
精度の背後にある科学:仕組み
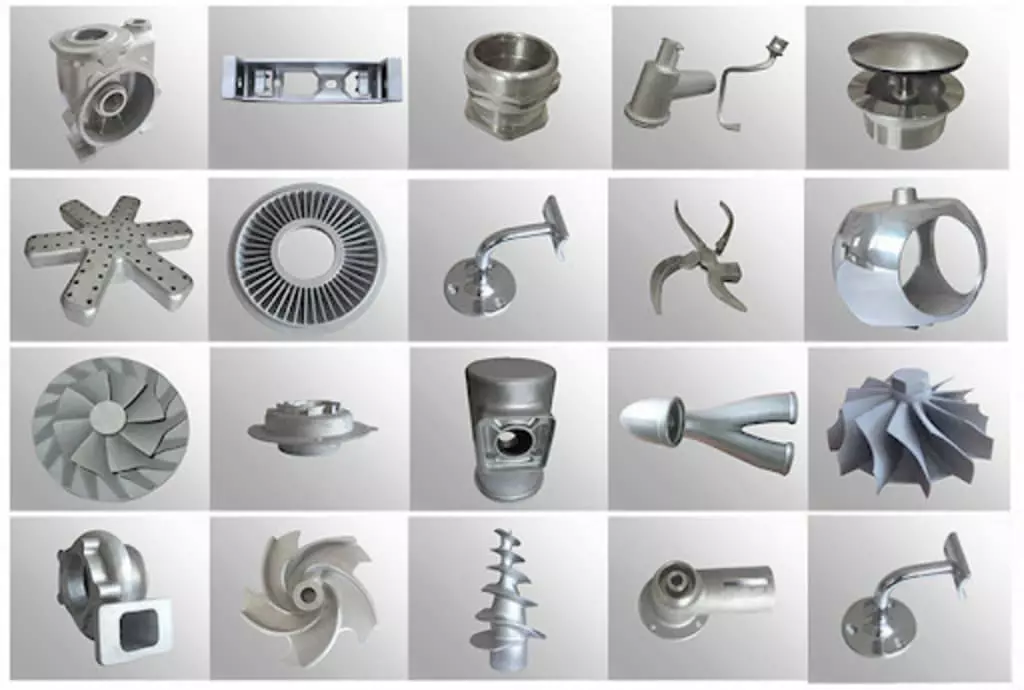
複雑な金属部品を調達する際、エンジニアからよく聞かれる最大の懸念は寸法の一貫性と表面の完全性です。部品は過度な加工をせずに厳しい公差を保持できるのか?表面仕上げは美観と機能要件を満たすのか?MSマシニングでは、 ロストワックス鋳造法 を用いてこれらの質問に力強く「はい」と答えています。この方法は単に金属を流し込むだけではなく、他の鋳造方法では再現できない複雑な詳細を再現するための多段階のエンジニアリングソリューションです。これが理由です。 投資鋳造は高精度部品の製造に理想的です.
セラミックシェルの利点とシリカソルプロセス
高品質な表面仕上げの秘密は、型材にあります。粗い粒子を使用し表面が粗くなる砂型と異なり、私たちは シリカソルプロセス. を採用しています。これは、細かいシリカ粉を含む高品質な耐火スラリーにワックスパターンを浸す工程です。.
- 優れた表面仕上げ: シリカソルの微細な粒子が非常に滑らかな内部型面を作り出し、 Ra 3.2–6.3μm.
- 高温安定性: セラミックシェルはステンレス鋼や合金鋼の高温鋳込み温度に耐え、変形せずに最終部品が設計意図通りに仕上がることを保証します。.
- 詳細の再現性: 液体スラリーはワックスパターンのすみずみまで流れ込み、複雑なロゴやテキスト、幾何学的な形状を高忠実度で捉えます。.
ワックスパターンの安定性確保による精度向上
鋳造は使用されるパターンの精度に依存します。私たちはワックス注入工程を製造工程の重要な管理ポイントと位置付けています。高品質なワックスを使用し、注入温度と圧力を厳格に管理することで、シェルの形成前に収縮や歪みを最小限に抑えます。.
この厳格なワックスパターンの管理により、 寸法公差をCT4からCT6の範囲内に維持しています. お客様にとって、これは最初のバッチから千個目まで一貫した部品を受け取ることを意味し、拒否率を低減し、シームレスな組み立てを保証します。.
