¿Estás luchando con piezas desechadas y presupuestos agotados en tus diseños de piezas más intrincados?
Ya sabrás que las tolerancias geométricas estrictas y los materiales difíciles dejan absolutamente cero margen de error.
Pero, ¿qué está causando exactamente estos defectos de alto riesgo?
Bueno, estás en el lugar correcto.
Después de manejar piezas mecanizadas complejas día tras día, puedo decirte esto: la mayoría de los errores más costosos en la mecanización CNC compleja no ocurren por accidente.
De hecho, este enfoque exacto es el que usamos para mantener un control de calidad riguroso y entregar componentes perfectos para las industrias más exigentes del mundo.
Así que si buscas detener retrasos en el ensamblaje y perfeccionar tus lotes de producción, esta guía es para ti.
Vamos a sumergirnos de lleno.
Tolerancias inexactas y deriva dimensional
Abordando errores en la mecanización de precisión
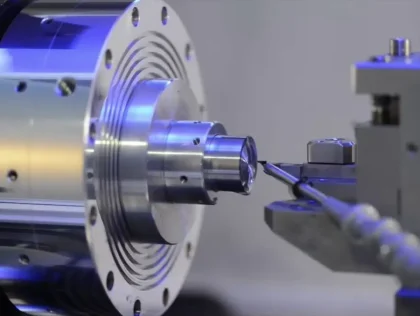
Al tratar con piezas mecanizadas complejas, logrando y manteniendo el control de tolerancias estrictas es nuestra máxima prioridad. Como saben los ingenieros y especialistas en compras, nada descarrila un calendario de ensamblaje más rápido que componentes que se salen de las especificaciones debido a desplazamientos dimensionales.
La causa raíz
¿Por qué ocurre la deriva dimensional? En la fabricación CNC compleja, generalmente se reduce a dos principales culpables:
- Deformación térmica en la mecanización: La fricción genera calor intenso. Este calor hace que la pieza de trabajo o la herramienta de corte se expandan durante el corte. Una vez que el metal se enfría, la pieza se encoge fuera de la tolerancia.
- Apilamiento de tolerancias: Cuando se mecanizan piezas con múltiples caras que requieren múltiples configuraciones manuales, los errores microscópicos de alineación se acumulan con cada volteo, causando desviaciones geométricas significativas.
La solución y prevención
Para prevenir estos errores en el mecanizado de precisión, atacamos las variables antes de que arruinen una pieza:
- Aplicación Dirigida de Refrigerante: Inundar la zona de corte para regular instantáneamente la temperatura y evacuar virutas calientes.
- Velocidades de Avance Optimizadas: Equilibrar las velocidades del husillo y las velocidades de avance para minimizar la acumulación de calor por fricción.
- Estabilidad Ambiental: Controlar la temperatura ambiente de la tienda para evitar que la materia prima se expanda antes de que llegue a la máquina.
La Ventaja de MS Machining
No dejamos las tolerancias estrictas al azar. En MS Machining, toda nuestra instalación es completamente controlada en clima para garantizar la estabilidad ambiental básica. Además, aprovechamos centros de mecanizado de precisión multieje avanzados que procesan las piezas en una sola configuración. Al reducir la manipulación humana, eliminamos eficazmente tanto el apilamiento de tolerancias como el desplazamiento térmico, asegurando que sus piezas cumplan con las especificaciones estrictas en cada ocasión.
