La raison principale : les coûts d'outillage dominent le prix à faible volume
Lorsque nous analysons les devis pour la fabrication par injection de prototypes, la variable la plus importante créant une disparité de prix est l'investissement initial dans le moule lui-même. En fabrication à grand volume—où nous produisons des millions d'unités—le coût d'un moule de précision est amorti sur l'ensemble de la production, réduisant l'impact par unité à une fraction de cent. Cependant, en la fabrication en faible volume, ce même coût d'outillage est divisé par seulement quelques centaines ou milliers de pièces. Ce manque d'amortissement explique pourquoi le prix par pièce pour une série de prototypes semble souvent radicalement différent des estimations de production en série.
Comment l'amortissement de l'outillage influence votre devis
Si un moule coûte $10 000 € à concevoir et à fabriquer :
- Haute Volume (100 000 pièces) : Le moule ajoute $0.10 à chaque pièce.
- Faible Volume (100 pièces) : Le moule ajoute $100.00 à chaque pièce.
Ce calcul influence la structure de coût de la fabrication par injection à faible volume Les fournisseurs proposant des devis pour une “intention de production” incluront un outillage robuste capable de millions de cycles, tandis que les ateliers axés sur outillage rapide proposeront des options moins chères et moins durables pour maintenir l'investissement initial faible.
Répartition des matériaux du moule : 3D imprimé vs aluminium vs acier
Le matériau choisi pour le moule détermine directement le résultat final du devis. Chez MS Machining, nous adaptons la stratégie d'outillage en fonction des besoins spécifiques du cycle de vie du projet.
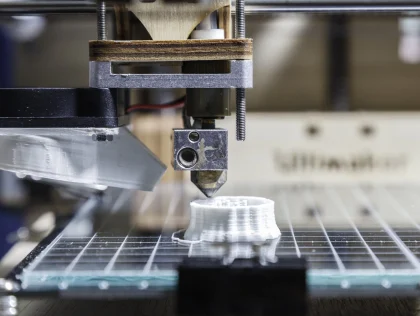
- Moules 3D imprimés : L'option la moins chère et la plus rapide pour des volumes extrêmement faibles (10-50 pièces). Cependant, ils offrent de mauvaises finitions de surface, ne peuvent pas respecter des tolérances strictes et se dégradent rapidement sous chaleur et pression.
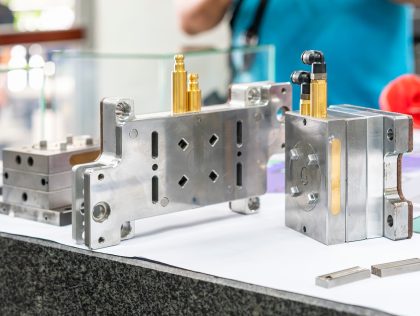
- Outillage en aluminium (Outillage de pontage) : Une norme pour les dépenses d'outillage à faible volume. L'aluminium est plus doux et plus rapide à usiner par CNC que l'acier, ce qui réduit considérablement les délais et les coûts d'usinage. Il est idéal pour des séries de plusieurs milliers d'unités mais manque de durabilité pour des processus à haute pression comme Injection métallique (MIM).
- Moules en acier trempé : La référence en matière de cohérence et de précision. Bien que cela entraîne le coût initial le plus élevé, il est nécessaire pour atteindre des tolérances serrées (jusqu'à ±0,3%) et une haute qualité de surface requises dans l'aérospatiale ou les composants médicaux.
Comparaison des coûts : aluminium de base vs. acier trempé
Un devis pour un outillage en aluminium de base peut être inférieur de 40-60% à un moule de production en acier trempé. Si vous recevez deux devis avec un écart de prix important, un fournisseur propose probablement un outil « doux » destiné à une courte durée de vie, tandis que l'autre propose un outil « dur » conçu pour la longévité et la répétabilité de haute précision. Pour des processus comme le MIM, où les coûts de matière première sont plus élevés et les pressions intenses, investir dans un outillage en acier est souvent non négociable pour maintenir l'intégrité structurelle et la précision dimensionnelle.
