
Si vous travaillez avec machines de fraisage CNC, vous savez déjà quelque chose : lorsque des pièces sortent de tolérance, ce n’est presque jamais « aléatoire ».
C’est généralement la composants machine qui vous parle—à travers des bruits, une finition de surface médiocre ou des dimensions manquées.
Dans ce guide, vous décomposerez chaque composant de la fraiseuse CNC— du socle et de la colonne de la machine, au ensemble de la broche, système d’entraînement de l’axe, Contrôleur CNC, changeur d’outils automatique, et plus encore.
Vous verrez comment chaque pièce influence réellement :
- Précision et répétabilité
- Durée de vie de l’outil et finition de surface
- Temps de cycle et fiabilité
Que vous fabriquiez des pièces quotidiennement, que vous appreniez la CNC ou que vous planifiiez des améliorations, comprendre ces composants de la fraiseuse CNC est l’un des moyens les plus rapides d’améliorer les résultats concrets—et c’est précisément ainsi que des ateliers comme MS Machining fournissent des pièces de haute précision et cohérentes.
Passons directement au matériel qui compte vraiment.
Aperçu de la structure de la machine à fraiser CNC
Lorsque les gens regardent pour la première fois une fraiseuse CNC, cela peut sembler être un mystère géant et coûteux. Que fait réellement chaque pièce ? Quels composants sont les plus importants pour la précision, la finition de surface et la disponibilité ? Et comment composants de la fraiseuse CNC affectent-ils vos coûts et délais de livraison en production réelle ?
Au cœur, une fraiseuse CNC est une structure rigide qui maintient :
- Le pièce à usiner (votre pièce)
- Le outils de coupe
- Le système de mouvement qui déplace les outils et les pièces avec précision
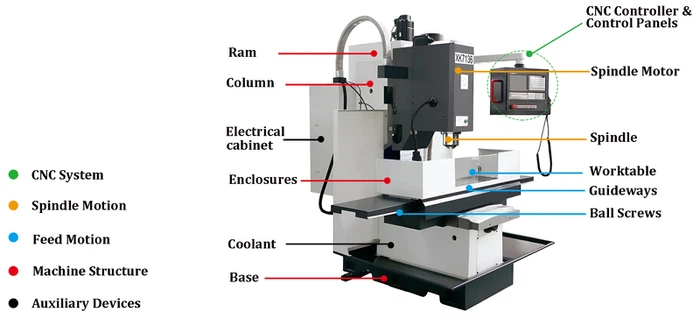
Les principaux pièces de la machine à fraiser CNC incluent :
- Base et colonne de la machine – le cadre principal qui assure la rigidité et absorbe les vibrations
- Table de travail et fixation – où vous serrez votre matériau à l’aide de mors, de dispositifs de fixation, de rainures en T ou de systèmes modulaires
- Ensemble de broche – fait tourner l’outil de coupe à grande vitesse avec une haute précision
- Système d’entraînement des axes X, Y, Z – vis à billes, guides linéaires et moteurs servo qui déplacent la table ou la tête
- Contrôleur CNC et électronique – le « cerveau » qui lit le programme et coordonne tous les mouvements et coupes
- Refroidissement, lubrification et gestion des copeaux – maintiennent les outils, le mandrin et les guides en vie et la coupe stable
Comprendre comment ces composants de usinage de précision CNC travaillent ensemble est la base pour de meilleures décisions de processus, des tolérances plus strictes et une durée de vie plus longue de la machine.
Composants de fraiseuse CNC verticale vs horizontale
La plupart des ateliers en France travaillent principalement avec composants de fraiseuse verticale, mais les pièces de fraiseuse horizontale sont tout aussi importantes lorsque vous visez une productivité sérieuse.
