Compreensão da Fundição de Aço Inoxidável por Investimento na Manufatura Moderna
O que é fundição de investimento em aço inoxidável?
Fundição de aço inoxidável por investimento, conhecido historicamente como fundição de cera perdida, é um processo de fabricação de precisão projetado para produzir componentes metálicos complexos com alta precisão dimensional e acabamentos superficiais superiores. Ao contrário da fundição tradicional em areia, que cria superfícies mais ásperas, a fundição por investimento moderna—especificamente o Processo Silica Sol utilizado na MS Machining—permite a criação de peças quase no formato final. Este método é ideal para componentes que requerem geometrias internas intrincadas ou paredes finas que seriam difíceis ou dispendiosas de produzir apenas por Peças de precisão CNC usinagem. Ao minimizar o desperdício de material e reduzir a necessidade de operações secundárias extensas, esta técnica serve como uma solução crítica para indústrias que vão desde a automotiva até ao controlo de fluidos.
Como funciona o processo de fundição por investimento passo a passo
A transformação de matéria-prima para um componente acabado envolve um procedimento rigoroso, em várias etapas, para garantir a integridade estrutural e a consistência dimensional.
Injeção de Padrão de Cera: É criado um molde de metal, e cera fundida é injetada para formar uma réplica da peça final.
Montagem da Árvore: Vários padrões de cera são ligados a um sprue de cera central, criando uma “árvore” para processamento em lote.
Construção da Casca (Processo Silica Sol): A árvore de cera é mergulhada numa argamassa cerâmica e revestida com areia fina. Isto é repetido várias vezes para construir uma casca cerâmica dura e resistente.
Desencera: A casca cerâmica é aquecida, fazendo a cera derreter e escorrer, deixando uma cavidade vazia (fase do “cera perdida”).
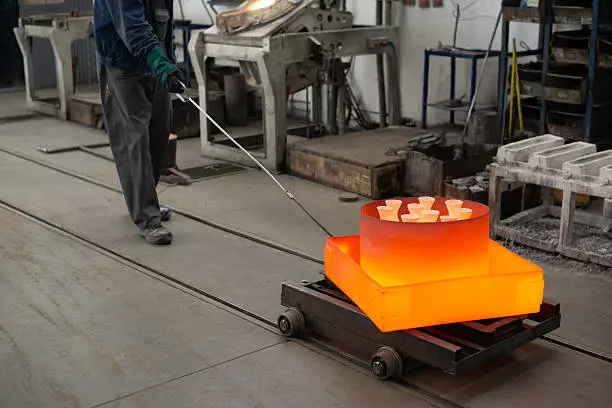
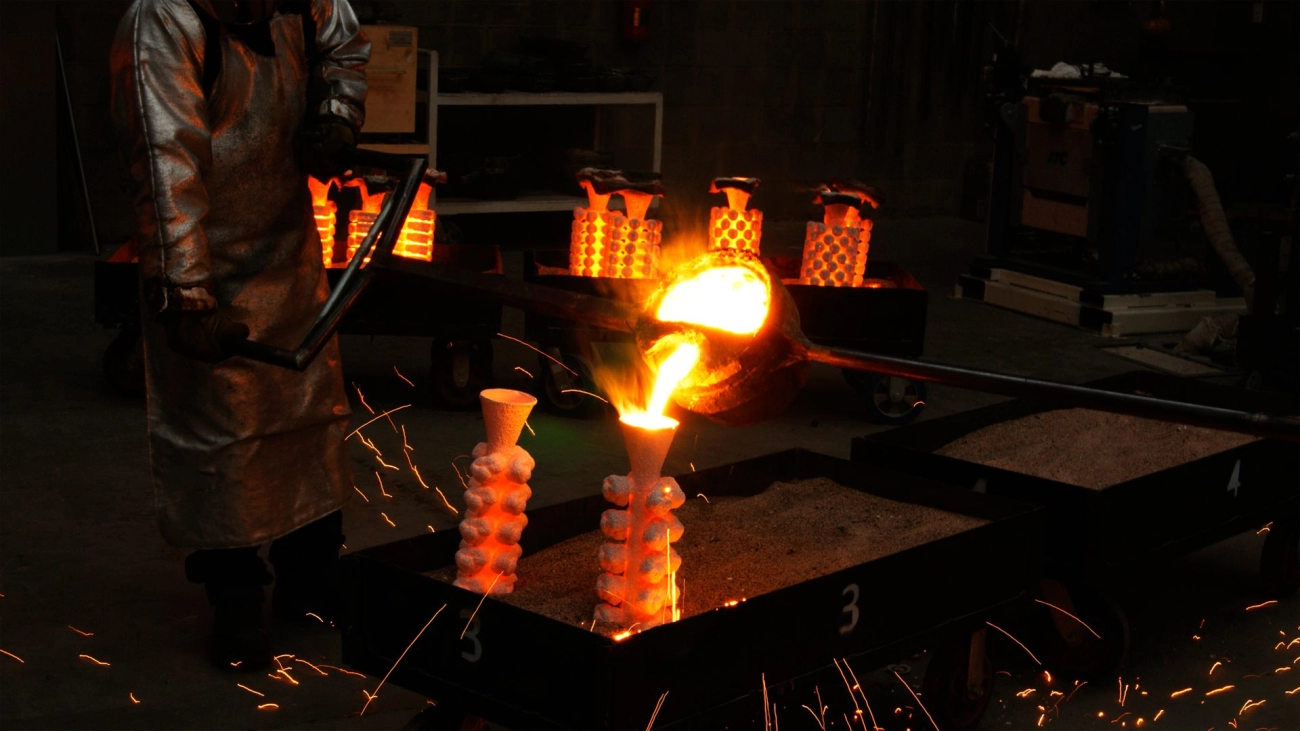
Vertimento: Aço inoxidável fundido é vertido na casca cerâmica pré-aquecida, preenchendo a cavidade para formar a peça.
Remoção e Limpeza: Após arrefecer, a casca cerâmica é quebrada, e as peças são cortadas do sprue.
Acabamento: As fundições passam por jateamento de areia, moagem de portões e inspeção inicial antes de avançar para operações secundárias. peças CNC de precisão usinagem se tolerâncias mais apertadas forem necessárias.