パーティングラインとフラッシュの除去
鋳造とダイカストや砂型鋳造の大きな違いの一つは、金型のアーティファクトの削減です。セラミックシェルは、ワックスパターン(溶かして除去される)を囲む連続した一体型の型として構築されるため、従来の「パーティングライン」(型の二つの半分が接する部分)は存在しません。.
- フラッシュの削減: 微細なウォitnessラインはワックスダイから生じることがありますが、鍛造や砂型鋳造で見られる重いフラッシュほど目立ちません。.
- 仕上げコストの削減: 余分な材料を研磨する必要が少なくなるため、二次仕上げ作業に必要な労力を削減します。.
- ネットシェイプ能力: ドラフト角やパーティングラインがないため、 ニアネットシェイプ製造, が可能となり、最終加工や即時使用に適した部品を提供します。.
高精度部品のためのトップアドバンテージ

MSマシニングでは、複雑な詳細と構造的完全性のバランスを求めるお客様には投資鋳造を採用しています。このプロセスは、ロストワックス鋳造とも呼ばれ、金属を溶かすだけでなく、高精度な結果を得るための戦略的な製造選択です。高価な機械加工のコストを抑えつつ、複雑な特徴を持つ部品を実現します。これがこの方法が精密工学において際立つ理由です。.
ニアネットシェイプ製造の実現
複雑なプロジェクトに投資鋳造を推奨する主な理由は、 ニアネットシェイプ. を実現できる点にあります。これは、鋳造された部品が最終仕様に非常に近い寸法で型から出てくることを意味します。余分な材料を最小限に抑えることで、材料の無駄と機械加工時間を大幅に削減します。.
私たちは、金属部品のための広範な CNC機械加工 を提供しており、最終寸法を完璧に仕上げるために、ニアネットシェイプの鋳造から始めることで、二次加工を重要な結合面のみに集中させることができます。この効率性により、特にステンレス鋼や耐熱鋼のような合金の大量生産において、単位あたりのコストを削減します。.
優れた表面仕上げと粗さ(Ra / RMS)
投資鋳造と砂型鋳造などの他の方法との最も顕著な視覚的違いの一つは、表面品質です。私たちは細かいセラミックスラリーを使用して型を作成するため、最終的な金属部品は非常に滑らかな表面仕上げを保持します。.
- 標準仕上げ: 私たちは通常、表面粗さを達成します Ra 3.2–6.3μm 型から直接取り出したときの状態。.
- 仕上げの簡素化: この高品質な仕上げは、初期の研磨やポリッシング工程を省略できることが多いです。.
- 美観的魅力: 目に見える部分やメッキを必要とする部品には、この滑らかな基盤がプロフェッショナルな外観に不可欠です。.
複雑な形状や薄肉鋳造の取り扱い
内側の曲線チャンネルや薄壁の加工は、従来の切削加工にとっては困難です。投資鋳造は設計プロセスを解放します。セラミックシェルはワックスパターンの周りに形成され、その後溶かされるため、 複雑な形状 を直接加工することは不可能です。.
この能力は、軽量部品を必要とする産業にとって重要です。私たちは成功裏に 薄肉鋳造, を実行でき、重量削減と部品の剛性を損なわずに済みます。複雑な内部冷却通路や外部の複雑な輪郭など、液体金属はセラミック型のすべての詳細に流れ込み、標準的な工具では到達できない特徴を捉えます。.
厳しい寸法公差の達成
精度は、私たちのISO 9001:2015認証運営の基礎です。投資鋳造は、狭い 寸法公差, を保持することで知られており、小規模から中規模の生産バッチにわたって一貫性を確保します。.
- 線形公差: 当社は、線形公差を常に CT4~CT6 の範囲内で維持しています。.
- 再現性: 精密な金属金型を使用して最初のワックスパターンを作成することで、その後のすべての鋳造部品が最初の部品と同一であることを保証します。.
ワックス射出から最終冷却までのプロセスを管理することで、部品が検査段階に達する前に厳格なエンジニアリング要件を満たすことを保証します。このレベルの精度により、インベストメント鋳造は自動車、船舶、機械分野における重要な用途に理想的なソリューションとなります。.
材料の多様性と合金の選択肢
MSマシニングがインベストメント鋳造を推進する最大の理由の1つは、扱える材料の種類の多さです。素材の硬度や加工性によって制限される他の製造方法とは異なり、インベストメント鋳造では、工具の摩耗や加工の実現可能性を心配することなく、性能に必要な正確な合金を選択できます。.
