

CNC加工の基本理解と設計に関係する事項
CNC加工用の部品を設計する際には、主要な加工プロセスの基本を理解することが不可欠です。最も一般的な方法には 3軸および5軸フライス盤, CNC旋盤, 、および高度な 多軸加工.
- 3軸ミーリング は、切削工具をX軸、Y軸、Z軸に沿って動かし、より単純な形状や特徴に最適です。.
- 5軸ミリング 回転運動を追加し、複雑な形状やアンダーカットを再配置せずに実現します。.
- CNC旋盤 部品を回転させながら、固定された工具が外側および内側の円筒形の特徴を形成します。.
- 多軸加工 これらの動きを組み合わせることで、少ない設定で複雑な部品を作ることが可能です。.
設計の決定は、工具がワークピースにアクセスできる方法や、加工中の固定方法に大きく影響されます。効率的な工具アクセスは、コストのかかる二次加工を最小限に抑えます。あなたの設計は考慮すべきです 材料除去速度 工具を捕らえる特徴や過度の切削力を引き起こす特徴を避けてください。.
材料の選択も、あなたのCNC加工設計ガイドラインにおいて重要な役割を果たします:
- アルミニウム 軽量で、加工が容易で、厳密な公差の部品に優れています。.
- 鋼材 強度を提供しますが、工具の摩耗や熱を管理するためにより慎重な設計が必要です。.
- プラスチック 広く異なりますが、一般的に変形を避けるために壁を厚くする必要があります。.
各材料は壁の厚さ、コーナーの半径、工具選択ルールに異なる影響を与えるため、設計を調整して加工性と材料特性のバランスを取ります。これらの基本を理解することで、コスト効率的で信頼性の高いCNC加工に最適化された部品を作成できます。.
機械加工のための基本設計原則
CNC加工用の部品を設計する際に、基本原則を念頭に置くことで高価なミスを避け、スムーズな生産を確保できます。.
壁厚の推奨事項
- 金属は一般的に、不要な曲げや破損を防ぐために約0.040インチから0.080インチの最小壁厚が必要です。.
- プラスチックはやや厚めの壁、通常は0.060インチ以上が必要です。なぜなら、剛性が低く、撓みやすいためです。.
- 薄い壁は振動や表面品質の低下を引き起こす可能性があるため、適切にサポート機能を設けることが重要です。.
内部コーナーと半径
- 鋭い内部コーナーは避けてください。これらは応力集中を引き起こし、加工が難しくなります。.
- 良いルールは、切削工具の直径の少なくとも3分の1の半径を使用することです。これにより、工具が滑らかに動き、摩耗が減少します。.
ポケットとキャビティの深さ制限
- キャビティの深さを制限することで、工具の剛性を維持できます。一般的に、工具の直径の3倍から6倍の深さが理想的です。.
- 深く掘り進めると、工具の偏向やチャタリングのリスクが高まり、表面仕上げや精度が低下します。.
穴の設計のヒント
- 工具の破損や穴の品質低下を避けるために、深さと直径の比率を最大5:1に抑えましょう。.
- 可能な限り平底穴を避け、わずかに丸めたまたは面取りされた底面が工具の退出をスムーズにします。.
- 穴の入口に面取りを追加すると、工具のかかりやすさが向上し、バリを減らし、最終部品の品質を改善します。.
これらの設計ルールをCNC加工に適用することで、製造性の基盤が築かれ、遅延や追加コストを最小限に抑えることができます。より材料に特化したガイダンスについては、一般的な金属やプラスチックの概要を確認してください。.
CNC加工設計のための特徴別ガイドライン

CNC加工用の部品を設計する際、一部の特徴は製造性とコスト効率を確保するために特別な注意が必要です。.