Classificações comuns de aço inoxidável usadas em fundição por investimento
Selecionar a liga correta é fundamental para o desempenho da peça fundida. Apoiamo-nos numa vasta gama de classificações de aço inoxidável adaptadas a requisitos mecânicos e ambientais específicos:
Aço Inoxidável Austenítico (304, 304L, 316, 316L): As opções mais populares para fusão por investimento devido à sua excelente resistência à corrosão e boas propriedades mecânicas. A classificação 316L é particularmente preferida para aplicações marítimas e químicas.
Aço de Endurecimento por Precipitação (17-4 PH): Escolhido para aplicações que requerem alta resistência, dureza e resistência à corrosão, frequentemente utilizado em componentes aeroespaciais e industriais pesados.
Aço Inoxidável Martensítico (410, 420): Ideal para peças que requerem alta dureza e resistência ao desgaste, como peças de bombas e válvulas.
Aço Inoxidável Duplex: Oferece uma combinação de alta resistência e resistência excecional à fissuração por stress corrosivo, adequado para ambientes agressivos.
Por que o Aço Inoxidável é frequentemente escolhido para Peças de Fundição por Investimento
Quando engenheiros e gestores de compras selecionam um processo de fabricação, a combinação de aço inoxidável e fundição por investimento frequentemente destaca-se. Esta combinação não se trata apenas de moldar metal; trata-se de criar componentes que possam resistir a ambientes adversos, mantendo tolerâncias apertadas. Na MS Machining, vemos em primeira mão como este método resolve problemas de engenharia complexos onde outras técnicas falham.
Resistência à corrosão e estabilidade do material
A principal razão pela qual os nossos clientes especificam classificações de aço inoxidável como 304, 316 e 316L é a sua capacidade inerente de resistir à oxidação e ataque químico. No processo de fundição por investimento, o metal fundido solidifica-se num ambiente controlado, garantindo uma microestrutura homogénea. Esta uniformidade é fundamental para manter a camada passiva de óxido do material, que protege a peça da ferrugem e degradação.
Quer o componente seja destinado a um ambiente marítimo, a uma fábrica de processamento químico ou a uma instalação médica, a estabilidade do material do aço inoxidável fundido garante uma longa vida útil. Ao contrário de peças revestidas, onde um risco na superfície pode levar à falha, a resistência à corrosão aqui é intrínseca ao próprio material.