ステンレス鋼のような難削材の鋳造
硬い金属を固体ブロックから機械加工することは、工具の急速な劣化により、しばしば高価で時間がかかります。インベストメント鋳造はこれらの問題を完全に回避します。当社は、次のような強靭な材料を使用して部品を簡単に製造できます。 ステンレス鋼, 耐熱鋼, 、および 炭素鋼.
溶融金属をセラミックシェルに流し込んで部品を成形するため、合金の硬度が製造プロセスを妨げることはありません。これは、耐久性や用途の違いなど、材料の選択肢を検討する際に特に役立ちます。 真鍮とステンレス鋼, 、過剰な機械加工コストをかけずに、より強力なオプションを選択できます。.
当社が鋳造する一般的な合金:
- ステンレス鋼: 優れた耐食性と強度。.
- 炭素鋼: 産業機械向けに費用対効果が高く、耐久性があります。.
- 合金鋼: 特定の応力負荷に合わせた機械的性質。.
- 銅合金: 海洋および電気用途向けの青銅と真鍮。.
航空宇宙向けの粒構造と構造的完全性
航空宇宙や自動車など、失敗が許されない産業では、内部構造の完全性が最重要です。投資鋳造は、細かく均一な粒構造の部品を生産します。部品は一体成形されるため、溶接継ぎ目や機械的ジョイントがなく、応力集中や弱点となることはありません。.
この工程は、部品全体にわたる一貫した機械的性質を保証します。化学分析や引張試験などの厳格な品質管理を通じてこの完全性を検証し、高性能用途に必要な厳しい安全基準を満たすことを確実にしています。.
| 特徴 | 投資鋳造 | 従来の機械加工 |
|---|---|---|
| 材料の硬さ | 制限なし(すべての合金を溶かす) | 工具の硬さによる制限 |
| 材料の無駄 | 低(ほぼネットシェイプ) | 高(減算加工) |
| 内部構造 | 均一な粒子、継ぎ目なし | 在庫からの方向性粒子 |
| 設計の自由度 | 高(複雑な合金) | 中程度(機械加工性の制限) |
投資鋳造とCNC機械加工

鋳造と選択することは CNC精密部品 しばしば設計の複雑さと生産量のバランスに帰着します。CNC加工は材料を削り出して部品を露出させるのに対し、投資鋳造は最初から部品を作り上げます。各工程の得意分野を理解することで、最適な コストパフォーマンス比 プロセスの理解:減算加工 vs. 成形加工.
量と複雑さのマトリックスの比較
私たちは顧客にアドバイスする際に、必要な部品の数とそれらの複雑さの二つの主要な要素を考慮します。.
- 少量 / 簡単な形状: プロトタイプや少量のシンプルなブラケットが必要な場合、, CNC精密加工 は通常、金型コストがかからないため、より速くて安価です。.
- 大量 / 高度な複雑さ: 量が増え、設計が機械加工しにくくなる(内部チャネルや薄い曲面壁など)場合、投資鋳造が明らかに優れています。.
固体ブロックから複雑な形状を機械加工することは、多くの高価な材料をチップとして浪費します。投資鋳造は必要な場所にだけ金属を流し込むことで、この無駄を最小限に抑えます。.
| 特徴 | CNC加工 | 投資鋳造 |
|---|---|---|
| 材料の無駄 | 高(減算的) | 低(ほぼネットシェイプ) |
| 金型コスト | 低 / なし | 中程度 |
| 単位コスト(量産時) | 高い | 低い |
| 形状の制限 | 視線のアクセスが必要 | 高い自由度(アンダーカット許可) |
ハイブリッドアプローチ:鋳造と二次加工の併用
MS Machiningでは、最良の解決策は一方だけではなく、両方であることが多いです。私たちはハイブリッド戦略を採用し、部品を鋳造し、その後必要に応じて二次加工を行います。 ニアネットシェイプ その後、二次加工を行います 二次加工 重要な特徴に対して。.
このアプローチにより、鋳造の高い生産速度を維持しつつ、特定の嵌合面やねじ穴が非常に厳しい公差を満たすことを保証できます。例えば、複雑な コンプレッサー部品 は、鋳造によって提供される構造的完全性を必要とし、その後に完璧な組み立てを保証するための精密研削またはボーリングが続きます。この方法は、部品全体をソリッドストックから切削する場合と比較して加工時間を大幅に短縮し、精度を犠牲にすることなくコストを節約します。.