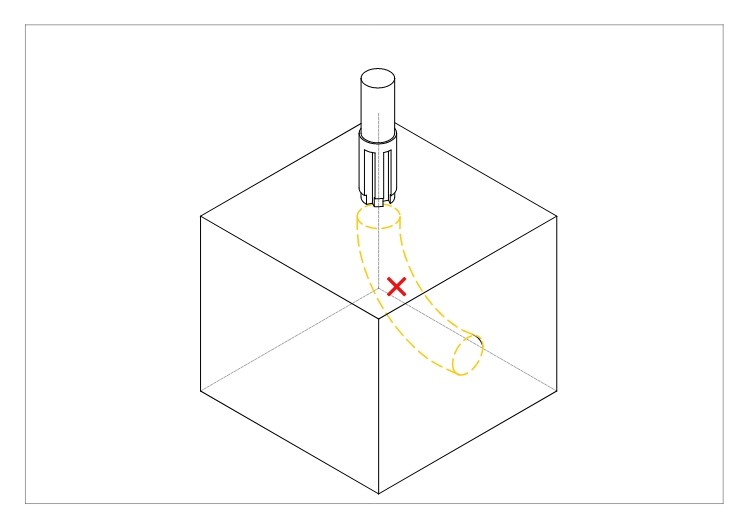
アンダーカットと複雑な形状
アンダーカットはしばしば特殊な工具や追加のセットアップを必要とし、コストを増加させることがあります。可能であれば、強度を保ちながら加工を簡素化するために、Tスロットのドッグボーンフィレットなどの代替案を選択してください。複雑な形状は最小限に抑えるか、慎重に計画して、多軸加工の高額なコストを避ける必要があります。高度なニーズには、 特定の質感やクライアントが求める保護コーティングを実現するために 複雑さとコストのバランスを取るのに役立ちます。.
ねじとタップ穴
標準的なねじサイズを使用して、工具の簡素化とコスト削減を図ります。特殊なタップやカスタム加工が必要な非常に小さなねじは避けてください。これらはスクラップ率の増加や生産時間の延長につながる可能性があります。事前の加工許容範囲として、ねじ切り用に余分な材料を追加することは、ねじの品質を向上させ、一貫した結果を得るために重要です。.
フィレットと面取り
応力集中を減らし、部品の強度を向上させるためにフィレットを取り入れます—内部フィレットは亀裂の発生を防ぎ、外部フィレットは取り扱いを容易にし、組み立ての適合性を向上させます。標準的なコーナー半径は、一般的に工具径の少なくとも三分の一であるべきで、鋭いエッジを避ける必要があります。面取りは部品の積み込みと組み立てを容易にし、エッジの損傷も防ぎます。.
薄肉の特徴と突起物
適切なサポートなしに薄すぎる壁や長く細い突起物を避けてください。これらは加工中に振動やたわみを起こしやすく、表面仕上げの低下や寸法の不正確さを引き起こす可能性があります。薄肉の特徴はサポートリブを設けるか、その長さを最小限に抑えて、切削中の安定性を確保してください。.
これらの特徴別ガイドラインに従うことで、部品の加工を最適化し、製造上の問題を減らし、コスト効率の良い生産を維持できます。.
公差と表面仕上げの考慮事項
CNC加工の設計時には、現実的な公差を設定することが重要です。標準公差はコストを抑えますが、厳しい公差はより多くの機械時間と高コストを伴います。ほとんどの部品では、標準公差範囲を目指すだけで十分です。ただし、精度が求められる場合は別です。.
使用 幾何公差(GD&T) GD&Tは重要な特徴を明確に伝えるのに役立ち、CNCオペレーターが設計意図を理解できるようにします。GD&Tはまた、部品の最も重要な部分に公差制御を集中させることで、製造性も向上させます。.
表面仕上げもまた重要な要素です。鋭い角や深いポケットのような設計上の特徴は、追加の仕上げ工程なしでは達成可能な粗さ平均(Ra)を制限する可能性があります。過度に厳しい表面仕上げの仕様や複雑なディテールを避けることで、コストと時間を節約できます。設計が仕上げ品質にどのように影響するかを考慮し、二次加工を必要としない機械加工可能な表面テクスチャを目指してください。.
公差と表面仕上げを機能とバランスさせることで、効率的な生産と高品質のCNC機械加工部品が保証されます。.
材料とプロセスの最適化
適切な材料を選択することは、機械加工のために設計を最適化する上で重要な要素です。特定のグレードのアルミニウムや炭素鋼のような快削合金は、ステンレス鋼やインコネルのような硬い材料と比較して、プロセスをよりスムーズにし、コスト効率を高めます。たとえば、設計でアルミニウムを使用する場合、経験豊富な アルミニウム加工部品メーカー は、より優れた機械加工性と迅速な納期を保証するのに役立ちます。.