Resistência mecânica e durabilidade para ambientes exigentes
A fundição de aço inoxidável produz peças com densidade e integridade mecânica excecionais. Como o processo minimiza porosidade em comparação com outros métodos, como a fundição em areia, os componentes resultantes exibem resistência à tração e resistência ao impacto superiores.
Esta durabilidade faz da fundição por investimento a escolha preferencial para aplicações críticas de segurança. Fabricamos regularmente peças que devem suportar alta pressão, temperaturas extremas e cargas mecânicas pesadas sem deformar. A natureza sem costura de uma peça fundida — muitas vezes substituindo conjuntos soldados de várias peças — elimina pontos fracos, proporcionando uma solução robusta para maquinaria industrial pesada e aplicações automóveis.
Vantagens no acabamento superficial e na consistência dimensional
Uma das características distintivas do processo de fundição por investimento com Silica Sol que utilizamos é o acabamento superficial superior que alcança logo após a saída do molde. Os valores típicos de rugosidade superficial variam entre Ra 3,2 e 6,3, o que é significativamente mais suave do que a fundição em areia. Esta capacidade de “forma quase final” significa que as peças parecem profissionais e funcionam bem sem necessidade de processamento secundário extensivo.
No entanto, quando superfícies de acoplamento específicas requerem tolerâncias ainda mais apertadas, integramos as nossas capacidades de fundição com peças de usinagem CNC de alta precisão produção. Esta abordagem híbrida permite-nos manter uma excelente consistência dimensional em grandes séries de produção, ao mesmo tempo que mantém os custos mais baixos do que usinar toda a peça a partir de um bloco sólido. A consistência do molde garante que cada peça, desde a primeira até à milésima, cumpra as mesmas especificações rigorosas.
Fatores-chave para determinar se a fundição por investimento é adequada para a sua peça
Complexidade da geometria da peça e características internas
Se o seu design apresenta passagens internas intricadas, reentrâncias ou paredes finas difíceis de alcançar com ferramentas de corte, a fundição por investimento é provavelmente a sua melhor opção. Usinar essas características a partir de um bloco sólido muitas vezes requer configurações caras de 5 eixos ou é simplesmente impossível. O nosso processo de fundição por investimento com sol de sílica permite criar componentes complexos, quase na forma final, que mantêm alta integridade estrutural. Este método é ideal para peças onde o desperdício de material na usinagem seria excessivo, permitindo-nos produzir geometrias sofisticadas de forma eficiente.
Requisitos de Tolerância e Consistência Dimensional
Embora a fundição por investimento ofereça uma precisão excelente em comparação com a fundição em areia, ela geralmente mantém tolerâncias lineares em torno de ISO 8062 CT4-CT6. Para muitas aplicações estruturais, isto é suficiente. No entanto, se a sua aplicação exigir encaixes ultra precisos — como superfícies de rolamentos ou ranhuras de vedação — a fundição bruta por si só pode não ser suficiente. Nesses casos, usamos uma abordagem híbrida: fundimos a peça numa forma quase final e depois realizamos usinagem secundária para atingir as dimensões críticas finais. Este equilíbrio oferece o melhor de ambos os mundos: a eficiência do material na fundição e a precisão de peças de CNC de alta precisão.
Volume de produção e considerações de repetibilidade
A fundição por investimento requer um investimento inicial em ferramentas (moldes). Se precisar apenas de um protótipo único, usinar a partir de material sólido costuma ser mais rápido e barato, pois evita custos de tooling. No entanto, assim que o volume aumenta para dezenas ou milhares de unidades, a fundição por investimento torna-se significativamente mais económica. O custo por unidade diminui drasticamente porque não estamos usinando toneladas de aço inoxidável caro. Uma vez feito o molde, podemos reproduzir milhares de peças idênticas com alta repetibilidade, garantindo que a sua cadeia de abastecimento permaneça estável.
Necessidades de pós-usinagem e operações secundárias
A maioria das peças de alto desempenho requer algum nível de acabamento após a fundição. Especializamo-nos em reduzir o custo total de propriedade integrando a fundição com usinagem interna. Ao fundir a peça com uma folga de usinagem mínima, reduzimos o tempo de ciclo necessário para produzir peças finais de alta precisão CNC. O acabamento superficial também é um fator importante; enquanto o acabamento da nossa fundição geralmente é Ra 3,2 – 6,3, muitos clientes exigem uma aparência mais suave. Oferecemos uma gama completa de serviços de polimento de aço inoxidável para alcançar acabamentos eletropolidos ou espelhados, gerindo todo o processo desde o metal fundido até à inspeção final sob um mesmo teto.