Eliminación de Acabados de Superficie Deficientes y Marcas de Vibración
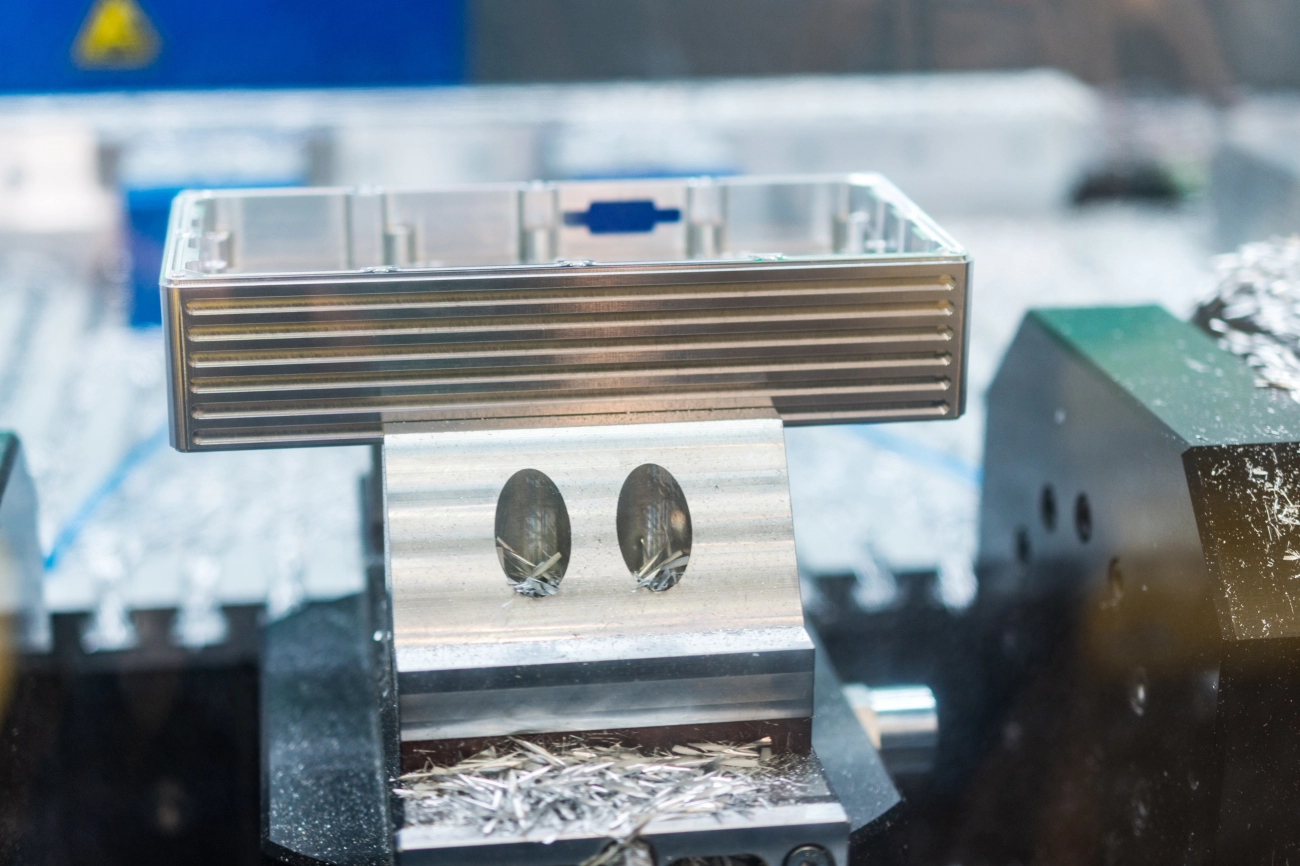
Nada arruina un lote de piezas complejas más rápido que las marcas de vibración visibles. Este problema suele ser causado por vibración armónica—esencialmente, la vibración del herramienta y la pieza de trabajo contra cada uno durante el corte. Si hay demasiado sobrehang de la herramienta o la configuración carece de rigidez, se obtiene una textura ondulada e inconsistente que destruye su suavidad superficial (Ra).
Para prevenir esto, nos enfocamos en interrumpir esa vibración antes de que impacte en la pieza. La solución implica una combinación de opciones de hardware y ajustes en tiempo real:
- Maximizar la Rigidez de la Herramienta: Mantenemos el sobrehang de la herramienta en un mínimo absoluto para reducir la deflexión.
- Fresadoras de Múltiples Hojas Variables: El uso de herramientas con separación desigual entre hojas ayuda a romper el ritmo armónico que causa vibraciones.
- Ajuste de Velocidad del Husillo: Ajustando las RPM para encontrar el “punto dulce” donde la resonancia se minimiza.