品質保証と検査基準
精度は鋳造プロセスだけのものではありません。それは、あらゆる寸法と材料特性が仕様を満たしていることを証明することです。MS Machiningでは、精度を偶然に任せることはありません。私たちは、原材料の合金組成から最終的な幾何公差まで、すべてを検証する厳格な品質管理フレームワークを採用しています。.
ISO 9001:2015とプロセス管理
として運営する ISO 9001:2015認証取得の メーカーであるということは、当社のワークフロー全体が標準化され、追跡可能であることを意味します。当社は、 ロストワックス鋳造プロセス における一般的な 金属鋳造欠陥. を防止するために、あらゆる変数を管理しています。当社のプロセス管理には以下が含まれます。
- 化学分析: 当社は分光計を使用して、注湯前に溶融金属の正確な化学組成を検証し、材料が必要なグレード(ステンレス鋼316や炭素鋼など)と一致することを確認します。.
- 機械的試験: 当社は、最終部品の構造的完全性を保証するために、引張試験、降伏試験、および硬度試験を実施します。.
- 目視検査: すべてのユニットは、二次工程に進む前に、表面仕上げの品質と明らかな欠陥について目視検査を行います。.
CMMおよびX線検査方法
検証する 寸法公差 そして内部の健全性については、先進的な計測機器に依存しています。これは、失敗が許されない航空宇宙や自動車などの重要な産業にとって絶対不可欠です。.
- 座標測定機(CMM): 私たちはCMM技術を使用して、部品の表面を元のCAD設計と照合します。これにより、大型ハウジングや精密部品に関わらず、複雑な形状や重要な特徴が正確に再現されていることを確認します。 シャフト、ロッド、マンドレル厳しいCT4-CT6の許容範囲基準を満たす。.
- X線検査と非破壊検査: 目に見えないものを見るために、X線検査やその他の非破壊検査(NDT)を利用します。これにより、部品を傷つけることなく、鋳造壁内部の気孔、収縮、亀裂を検出することができます。.
- 表面粗さ測定: 表面仕上げが指定されたRa 3.2〜6.3μmの範囲内に収まっていることを確認し、部品が使用準備または最終研磨の準備が整っていることを保証します。.
よくある質問(FAQ)
鋳造による標準的な許容差は何ですか?
MSマシニングでは、私たちの投資鋳造プロセスは通常、直線的な 寸法公差をCT4からCT6の範囲内に維持しています. このレベルの精度により、金型から出した段階で最終設計要件に非常に近い部品を製造することが可能です。より厳しい公差も可能ですが、その場合は二次加工が必要になることがあります。ほとんどの工業用途において、この標準範囲は広範な後処理を必要とせず、時間と材料コストの両方を節約します。.
表面仕上げは砂型鋳造と比べてどうですか?
違いは夜と昼ほどです。砂型鋳造はしばしば粗くざらついた質感を残し、かなりの研磨が必要です。一方、私たちの シリカソルプロセス より滑らかな表面仕上げになり、通常は Ra 3.2〜6.3μm. この優れた 表面粗さ(Ra / RMS) は、鋳造直後に部品がプロフェッショナルに見え、従来の砂型鋳造の代替品と比べて研磨やメッキ準備の必要性がはるかに少ないことを意味します。.
投資鋳造は少量生産にコスト効果がありますか?
はい、非常に適応性があります。高価な金型を必要とするダイカストとは異なり、投資鋳造で使用されるワックスパターン用のアルミニウム金型は比較的手頃です。これにより、小規模から中規模のバッチサイズに適した選択肢となります。ただし、非常に少量または単一の試作品の場合、金型コストが正当化されないこともあり、その場合は 高速CNC加工サービス が、金型を必要とせずにより迅速かつ経済的な代替手段を提供できます。.
内部冷却通路を鋳造できますか?
もちろんです。最も大きな強みの一つは、 ロストワックス鋳造プロセス から機械加工が不可能な 複雑な形状 を扱える能力です。特殊なセラミックコアを利用して、冷却通路や 薄肉鋳造 機能などの複雑な内部構造を作成できます。この設計の自由度により、エンジニアは構造的完全性を損なうことなく、重量や熱性能を最適化できます。.

