—は 従来の粉末冶金材料の 10倍も高価になることがあります。 試作品の射出成形見積もり, この価格差は、エキゾチック合金や高温プラスチックを使用する場合に拡大します。.
セットアップ中の材料廃棄が数百万個のユニットに分散できないためです。 サイクルタイムと労働の複雑さも、少量生産では数値を大きく左右します。.
- セットアップ時間: 500個のランのために機械を較正するのと、5万個のランのために較正するのは同じ時間がかかります。.
- 加工工程: MIMのような高度な方法は、密度を得るために射出、脱脂、焼結を含むフルサイクルの処理が必要です。.
- 手作業仕上げ: 少量生産では、自動化ラインではなく手作業の後処理に頼ることが多く、1個あたりの労働コストが増加します。.
最終的な価格には、用途も大きく影響します。規制のある分野向けの部品を開発している場合、見積もりには厳格な検証が必要です。例えば、, 航空宇宙や医療用途における品質管理の厳格さ は、部品が厳しい安全基準を満たすために広範なドキュメントとテストを要求します。私たちの 医療機器や装置の製造における作業は より厳しい公差(±0.3%まで)や特定の表面処理を伴うことが多く、これにより標準的な商業プロジェクトよりも見積もりが高くなる傾向があります。.
見積もりの変動を引き起こすその他の要因
異なる見積もりを比較するときに 低ボリューム射出成形のコスト, 価格差は金属や機械の時間だけに関係しているわけではありません。いくつかの外部物流や戦略的要因が最終的なコストに大きく影響します。これらの変数を理解することで、なぜ同じ部品設計に対して一つの見積もりがもう一つの見積もりの倍の価格になるのかを解明する手助けとなります。.
国内生産と海外生産
製造業者の物理的な所在地が最大の決定要因です カスタム射出成形の価格設定要因.
- 労働費および間接費: 製造は中国の工場と比べて、熟練した機械工の時給や間接費用が高くなることがよくあります。.
- サプライチェーン: オフショア生産は通常、初期コストにおいて大きな節約をもたらします 迅速工具のコスト差異, 配送物流について考慮する必要があります。.
- グローバルな展開: 私たちは、江門の工場からテキサス州、フロリダ州、マサチューセッツ州のお客様にサービスを提供しています。トレードオフは通常、即時の近さと金型投資における大幅なコスト効率の間にあります。.
急ぎの仕事のためのリードタイムプレミアム
時間は製造において最も高価な資源であることが多い。必要であれば 試作品の射出成形見積もり 数週間ではなく数日に分割されたため、プレミアムを期待してください。.
- 迅速な処理: 急ぎの注文は標準の生産スケジュールを乱し、残業作業と機械の優先順位付けを必要とします。.
- 配送方法: 動く部品を海上輸送ではなく航空輸送にすることで、1ユニットあたりのコストは大幅に増加しますが、厳しい納期には必要です。.
- 迅速なソリューション: 即時のテストニーズのために、理解すること 迅速な試作の利点 今すぐスピードに投資すべきか、それとも標準的な生産ラインを待つべきかを判断するのに役立ちます。.
不一致なボリューム定義
一般的な混乱の原因は 低音量生産 「低ボリューム」の定義そのものです。.
- サプライヤーの期待値: 大手自動車部品メーカーにとって、1万ユニットは「サンプル生産」かもしれません。専門のジョブショップにとって、1万ユニットはフル生産契約です。.
- 規模の経済性: 例えば、私たちの金属射出成形(MIM)プロセスは、数千から数百万の需要に最も経済的です。見積もりが最終的に数百万に拡大することを前提としている場合、償却された金型コストは、500の一回きりのバッチの見積もりとは異なる見え方になります。.
- 最小注文数: サプライヤーに最小注文数量(MOQ)があり、小さなバッチの価格を引き上げる場合は必ず確認してください。.
効果的な見積もり比較方法
低ボリューム製造の見積もりが大きく異なる場合、通常はサプライヤーがあなたのプロジェクトの寿命や精度ニーズについて異なる仮定をしているためです。 一時的なプロトタイプツールと生産グレードの資産を比較していないことを確認するには、すべての提案の詳細を精査する必要があります。.