En MS Machining, no solo confiamos en la programación inicial. Nuestros hábiles mecanizadores monitorean el desgaste de la herramienta CNC y la vibración activamente, realizando ajustes en los parámetros sobre la marcha para mantener la calidad. Para piezas que requieren un borde estético o una función ultra-suave, utilizamos nuestras capacidades internas de pulido de superficies CNC Esto garantiza que incluso los componentes más críticos salgan de nuestras instalaciones con un acabado prístino y conforme a las especificaciones.
3. Ineficiencias en Programación y Trayectoria de Herramienta
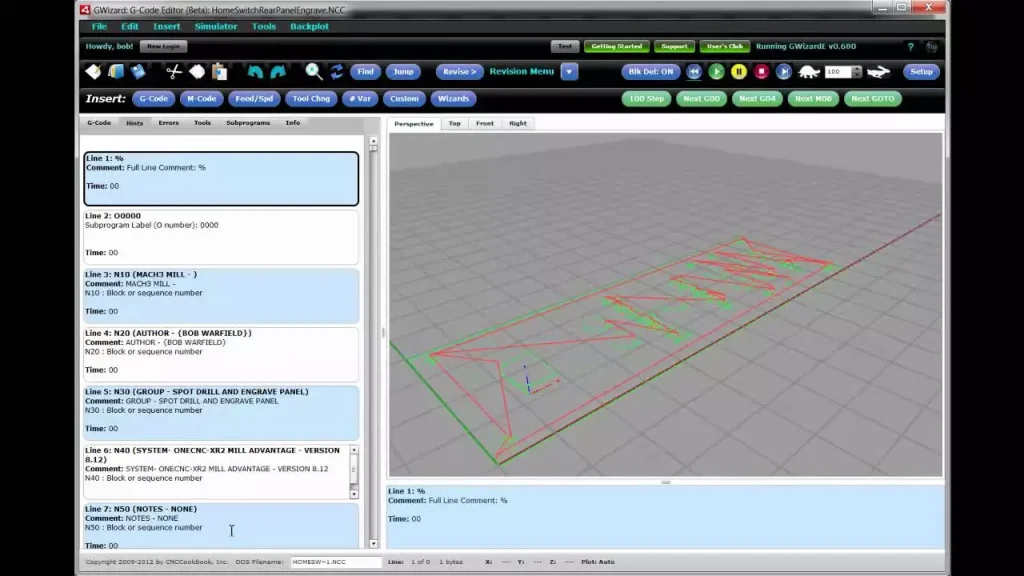
Al producir piezas mecanizadas complejas, una mala programación puede conducir a colisiones catastróficas de la herramienta o a pérdida de tiempo en el mecanizado. Incluso el mejor equipo no puede arreglar un conjunto deficiente de instrucciones.
La causa raíz: por qué fallan los programas
- Errores en la programación G-code: Errores simples de tipeo o fallos lógicos en el código de la máquina pueden hacer que un husillo se detenga instantáneamente.
- Falta de retroalimentación DFM: Enviar un diseño directamente a la planta de producción sin una revisión de Diseño para la Fabricabilidad a menudo resulta en pesadillas con trayectorias de herramienta.
- Rutas ineficientes: El corte en aire excesivo o movimientos mal planificados inflan drásticamente los tiempos de ciclo.
- Problemas de holgura: Juzgar mal el espacio entre la herramienta, el husillo y la configuración causa colisiones destructivas de la herramienta.
La solución: simula antes de cortar
Detectar errores digitalmente ahorra metal costoso, herramientas y tiempo de inactividad.
- Software avanzado de simulación CAM: Ejecutar un gemelo digital del proceso de mecanizado ayuda a detectar colisiones e ineficiencias antes de que la máquina se mueva.
- Revisiones rigurosas de DFM: Colaborar en el diseño desde el principio garantiza que la pieza esté realmente optimizada para fabricación CNC.
- Sujeción estable de la pieza: Ejecutar trayectorias de herramientas agresivas y precisas de forma segura requiere una fijaciones CNC confiable para mantener la pieza exactamente donde el programa espera, evitando desplazamientos inesperados.