セットアップを最小限に抑えるように部品を設計することも、時間とコストを節約します。可能な限り、すべての機能が片側からアクセスできる片面加工を目指してください。多面加工は、部品を何度も反転または方向転換することを意味し、複雑さとコストが増加します。これらの方向転換を減らすことで、生産が合理化され、エラーのリスクが軽減されます。.
アプローチは、実行サイズによっても異なります。大量生産の場合、機能を損なうことなく、より高速な機械加工とより簡単なセットアップを優先する、より緩い設計ルールを使用できます。一方、プロトタイプまたは少量生産の場合、多くの場合、より厳しい公差とより正確な機能が必要になるため、これらのトレードオフを念頭に置いて設計してください。.
材料の選択とプロセス計画のバランスを事前に取ることは、CNC機械加工のために設計を最適化し、効率を向上させ、コストを削減するための最良の方法の1つです。.
一般的な設計ミスとその回避方法
CNC加工用の部品を設計する際、一般的な落とし穴を避けることはコストを抑え、スケジュールを順調に進める鍵です。以下に頻繁に起こる設計ミスとその防止策を示します:
- 公差を過剰に指定したり、カスタム工具を要求したりすること: 厳しい公差は加工時間とコストを大幅に増加させる可能性があります。可能な限り、標準的で業界で受け入れられている公差に従い、機能が絶対に精度を必要としない限り、カスタム工具の使用は避けてください。カスタム工具は価格とリードタイムを押し上げるため、標準のカッターサイズと形状を考慮して設計しましょう。.
- アクセスできない、または加工が不可能な特徴を設計すること: 深いポケット、狭い溝、または複雑な内部溝を作成しないようにしましょう。これらの部分は標準工具では容易にアクセスできず、特殊な工具や複数のセットアップが必要となり、コストが増加します。設計の早い段階で工具のアクセスと固定方法を考慮してください。.
- 工具経路や加工ダイナミクスを無視すること: 深く狭い溝や過剰な材料除去は、工具のたわみや振動を引き起こし、表面仕上げの低下や工具の破損につながる可能性があります。設計は、一般的な深さと直径の比率(通常は工具直径の3〜6倍を超えない)を尊重し、安定した切削を維持してください。.
- コストと時間の節約を伴うケース例: 例えば、鋭い内部コーナーを工具径の少なくとも3分の1の半径に変更することで、特殊工具の必要性を排除できます。ポケットの深さを簡素化したり、アンダーカットをドッグボーン形状に置き換えたりすることで、セットアップや工具コストを大幅に削減できます。これらの小さな設計変更は、工場での時間を節約し、部品コストを20〜50%削減することがよくあります。.
機械加工性のために設計を最適化することは非常に重要です。材料や加工サービスがこれらの戦略にどのように適合するかについて実践的な指導を得るには、 工具アクセスと特徴設計のベストプラクティスを強調した or 高度な計測機器を利用した 精密シャフト、ロッド、マンドレル.
などの専門的な機械加工ソリューションを検討してください。.
これらの設計・加工のガイドラインに従うことで、部品は実現可能であるだけでなくコスト効率も良くなり、より早い納期と高品質な結果につながります。
コスト削減と効率向上のための高度なヒント 標準工具サイズを維持してください。. カスタムツールはコストと納期を増加させる可能性があるため、一般的な工具の直径と長さに合った部品を設計することで、コストと手間を節約できます。.
取り入れる ドラフト角やリリーフ 可能な限りも役立ちます。これらの小さな設計の微調整は、部品の加工を容易にし、工具の摩耗を減らします。例えば、垂直壁にわずかなドラフトをつけることで、粘着を防ぎ、工具のアクセスを改善し、生産速度を上げることができます。.
バランスを取ること 美観、機能性、製造性の調和 もまた重要です。時には、小さな設計変更が外観や性能を犠牲にすることなく、機械加工性を向上させることがあります。設計の特徴が加工時間や複雑さにどのように影響するかを常に考えましょう。.
CADモデルを最終決定する前に、 シミュレーションや製造性設計(DFM)ソフトウェアの使用を検討してください。. これらのツールは、工具の衝突やアクセスしにくい特徴などの潜在的な問題を早期に発見し、.
よりスムーズで高速な製造のために設計を最適化するのに役立ちます。.
これらの戦略を適用することで、複雑な部品や大量生産の部品を製造する際に、.