リンゴとオレンジのRFQ比較チェックリスト
- ツールと単価を分離: 金型設計やセットアップなどの非再発工程(NRE)コストと、1個あたりの価格を分けて明示を求めてください。金属射出成形(MIM)のような工程では、金型と金型の初期投資が重要なコスト要因です。1つの見積もりがこれらをまとめている場合、後のスケーリングの真のコストを隠してしまいます。.
- 金型の寿命を明確に: 金型の推定ショット寿命を確認してください。500ショットの「ソフト」ツールの見積もりは、100,000ショットの硬化鋼ツールよりもはるかに安価ですが、生産が増加した場合には役立ちません。.
- 材料仕様を確認: すべてのサプライヤーが同じ原料を見積もっていることを確認してください。専門分野では、MIMの原料粉末は標準粉末の10倍高価になることもあるため、安価な見積もりは劣った材料の代替を示している可能性があります。.
DFMの包含評価と品質認証
最低入札額はしばしば重要なエンジニアリングサポートを省略します。堅実な見積もりには、壁厚(理想的にはMIMで6mm未満)や公差を最適化するための製造容易性設計(DFM)フィードバックを含めるべきです。MSマシニングでは、「ネットニアシェイプ」精度の達成に重点を置き、二次加工を削減します。サプライヤーがあなたのジオメトリについて質問をしない、または提案をしない場合 高精度CNC加工サービス 成形が難しい特徴については、品質管理を省略している可能性があります。最終的な部品が機械的要件を満たすように、熱処理や表面研磨などの必要な後処理を見積もりに含めていることを必ず確認してください。.
少量成形見積もりに関するよくある質問
100個の部品に最も安い金型材料は何ですか?
非常に短いランや場合には 試作射出成形, アルミニウム(特に7075またはQC-10)は、一般的に最もコスト効果の高い選択肢です。アルミニウムは工具鋼よりも柔らかく、加工速度も速いため、初期コストを大幅に削減します。 小ロット生産の金型費用. ただし、金属射出成形(MIM)を検討している場合、金型はより高い圧力や研磨性の高い原料に耐える必要があるため、工具の耐久性を確保し、部品の精度を維持するために、事前に硬化された鋼材を少なくとも推奨します。.
少量注射成形には鋼製金型が必要ですか。
いいえ, 少量生産 硬化鋼型を厳密に必要としません。私たちはしばしば、「ブリッジ工具」やアルミニウムまたはより柔らかい鋼(P20など)で作られた高速工具を、50個から数千個の数量に対して使用します。これらの材料はリードタイムと初期投資を削減します。ただし、設計に高精度の公差(±0.3%)が必要な場合や、研磨性のあるガラス充填プラスチックや金属原料を使用する場合は、早期の工具摩耗を防ぐためにアルミニウムの使用を控えることをお勧めします。.
試作品の射出成形金型の平均費用はいくらですか?
価格タグは一つだけではありません。 迅速工具のコスト差異 部品の形状とサイズによって完全に左右されます。小さなブラケット用のシンプルで開閉可能な金型は数万円程度かもしれませんが、側面アクションやアンダーカット用のスライダー、深いリブのためのEDM作業を必要とする複雑な金型ははるかに高額になります。コストは 射出成形用材料の選択 も役割を果たす;適切な選択 金属部品の材料 ツール自体は、初期費用と予想されるツール寿命をバランスさせます。.
少量生産の場合、なぜ部品あたりのコストが高くなるのですか?
単位あたりの価格が高くなるのは 低音量生産 主に 射出成形金型の償却費によるものです. 。100,000個の部品を生産すると、金型のコストは薄く分散され、1つあたりのコストにわずかな影響を与えます。500個だけを生産する場合、その同じ金型コストは各ユニットに大きく影響します。さらに、機械の加熱、材料の切り替え、T1試験運転などのセットアップ工程は、100個または10,000個の部品を生産する場合でも同じ労力と機械時間を必要とします。MIMのような工程では、原料自体も高級な要素であり、従来の粉末冶金材料の10倍のコストがかかることもあります。.