Complexité de la conception du moule et hypothèses

La géométrie physique de votre pièce est souvent le principal facteur de variation des coûts en les devis pour la fabrication par injection de prototypes. Un moule simple « ouverture et fermeture » est relativement peu coûteux, mais dès que vous introduisez des caractéristiques complexes, les exigences en matière d'outillage changent radicalement.
Impact de la géométrie de la pièce : sous-découpes et tolérances
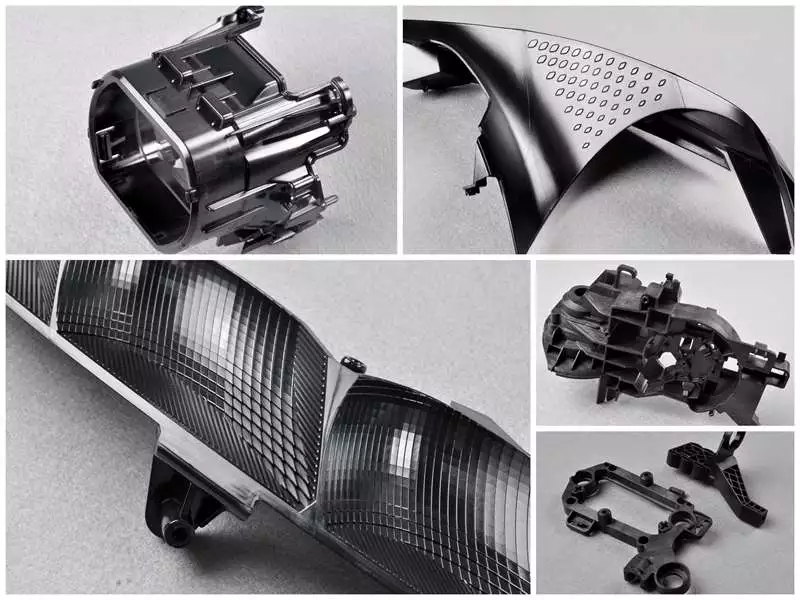
Si votre conception inclut des sous-découpes, des caractéristiques à action latérale ou des filetages internes, nous ne pouvons pas utiliser un moule standard à deux plaques. Nous devons concevoir des glissières, des élévateurs ou des noyaux pliables complexes dans l'outil, ce qui augmente considérablement le les dépenses d'outillage à faible volume.
- Épaisseur de paroi : Pour des processus comme le MIM (moulage par injection de métal) ou les plastiques standards, maintenir une épaisseur de paroi optimale (généralement < 6 mm) est crucial pour éviter les défauts. Les sections plus épaisses nécessitent des temps de refroidissement plus longs et plus de matériau, ce qui augmente le coût du cycle.
- Exigences de précision : La précision de moulage net standard est d'environ ±0,5%. Si votre impression exige des tolérances plus strictes (jusqu'à ±0,3%), nous devons usiner le moule avec une précision plus élevée et potentiellement utiliser des matériaux de moule plus coûteux et durables pour maintenir ces dimensions sur la durée.
Suppositions cachées : Durée de vie du moule et nombre de cavités
Lors de la comparaison des devis, vous devez savoir exactement quel type d'outil est en cours de fabrication. Un devis pour structure de coût de la fabrication par injection à faible volume peut être basé sur un moule en aluminium à cavité unique conçu pour durer seulement 500 tirages (outillage de pont). Un autre fournisseur pourrait proposer un outil en acier trempé capable de 100 000 tirages.
- Cavité unique vs. Multi-cavités : Pour les prototypes, nous utilisons généralement des outils à cavité unique pour minimiser l'investissement initial.
- Durée de vie du moule : Clarifiez toujours la durée de vie prévue. Si vous n'avez besoin que de 50 pièces, payer pour un moule de production de classe 101 est un gaspillage de capital.
Pourquoi certains devis semblent étonnamment bas : Le facteur DFM
Les devis extrêmement bas omettent souvent le Analyse de conception pour la fabricabilité (DFM) de l'injection Une prestation bon marché de « impression-à-pièce » pourrait couper le moule exactement selon votre fichier CAO sans vous avertir des problèmes d'angle de tirage ou de géométries impossibles, ce qui entraîne une défaillance de la pièce. Les devis fiables incluent du temps d'ingénierie pour examiner la conception. Dans certains cas, après une revue DFM, nous pourrions même suggérer que pour des quantités très faibles, comparer moulage par injection plastique vs. usinage CNC montre que l'usinage est le choix le plus rapide et économique jusqu'à ce que les volumes augmentent.