Fundição por investimento em aço inoxidável vs Outros métodos de fabricação
Escolher o processo de fabricação adequado raramente se resume a encontrar o método “melhor” globalmente, mas sim o mais eficiente para o seu volume e geometria específicos. Na MS Machining, ajudamos frequentemente os clientes a fazer a transição entre esses métodos à medida que as suas necessidades de produção aumentam. Aqui está como fusão por investimento se compara às alternativas.
Fundição por investimento vs Usinagem CNC a partir de bloco sólido
A principal diferença aqui é a utilização de material e o tempo de configuração. Usinar a partir de um bloco sólido (fabrico subtrativo) é excelente para volumes baixos ou geometrias simples, pois não requer investimento em ferramentas. No entanto, para formas complexas, usinar a partir de material sólido gera desperdício significativo de material e requer ciclos mais longos.
Desperdício de Material: A usinagem CNC pode transformar 50% ou mais do seu caro material de aço inoxidável em aparas. A fundição por investimento é um processo aditivo que usa material apenas onde é necessário.
Volume: Para 1-50 peças, mantenha peças CNC de precisão. Para mais de 500 peças, investir num molde para fundição torna-se muito mais económico.
Abordagem Híbrida: A rota mais eficiente é frequentemente a fundição em “forma quase final” seguida de usinagem secundária. Isto reduz significativamente o tempo de usinagem enquanto mantém as tolerâncias apertadas de qualidade em fundição de aço inoxidável e usinagem CNC.
Fundição por investimento vs fundição em areia para peças de aço inoxidável
Embora ambos sejam processos de fundição, servem diferentes níveis de qualidade. A fundição em areia é geralmente mais barata para componentes muito grandes e pesados, onde o acabamento superficial não é crítico. No entanto, o processo de fundição por investimento com cera perdida que usamos oferece resultados superiores para componentes de precisão.
Acabamento de Superfície: A fundição em areia deixa uma textura áspera e granulada (Ra 12,5+). A fundição por investimento proporciona um acabamento suave (Ra 3,2 – 6,3), reduzindo a necessidade de polimento extensivo.
Tolerâncias: A fundição por investimento mantém tolerâncias lineares muito mais apertadas (CT4-CT6) em comparação com os padrões mais folgados da fundição em areia.
Detalhe: Se a sua peça tiver logótipos intricados, paredes finas ou passagens internas delicadas, a fundição por investimento captura detalhes que os moldes de areia simplesmente não conseguem.
Fundição por investimento vs moldagem por injeção de metal (MIM)
A Moldagem por Injeção de Metal (MIM) é um forte concorrente, mas geralmente apenas para peças muito pequenas e de alto volume.
Restrições de Tamanho: A MIM é tipicamente limitada a peças com peso inferior a 100 gramas. A fundição por investimento é versátil, lidando com peças desde alguns gramas até 50kg ou mais.
Custos de Ferramentas: Os moldes MIM são extremamente caros, muitas vezes exigindo volumes de 10.000+ para justificar o custo. Os moldes de fundição por investimento são mais acessíveis, tornando-os viáveis para produções de volume médio.
Flexibilidade de Design: A fundição por investimento permite maior liberdade de design em relação ao tamanho da peça e variações na espessura das paredes, em comparação com as limitações estritas da MIM.
Estrutura de Custos: O que realmente impulsiona os preços da fundição por investimento
Custo de ferramental e equilíbrio de custos a longo prazo
Ao avaliar fusão por investimento, a surpresa inicial muitas vezes vem do ferramental. Para criar os padrões de cera necessários para o processo, primeiro devemos usinar um molde de injeção de alumínio. Este é um custo inicial que não existe se estiver a usinar estritamente a partir de stock. No entanto, esta estrutura de custos inverte-se a seu favor à medida que o volume aumenta. Uma vez que a ferramenta está feita, o preço unitário diminui significativamente em comparação com usinagem de peças a partir de blocos sólidos. Para produções recorrentes, o custo do ferramental amortiza-se rapidamente, tornando-se a escolha financeira mais inteligente para cadeias de abastecimento a longo prazo.