La Ventaja de MS Machining
En MS Machining, no solo pulsamos ‘inicio de ciclo’ y esperamos lo mejor. Nuestros hábiles mecanizadores CNC y ingenieros confían en optimización de trayectorias de herramientas multieje para garantizar una ejecución perfecta. Al detectar errores de programación en la fase de simulación y ofrecer una evaluación honesta DFM a nuestros clientes en España, eliminamos estos problemas comunes de CNC desde el principio. Este enfoque proactivo asegura que el trabajo se realice correctamente a la primera, manteniendo su calendario de producción firmemente en marcha.
4. Limitaciones con materiales avanzados y difíciles de cortar
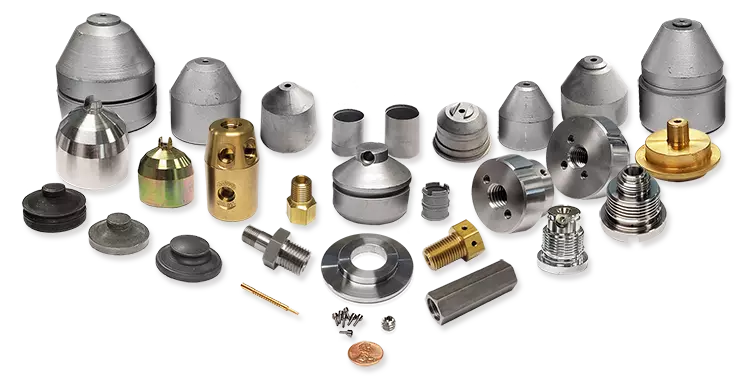
Cuando se fabrica piezas mecanizadas complejas, los plásticos estándar y los aceros suaves suelen ser trabajos sencillos. La verdadera prueba en fabricación CNC surge cuando su proyecto requiere mecanizado de materiales aeroespaciales avanzados. Estos materiales están diseñados para soportar ambientes extremos, lo que significa que resisten naturalmente ser cortados.
La causa raíz
Trabajar con materiales de alta resistencia como Titanio e Inconel crea un conjunto específico de de CNC. Estas aleaciones resistentes son conocidas por:
- Desgaste Rápido de la Herramienta: Los metales duros generan una fricción masiva, embotando los filos de corte estándar en minutos.
- Endurecimiento por Deformación: El calor del corte en realidad endurece la superficie del material, lo que dificulta significativamente el siguiente pase.
- Desafíos en la Evacuación de Viruta: Las aleaciones resistentes a menudo producen virutas largas y fibrosas que se enredan alrededor de la herramienta, lo que provoca daños en la superficie o roturas catastróficas de la herramienta.
La solución y prevención
No se pueden abordar los materiales difíciles de cortar con configuraciones básicas. Para evitar graves el desgaste de la herramienta CNC y la vibración, implementamos estrategias de mecanizado estrictas:
- Herramientas a Medida: Utilizamos sustratos de carburo especializados y recubrimientos de herramientas avanzados resistentes al calor, diseñados específicamente para superaleaciones.
- Suministro de Refrigerante a Alta Presión: Inundar no es suficiente. Lanzamos refrigerante a alta presión directamente a la zona de corte para fracturar y eliminar instantáneamente las virutas, manteniendo la temperatura central lo suficientemente baja como para evitar el endurecimiento por deformación.
La Ventaja de MS Machining
En MS Machining, no retrocedemos ante los materiales difíciles. Hemos diseñado nuestros procesos para manejar todo lo que demanda el mercado español. Ya sea que su cadena de suministro requiera el mecanizado riguroso de aleaciones Inconel de alta temperatura o un trabajo de precisión para fundición de inversión en aluminio componentes personalizados, nuestras amplias capacidades de materiales garantizan una producción estable y eficiente sin las limitaciones típicas.
Cuellos de Botella en el Control de Calidad y Retrasos en el Montaje
Cuando se trata de piezas mecanizadas complejas, conseguir el corte físico correcto es solo la mitad de la batalla. Los cuellos de botella en el control de calidad (CC) pueden descarrilar rápidamente todo su programa de producción si no se gestionan correctamente.