Services d'ingénierie et de support inclus (ou non)
Lors de la comparaison les devis pour la fabrication par injection de prototypes, l'un des plus grands différenciateurs est le niveau de support d'ingénierie inclus dans le prix final. Un devis qui semble étonnamment bas représente souvent un service « impression-à-pièce ». Dans ce modèle, le fabricant exécute simplement votre fichier CAO sans analyse. Si votre conception échoue, le coût de la reprise repose entièrement sur vous. À l'inverse, les fournisseurs de services complets incluent un Conception pour la Fabricabilité (DFM) retour d'information complet pour détecter des problèmes tels que les angles de tirage ou les variations d'épaisseur de paroi avant le début de la production.
Le coût réel de la mise en place et de la validation
Validation d'un moule pour la fabrication en faible volume n’est pas aussi simple que d’appuyer sur un bouton. Un devis robuste prend en compte la main-d'œuvre qualifiée nécessaire pour ajuster les paramètres du processus—température, pression et temps de refroidissement—pour obtenir une cohérence des pièces. Cette phase implique souvent :
- Échantillons T1 : Les premières pièces sorties du moule, utilisées pour vérifier la géométrie de base.
- Essais T2/T3 : Les essais ultérieurs pour affiner les dimensions et les finitions de surface.
- Validation finale : S’assurer que les pièces respectent des tolérances spécifiques (souvent aussi strictes que ±0,3% dans nos processus spécialisés).
La création de ces moules et dispositifs précis nécessite souvent une technologie avancée machines de fraisage CNC pour garantir que chaque cavité correspond exactement aux spécifications du design. Bien que l’omission de ces étapes de validation réduise l’offre initiale, cela augmente considérablement le risque de recevoir des pièces inutilisables.
Conseils d’experts sur les matériaux et le processus
Pour des industries comme l’aérospatiale ou la technologie médicale, où l’on voit souvent des exigences pour des matériaux à haute résistance MIM (Moulage par injection de métal) ou des alliages spécialisés, l’accompagnement technique est non négociable. Un devis plus élevé reflète généralement l’expertise d’ingénieurs capables de recommander la bonne matière première ou polymère pour atteindre les objectifs de performance mécanique. Ce niveau de retour d’expérience expert en DFM garantit que, que nous produisions quelques centaines ou plusieurs milliers d’unités, l’intégrité structurelle de la pièce finale n’est jamais compromise. Des partenaires de fabrication fiables investissent du temps dès le départ pour garantir que le services d'usinage CNC d'alliages les processus de moulage et de fabrication produisent un produit fonctionnel et durable dès la première série validée.
Choix des matériaux et variables de production
Lors de l’examen des devis pour la fabrication en faible volume, la matière première que vous spécifiez représente un coût massif. Il existe une différence considérable entre les matériaux de base et les grades d'ingénierie haute performance. D'après notre expérience avec le moulage par injection de métal (MIM), la matière première spécialisée — un mélange de poudre de métal et de liant — peut coûter jusqu'à 10 fois plus cher que les matériaux traditionnels de métallurgie des poudres. Cet écart de prix s'élargit lorsque vous utilisez des alliages exotiques ou des plastiques haute température pour les devis pour la fabrication par injection de prototypes, où le gaspillage de matériau lors de la mise en place ne peut pas être réparti sur des millions d'unités.
Le temps de cycle et la complexité du travail influent également de manière significative sur les chiffres dans les productions à faible volume.
- Temps de mise en place : La calibration de la machine pour une production de 500 pièces prend autant de temps que pour une production de 50 000 pièces.
- Étapes de traitement : Les méthodes avancées comme le MIM nécessitent un traitement en cycle complet, incluant l'injection, le dégraissage et la sintering, pour atteindre la densité.
- Finition manuelle : Les volumes plus faibles s'appuient souvent sur un post-traitement manuel plutôt que sur des lignes automatisées, augmentant le coût de main-d'œuvre par pièce.