Utilização de material e redução de desperdício
Grades de aço inoxidável como 316L ou 17-4 PH são materiais caros. Um dos maiores fatores de custo na fabricação é a quantidade de matéria-prima que acaba como sucata. Quando usinamos geometrias complexas a partir de um bloco sólido, uma alta percentagem do material é cortada e desperdiçada. A fundição por investimento é um processo de “quase forma final”, o que significa que vertemos o metal numa forma que já está a 90-95% da forma final. Isto reduz drasticamente o desperdício de material, garantindo que pague pela peça em si, não pelas aparas no chão da oficina.
Impacto da folga de usinagem no custo total da peça
Enquanto a fundição fornece a forma geral, características críticas muitas vezes requerem operações secundárias para atender a tolerâncias apertadas. A “margem de usinagem” é a camada extra de metal que deixamos na peça fundida para ser removida posteriormente. Encontrar este equilíbrio é crucial para o controlo de custos.
Margem de usinagem demasiado grande: Aumenta o tempo de usinagem e o desgaste das ferramentas, elevando os custos.
Margem de usinagem demasiado pequena: Risco de não limpeza nas superfícies, levando a peças rejeitadas.
Porque lidamos tanto com a fundição quanto com a produção de Peças de precisão CNC internamente, otimizamos esta margem durante a fase de projeto. Fundimos apenas o material necessário para o acabamento, mantendo o tempo de usinagem secundária — e o custo total da sua peça — ao mínimo.
Indústrias que utilizam frequentemente fundição de aço inoxidável por investimento
A fundição de aço inoxidável por investimento é a espinha dorsal de muitos setores que requerem componentes que combinem alta resistência com uma resistência excecional à corrosão. Como o processo Silica Sol permite geometria intrincada, podemos produzir peças que seriam demasiado caras ou impossíveis de fabricar usando outros métodos. Na MS Machining, vemos uma procura constante de indústrias onde a falha do componente simplesmente não é uma opção.
Equipamento industrial e componentes de controlo de fluidos
Esta é uma das maiores aplicações para as nossas peças fundidas. Os sistemas de manuseamento de fluidos dependem fortemente do aço inoxidável pela sua capacidade de resistir à ferrugem e à degradação química. Fabricamos frequentemente corpos de válvula, impelidores de bombas e fittings de tubo que devem desempenhar de forma fiável ao longo de longos períodos de serviço.
Durabilidade: Peças suportam alta pressão e fluxo contínuo sem erosão.
Precisão: Tolerâncias apertadas garantem vedantes à prova de fugas em conjuntos críticos.
Eficiência: O acabamento superficial liso da fundição por investimento melhora a dinâmica dos fluidos em comparação com a fundição em areia.
Aplicações automotivas e de transporte
No setor automotivo, a busca por melhor eficiência de combustível e desempenho impulsiona a necessidade de peças leves, mas resistentes. As fundições de aço inoxidável são essenciais para coletores de escape, componentes de turbocompressores e válvulas EGR. Estas peças devem suportar ciclos térmicos extremos sem deformar ou rachar. Enquanto a fundição fornece a forma complexa quase em tamanho real, muitas vezes realizamos operações secundárias para transformar estas fundições brutas em peças acabadas peças de precisão CNC prontas para montagem imediata na linha de produção.
Peças para processamento de alimentos e sistemas higiênicos
A saneamento é inegociável na indústria de alimentos e bebidas. Utilizamos principalmente Aço Inoxidável 304 e 316 para estas aplicações porque são não reativos, seguros para alimentos e resistentes a produtos químicos de limpeza agressivos.
Moedores de carne e pás de mistura
Componentes para máquinas de café
Válvulas de distribuição de bebidas
O acabamento de superfície superior alcançado através do nosso processo de Silica Sol elimina pontos ásperos e sulcos onde as bactérias poderiam se esconder, ajudando os fabricantes a cumprir padrões rigorosos da FDA e de higiene.
Componentes relacionados com energia, petróleo e gás
Equipamentos no setor de petróleo e gás enfrentam alguns dos ambientes mais difíceis do planeta, incluindo exposição a água salgada, gás ácido e lamas abrasivas. Fornecemos componentes robustos como ferramentas de perfuração, equipamentos de fundo de poço e carcaças de sensores. Utilizar aço inoxidável de alta qualidade garante que estas peças mantenham a sua integridade estrutural sob pressão imensa e condições agressivas, reduzindo significativamente o tempo de inatividade para manutenção em locais remotos.