La causa raíz
Los cuellos de botella suelen ocurrir cuando los procesos de inspección están completamente desconectados del taller. Si un taller se apresura u omite una inspección exhaustiva del primer artículo (FAI), los problemas de tolerancia a menudo se filtran hasta las etapas finales. Esto se convierte en un dolor de cabeza masivo en entornos de producción de bajo volumen y alta mezcla. Con cambios constantes de trabajo, las inspecciones manuales lentas significan que los equipos de control de calidad siempre están tratando de alcanzar, lo que lleva a retrasos frustrantes en el montaje y plazos incumplidos.
La solución y prevención
Para mantener la producción en movimiento sin sacrificar la calidad, las modernas fabricación CNC instalaciones integran las inspecciones directamente en el flujo de trabajo de mecanizado.
- Sondas de husillo en proceso: Verificar las dimensiones mientras la pieza aún está sujeta dentro de la máquina evita errores acumulados y ahorra tiempo.
- Validación estricta con CMM: Las Máquinas de Medición por Coordenadas (CMM) automatizadas aseguran un control de tolerancias preciso y aceleran drásticamente el proceso de verificación final.
- FAI integral: Asegurar la configuración desde el principio con una inspección de primer artículo estricta previene costosos rechazos y retrabajos en el futuro.
Cómo lo maneja MS Machining
En MS Machining, no permitimos que las verificaciones de calidad ralenticen tu cadena de suministro. Operamos varias líneas dedicadas de control de calidad y ensamblaje para garantizar una producción estable y altamente eficiente. Combinando controles en proceso en tiempo real con verificaciones avanzadas con CMM, garantizamos la precisión de nuestras operaciones de fresado y torneado CNC. Este enfoque simplificado asegura que tus piezas cumplan con especificaciones estrictas y estén listas para envíos globales exactamente cuando las necesitas.
Preguntas frecuentes sobre problemas complejos en mecanizado CNC
Al fabricar piezas mecanizadas complejas, inevitablemente surgen dudas sobre la producción. Aquí están las preguntas más comunes que recibimos respecto a problemas típicos de CNC y cómo nuestra instalación los resuelve.
¿Cómo mantienen un control estricto de tolerancias?
Combatimos la deformación térmica y el apilamiento de tolerancias operando completamente en entornos controlados. Para alcanzar dimensiones exactas en geometrías intrincadas, confiamos en configuraciones rígidas y equipos avanzados, lo cual es especialmente crítico cuando aprovechamos nuestras soluciones de mecanizado CNC de 5 ejes.
¿Qué causa malos acabados superficiales?
Los principales culpables suelen ser el desgaste de la herramienta CNC y las vibraciones armónicas. Eliminamos las vibraciones armónicas maximizando la rigidez de la herramienta, usando fresas de flauta variable y ajustando las velocidades del husillo en tiempo real para mantener la rugosidad superficial (Ra) impecable.
¿Cómo previenen errores en la programación?
Antes de cortar cualquier metal, confiamos en un software CAM completo y en una retroalimentación rigurosa de DFM. Este enfoque de simulación digital detecta errores en la programación G-code, ineficiencias en la trayectoria de la herramienta y posibles colisiones antes de que lleguen a la planta de producción.
¿Pueden manejar materiales avanzados difíciles de cortar?
Absolutamente. Las aleaciones aeroespaciales duras causan un desgaste rápido de las herramientas y problemas de evacuación de virutas si no se manejan correctamente. Ya sea que su proyecto requiera aluminio estándar o mecanizado especializado mecanizado de titanio y Inconel, utilizamos sustratos de corte a medida y sistemas de refrigeración a alta presión para prevenir el endurecimiento del material y optimizar la vida útil de la herramienta.
¿Cómo se gestiona el control de calidad en producción de bajo volumen y alta variedad?
Evitar cuellos de botella en el control de calidad mediante la integración de inspecciones con sonda en el husillo durante el proceso directamente en nuestro flujo de trabajo de fabricación CNC. Combinado con una estricta Inspección del Primer Artículo (FAI) mediante validación automatizada con CMM, garantizamos una verificación rápida de las piezas y un cumplimiento estricto de GD&T sin ralentizar su línea de ensamblaje.