L'application prévue influence également fortement le prix final. Si vous développez des composants pour des secteurs réglementés, le devis doit prendre en compte une validation rigoureuse. Par exemple, la rigueur du contrôle qualité dans les applications aérospatiales et médicales exige une documentation et des tests approfondis pour garantir que les pièces respectent des normes de sécurité strictes. Notre travail dans la fabrication médicale pour dispositifs et équipements impliquent souvent des tolérances plus strictes (jusqu'à ±0,3%) et des traitements de surface spécifiques, ce qui pousse naturellement le devis plus haut que pour un projet commercial standard.
Autres facteurs influençant les variations de devis
Lorsque vous comparez des devis disparates pour structure de coût de la fabrication par injection à faible volume, l'écart de prix ne concerne pas seulement le métal ou le temps machine. Plusieurs facteurs logistiques et stratégiques externes influencent fortement le résultat final. Comprendre ces variables vous aide à déchiffrer pourquoi un devis peut être le double d'un autre pour la même conception de pièce.
Fabrication nationale vs. fabrication offshore
L'emplacement physique du fabricant est le facteur le plus déterminant dans les facteurs de tarification de l'injection sur mesure.
- Main-d'œuvre & Charges indirectes : La fabrication en France implique souvent des taux horaires plus élevés pour les machinistes qualifiés et des coûts indirects plus importants par rapport à des installations comme la nôtre en Chine.
- Chaîne d'approvisionnement : Alors que la production offshore offre généralement des économies significatives sur le coût initial des différences de coûts de moule rapide, il faut également prendre en compte la logistique d'expédition.
- Portée mondiale : Nous servons des clients à travers la France depuis notre usine à Jiangmen. Le compromis est généralement entre proximité immédiate et une efficacité de coût substantielle sur l'investissement dans le moule.
Primes de délai pour les travaux urgents
Le temps est souvent la ressource la plus coûteuse en fabrication. Si vous avez besoin les devis pour la fabrication par injection de prototypes de pièces transformées en quelques jours plutôt qu'en semaines, attendez-vous à une prime.
- Traitement accéléré : Les commandes urgentes perturbent les plannings de production standard, nécessitant des heures supplémentaires et une priorité pour les machines.
- Méthodes d'expédition : Transporter des pièces par fret aérien plutôt que par fret maritime augmente considérablement le coût par unité mais est nécessaire pour respecter des délais serrés.
- Solutions rapides : Pour des besoins immédiats de test, comprendre le avantages de la prototypie rapide peut vous aider à décider si vous devez payer pour la rapidité maintenant ou attendre une production standard.
Définitions de volume non correspondantes
Une source courante de confusion dans la fabrication en faible volume est la définition même de « faible volume ».
- Attentes des fournisseurs : Pour un fournisseur automobile massif, 10 000 unités pourraient être un « lot d'échantillonnage ». Pour un atelier spécialisé, 10 000 unités représentent un contrat de production complet.
- Économie d'échelle : Notre processus de moulage par injection métallique (MIM), par exemple, est le plus économique pour des demandes allant de plusieurs milliers à des millions. Si un devis suppose que vous passerez éventuellement à des millions, le coût amorti des outils apparaît différemment d’un devis strictement pour un lot unique de 500.
- Minimums : Clarifiez toujours si le fournisseur a une Quantité Minimale de Commande (QMC) qui augmente le prix pour des lots plus petits.
Comment comparer efficacement les devis
Lorsque vous recevez des devis pour une fabrication à faible volume qui varient énormément, c’est généralement parce que les fournisseurs font des hypothèses différentes sur la durée de vie de votre projet et vos besoins en précision. Pour vous assurer de ne pas comparer un prototype temporaire à un actif de qualité de production, vous devez examiner attentivement les détails de chaque proposition.
Liste de vérification pour des comparaisons RFQ équitables
- Séparer l’outillage du prix unitaire : Demandez toujours une ventilation qui sépare les coûts de conception et d’installation non récurrents (NRE) — comme la conception et la mise en place du moule — du prix par pièce. Dans des processus comme le moulage par injection métallique (MIM), l’investissement initial dans l’outillage et les moules est un facteur de coût important. Si un devis regroupe ces éléments, il masque le vrai coût de la montée en gamme ultérieure.
- Clarifier la durée de vie du moule : Vérifiez la durée de vie estimée du moule. Un devis pour un outil « souple » évalué à 500 tirs sera beaucoup moins cher qu’un outil en acier trempé évalué à 100 000, mais cela ne vous aidera pas si la production augmente.