Dicas de Design para Melhorar Resultados na Fundição de Aço Inoxidável por Investimento
Otimizar o design da sua peça especificamente para o processo de fundição por investimento é a melhor forma de reduzir custos e garantir a integridade estrutural. Na MS Machining, a nossa equipa de engenharia trabalha consigo para refinar os designs para manufacturabilidade (DFM), garantindo que a transição de um desenho digital para uma peça de aço inoxidável física seja perfeita.
Diretrizes de espessura de parede para uma fundição estável
Manter uma espessura de parede uniforme é fundamental na fundição por investimento de aço inoxidável para evitar defeitos como encolhimento ou deformação durante a fase de arrefecimento. Embora o processo de Silica Sol permita paredes mais finas em comparação com a fundição em areia, seguir diretrizes específicas garante consistência.
Uniformidade: Mantenha a espessura da parede o mais consistente possível ao longo da peça.
Espessura Mínima: Para a maioria das classes de aço inoxidável, recomendamos uma espessura mínima de parede de aproximadamente 1,5mm a 2mm para peças pequenas.
Transições: Se forem necessárias variações de espessura, utilize transições graduais em vez de degraus abruptos para permitir um fluxo suave do metal e um arrefecimento uniforme.
Ângulos de escorregamento, chanfros e redução de tensões
Cantos agudos e ângulos de 90 graus são concentradores de tensão que podem levar a fissuras quando o metal fundido solidifica. Incorporar geometria adequada ajuda o aço inoxidável fundido a fluir na casca de cerâmica e reduz o risco de defeitos.
Chanfros e Raios: Sempre adicione um raio aos cantos internos e externos. Isso fortalece a peça e melhora o fluxo do material.
Ângulos de Degrau: Embora a fundição por investimento exija menos escorregamento do que outros métodos, adicionar um ligeiro ângulo (0,5 a 1 grau) às paredes verticais ajuda na remoção do padrão de cera do molde de injeção, acelerando o processo.
Costelas e reforços: Use costelas para fortalecer paredes finas em vez de aumentar a espessura geral, o que economiza peso e material.
Design para fundição primeiro, usinagem depois
A abordagem mais económica é fundir a forma quase final e reservar trabalhos de alta precisão para operações secundárias. Tentar fundir tolerâncias extremamente apertadas diretamente pode resultar em taxas de desperdício mais elevadas. Em vez disso, recomendamos deixar uma folga de usinagem (tipicamente 0,5mm a 1mm) em superfícies críticas de acoplamento.
Ao combinar a liberdade geométrica da fundição com o processamento secundário, produzimos peças CNC de precisão que atendem a especificações rigorosas. Para características como orifícios roscados, furos apertados ou superfícies de vedação planas, muitas vezes é mais eficiente usiná-los após a fundição. A nossa instalação integra esses componentes de máquinas de fresagem CNC diretamente no fluxo de trabalho, garantindo que obtenha o melhor de ambos os mundos de fabricação sem lidar com a logística entre múltiplos fornecedores.
Controlo de Qualidade e Normas de Inspeção na Fundição por Investimento
Na MS Machining, sabemos que a consistência é o maior desafio na fabricação. Quando escolhe fundição por investimento em aço inoxidável, não está apenas a comprar uma forma; está a adquirir fiabilidade mecânica e precisão dimensional. O nosso processo certificado ISO 9001:2015 garante que cada peça cumpra padrões industriais rigorosos antes de ser enviada.
Inspeção dimensional e controlo de tolerâncias
Controlar as dimensões é fundamental, especialmente ao combinar fundição com usinagem secundária. Para fundições por investimento brutas, normalmente seguimos os padrões ISO 8062 (CT4-CT6). No entanto, muitas aplicações requerem ajustes mais precisos do que um molde bruto pode fornecer.
Para preencher essa lacuna, verificamos características críticas usando técnicas avançadas Máquinas de Medição por Coordenadas (CMM). Isso permite validar geometrias complexas e garantir que qualquer processamento pós-fusão resulte em peças de metal usinadas de alta qualidade para CNC capazes de manter tolerâncias tão apertadas quanto ±0,005mm.
Tolerância de Fundição Padrão: ISO 8062 CT4-CT6
Tolerância de Usinagem: Até ±0,005mm
Método de Verificação: CMM e calibres calibrados
Integridade da superfície e prevenção de defeitos
Uma grande vantagem do processo de fundição por investimento com solução de sílica é o acabamento superficial superior que produz em comparação com a fundição em areia. Geralmente alcançamos uma rugosidade superficial de Ra 3,2 – 6,3 diretamente após o molde.
Para evitar problemas comuns como porosidade, encolhimento ou inclusões superficiais, implementamos inspeções visuais rigorosas e testes de pressão. Seja a peça submetida a eletropolimento, polimento manual ou jateamento, inspecionamos a integridade da superfície em todas as etapas para garantir que atenda aos requisitos estéticos e funcionais.
Requisitos de teste de materiais e rastreabilidade
Usar a liga errada pode levar a falhas catastróficas em campo. Eliminamos esse risco através de testes rigorosos de materiais. Utilizamos análise por espectrômetro para verificar a composição química de cada fusão, garantindo que graus como 304, 316L ou 17-4 PH atendam às especificações exatas.
Fornecemos rastreabilidade completa para os nossos fusão por investimento projetos, dando-lhe confiança nas propriedades mecânicas e resistência à corrosão do material. Desde a matéria-prima inicial até ao componente final, rastreamos os dados para garantir conformidade com os seus requisitos de engenharia.
Quando a Fundição por Investimento em Aço Inoxidável Pode Não Ser a Melhor Opção
Embora a fundição por investimento seja uma potência para componentes complexos de aço inoxidável, ela não é a solução universal para todos os desafios de fabricação. Na MS Machining, acreditamos em usar a ferramenta certa para o trabalho. Existem cenários específicos onde métodos alternativos, como usinagem direta, fazem mais sentido financeiro e logístico.
Geometrias simples com volume muito baixo
A fundição por investimento requer a criação de um molde de metal para produzir padrões de cera. Isso envolve um custo inicial de tooling. Se a sua peça tem uma forma simples—como um suporte básico, bloco ou eixo—e você precisa de apenas algumas unidades, o custo do molde provavelmente superará as economias de material. Para geometrias simples em quantidades baixas (1 a 50 peças), usinagem direta a partir de estoque padrão é quase sempre mais rentável porque evita o investimento inicial em tooling.
Tolerâncias ultra-precisas que exigem usinagem CNC completa
A fundição nos leva à “forma quase final”, geralmente alcançando tolerâncias em torno de CT4-CT6 (ISO 8062). No entanto, algumas aplicações exigem precisão ao nível de microns em toda a superfície, não apenas em características específicas. Se o seu projeto requer tolerâncias apertadas em todas as dimensões, a fundição pode introduzir variáveis desnecessárias. Nesses casos, optar por Usinagem de metal CNC de bloco sólido garante o mais alto grau de precisão sem o risco de porosidade na fundição ou distorção térmica. Frequentemente recomendamos produzir peças de **precisão CNC** diretamente de barra de estoque quando toda a geometria depende de ajustes críticos.
Prototipagem rápida e prazos de entrega urgentes
O processo de fundição por investimento envolve várias etapas físicas: injeção de cera, construção do molde, desmoldagem, vertimento e resfriamento. Mesmo com nosso cronograma otimizado, produzir amostras fundidas normalmente leva de 2 a 4 semanas. Se você está na fase inicial de P&D e precisa de uma peça física em mãos em poucos dias para validar um ajuste, a fundição é muito lenta. Para prazos urgentes, geralmente sugerimos a usinagem do protótipo para verificar o projeto primeiro, e depois passar para a fundição por investimento assim que o projeto estiver congelado e as necessidades de volume justificarem a transição.
Como Escolher o Parceiro Certo de Fundição por Investimento
Selecionar o parceiro de fabricação adequado é fundamental quando o seu projeto envolve geometrias complexas e materiais de alto desempenho. Você precisa de um fornecedor que entenda mais do que apenas fundir metal; eles devem compreender como a fundição bruta interage com os requisitos finais de montagem.