- Confirmer les spécifications du matériau : Assurez-vous que chaque fournisseur propose le même type de matière première. Dans des domaines spécialisés, la poudre de matière première pour le MIM peut coûter jusqu’à 10 fois plus cher que les poudres standard, donc un devis moins cher pourrait indiquer une substitution de matériau inférieure.
Évaluer l’inclusion du DFM et les certifications de qualité
L’offre la plus basse supprime souvent un support d’ingénierie essentiel. Un devis robuste doit inclure des retours sur la conception pour la fabricabilité (DFM) afin d’optimiser l’épaisseur des parois (idéalement < 6mm pour le MIM) et les tolérances. Chez MS Machining, nous nous concentrons sur la réalisation d’une précision « Net-Près-forme » pour réduire les traitements secondaires. Si un fournisseur ne pose pas de questions sur votre géométrie ou n’offre pas services d'usinage CNC de haute précision pour des caractéristiques trop complexes pour le moulage, ils peuvent faire l'impasse sur le contrôle qualité. Vérifiez toujours que le devis inclut le post-traitement nécessaire, comme le traitement thermique ou le polissage de surface, pour garantir que les pièces finales répondent à vos exigences mécaniques.
Foire aux questions sur les devis de moulage à faible volume
Quel est le matériau de moule le moins cher pour 100 pièces ?
Pour des séries extrêmement courtes ou moulage par injection de prototype, l'aluminium (spécifiquement 7075 ou QC-10) est généralement l'option la plus économique. L'aluminium est plus mou et plus rapide à usiner que l'acier outil, ce qui réduit considérablement le coût initial les dépenses d'outillage à faible volume. Cependant, si vous envisagez le Moulage par Injection Métallique (MIM), le moule doit supporter des pressions plus élevées et des matières premières abrasives, nous recommandons donc souvent un acier pré-hardened pour assurer la durabilité de l'outil sans dégradation de la précision de la pièce.
Le moulage par injection à faible volume nécessite-t-il des moules en acier ?
Non, la production à faible volume ne nécessite pas strictement des moules en acier trempé. Nous utilisons souvent des « outils de transition » ou des outils rapides en aluminium ou en aciers plus tendres (comme P20) pour des quantités allant de 50 à quelques milliers d'unités. Ces matériaux réduisent les délais de fabrication et l'investissement initial. Cependant, si votre conception exige des tolérances de haute précision (±0,3%) ou utilise des plastiques remplis de verre abrasifs ou des matières premières métalliques, nous pouvons déconseiller l'aluminium pour éviter une usure prématurée de l'outil pouvant compromettre la qualité de la pièce.
Combien coûte en moyenne un moule d'injection pour prototype ?
Il n'existe pas de prix unique car des différences de coûts de moule rapide dépend entièrement de la géométrie et de la taille de la pièce. Un moule simple à ouverture pour un petit support peut coûter quelques milliers d'euros, tandis qu'un moule complexe nécessitant des actions latérales, des sliders pour les contre-dépouilles ou un travail d'EDM pour des nervures profondes sera nettement plus cher. Le coût de le choix du matériau du moule d'injection joue également un rôle ; choisir le bon matériaux de pièces métalliques usinées pour l'outil lui-même équilibre les coûts initiaux avec la durée de vie prévue de l'outil.
Pourquoi le coût par pièce est-il plus élevé pour les séries à faible volume ?
Le prix unitaire plus élevé dans la fabrication en faible volume est principalement dû à Amortissement des outils de moulage par injection. Lorsque vous produisez 100 000 pièces, le coût du moule est réparti sur chaque unité, ajoutant quelques centimes à chaque pièce. Lorsqu'on ne produit que 500 pièces, ce même coût d'outillage représente une somme importante par unité. De plus, les processus de mise en service — y compris le chauffage des machines, les changements de matériaux et les essais T1 — nécessitent la même quantité de main-d'œuvre et de temps machine, que nous produisions 100 ou 10 000 pièces. Dans des processus comme le MIM, la matière première elle-même constitue également un facteur de prime, coûtant jusqu'à 10 fois plus que les matériaux traditionnels de métallurgie des poudres.