Suporte técnico e capacidade de feedback de projeto
Um parceiro valioso contribui para o processo de design antes do início da produção. Na MS Machining, não apenas aceitamos um arquivo e seguimos com ele. Nossa equipe de engenharia realiza uma revisão completa de Design for Manufacturability (DFM) para identificar possíveis defeitos de fundição ou custos desnecessários.
Procuramos maneiras de otimizar ângulos de escoramento, reduzir desperdício de material e melhorar a integridade estrutural. Se um fornecedor não puder fornecer feedback técnico sobre seus desenhos 2D ou 3D (STEP, IGS, PDF), corre o risco de enfrentar revisões caras posteriormente. Garantimos que seu projeto seja otimizado para o fusão por investimento processo para garantir qualidade consistente.
Integração de usinagem e capacidade de acabamento
A maioria das fundições de aço inoxidável requer operações secundárias para atender a tolerâncias apertadas. Confiar em fornecedores separados para fundição e usinagem aumenta os prazos de entrega e cria lacunas de responsabilidade. Resolvemos isso oferecendo uma solução completa que integra fundição com processamento secundário.
Nossa instalação gerencia todo o fluxo de trabalho. Após o processo de fundição, utilizamos equipamentos avançados para Fresagem CNC para alcançar tolerâncias de precisão tão apertadas quanto ±0,005mm. Essa integração garante que peças CNC de precisão encaixe perfeitamente sem a dor de cabeça logística de gerenciar múltiplos fornecedores.
Benefícios da Fabricação Integrada:
Recurso
Fornecedor de Fonte Única (MS Machining)
Vários Fornecedores
Responsabilidade
Ponto único de contacto para qualidade
Transferência de culpa entre o fabricante e o operário
Tempo de Lead
Simplificado (2-4 semanas para amostras)
Atrasos devido ao transporte entre oficinas
Custo
Custos reduzidos de logística e manuseamento
Custos cumulativos mais elevados de transporte e markup
Controlo de Qualidade
Padrões de inspeção unificados
Protocolos de medição inconsistentes
Experiência com projetos de fundição em aço inoxidável
O aço inoxidável comporta-se de forma diferente de outros metais durante o processo de arrefecimento. Requer conhecimentos específicos para controlar a contração e prevenir porosidade. Especializamo-nos no processo Silica Sol, essencial para produzir componentes de aço inoxidável de alta qualidade com acabamentos de superfície superiores (Ra 3,2 – 6,3).
Temos vasta experiência no manuseio de várias ligas, incluindo 304, 316, 17-4 PH e aços inoxidáveis duplex. O nosso processo certificado pela ISO 9001:2015 inclui análises rigorosas de materiais usando espectrómetros para garantir que a composição química atende às suas especificações exatas. Ao adquirir peças de precisão CNC feito de aço inoxidável, verifique se o seu parceiro tem um histórico comprovado com estas ligas específicas para garantir durabilidade e desempenho.

 A fundição de aço inoxidável por investimento é a espinha dorsal de muitos setores que requerem componentes que combinem alta resistência com uma resistência excecional à corrosão. Como o processo Silica Sol permite geometria intrincada, podemos produzir peças que seriam demasiado caras ou impossíveis de fabricar usando outros métodos. Na MS Machining, vemos uma procura constante de indústrias onde a falha do componente simplesmente não é uma opção.
A fundição de aço inoxidável por investimento é a espinha dorsal de muitos setores que requerem componentes que combinem alta resistência com uma resistência excecional à corrosão. Como o processo Silica Sol permite geometria intrincada, podemos produzir peças que seriam demasiado caras ou impossíveis de fabricar usando outros métodos. Na MS Machining, vemos uma procura constante de indústrias onde a falha do componente simplesmente não é uma opção.
 Na MS Machining, sabemos que a consistência é o maior desafio na fabricação. Quando escolhe fundição por investimento em aço inoxidável, não está apenas a comprar uma forma; está a adquirir fiabilidade mecânica e precisão dimensional. O nosso processo certificado ISO 9001:2015 garante que cada peça cumpra padrões industriais rigorosos antes de ser enviada.
Na MS Machining, sabemos que a consistência é o maior desafio na fabricação. Quando escolhe fundição por investimento em aço inoxidável, não está apenas a comprar uma forma; está a adquirir fiabilidade mecânica e precisão dimensional. O nosso processo certificado ISO 9001:2015 garante que cada peça cumpra padrões industriais rigorosos antes de ser enviada.