Fraises CNC verticales (VMC) :
- Le mandrin est vertical, pointant vers le bas vers la table de travail
- Le travail repose sur une table plate avec rainures en T
- Plus facile à configurer et à programmer, idéal pour les ateliers d'usinage, les prototypes et les petites séries
- Couramment utilisé pour l'usinage de acier CNC, de tôles métalliques, et pièces de fabrication métallique générales
Fraises CNC horizontales (HMC) :
- La broche est horizontale, pointant vers le côté de la pièce
- Utilisez tables rotatives, palettes et tombstones pour l'usinage multi-face
- Meilleure évacuation naturelle des copeaux et plus efficace pour l'usinage à volume élevé
- Souvent associé à systèmes de changeurs de palettes pour la production sans surveillance
Structurément, vous verrez toujours une base, une colonne, une broche, des axes d'entraînement et un contrôleur CNC dans les deux styles, mais le orientation de la broche, la disposition des axes et la stratégie de fixation de la pièce sont ce qui différencie les composants des machines à fraiser CNC verticales et horizontales.
Principe de fonctionnement de base des fraiseuses CNC
Chaque fraiseuse CNC—qu'elle soit à 3 axes, fraiseuse CNC à 4 axes, ou les composants de la fraiseuse CNC à 5 axes—suivent le même principe de base :
- Vous définissez la géométrie
- Un modèle CAO de votre pièces tournées de précision CNC, pièces de fabrication métallique ou composants usinés.
- CAM génère des trajectoires d'outil
- Le logiciel CAM convertit la géométrie en trajectoires d'outil et en programme CNC (G-code).
- Le contrôleur CNC exécute
- Le Unité de contrôleur CNC lit le G-code et calcule le mouvement pour chaque axe.
- Le système d'entraînement de l'axe déplace la machine
- Moteurs servo ou moteurs pas à pas, vis à billes, et guides linéaires déplacer :
- Axe X (gauche-droite)
- Axe Y (avant-arrière)
- Axe Z (haut-bas)
- Moteurs servo ou moteurs pas à pas, vis à billes, et guides linéaires déplacer :
- Le mandrin et l'outil coupent le matériau
- Le moteur de broche et entraînement faire tourner l'outil de coupe.
- Mouvement contrôlé + vitesses et avances correctes = enlèvement de matière contrôlé.
- La rétroaction maintient la précision
- Encodeurs et échelles linéaires envoient les données de position au contrôleur.
- Le système corrige les erreurs pour maintenir et une répétabilité.
C'est l'essentiel : un mouvement contrôlé d'un outil rotatif contre une pièce fixe ou mobile, piloté par un programme CNC et des composants mécaniques de précision.
Pourquoi il est important de comprendre les composants d'une fraiseuse CNC
Si vous vous souciez du coût par pièce, du temps de fonctionnement ou de la qualité, la compréhension composants de la fraiseuse CNC n'est pas facultative. Cela a un impact direct sur :
- Précision et répétabilité
- Haute qualité ensemble de la broche, vis à billes, et guides linéaires signifie un meilleur contrôle de la tolérance et moins de pièces rejetées.
- Finition de surface et durée de vie de l'outil
- Une rigide base et colonne de machine CNC, bon roulements de broche, et approprié système de refroidissement CNC vous offrent des surfaces plus propres et des outils plus durables.
- Dépannage et temps d'arrêt
- Savoir comment systèmes d'entraînement d'axe, dispositifs de rétroaction, systèmes ATC, et systèmes de lubrification CNC Le travail vous aide à diagnostiquer rapidement les vibrations, les bruits de chatter, les erreurs de position et les problèmes de changement d'outil.
- Choisir la bonne machine et les améliorations
- Que vous usiniez l'usinage de acier CNC, aluminium ou des travaux d'usinage de tôles complexes, votre succès dépend de :
- Puissance et rigidité du mandrin
- Qualité de la commande des axes
- Flexibilité de la fixation de la pièce
- Capacité d'évacuation des copeaux et de refroidissement
- Que vous usiniez l'usinage de acier CNC, aluminium ou des travaux d'usinage de tôles complexes, votre succès dépend de :
Lorsque je conçois et gère la production pour composants d'usinage de précision CNC, pièces de fabrication métallique, et pièces en acier CNC pour le marché français, je considère la machine comme un système : chaque composant influence la qualité, la vitesse et la fiabilité. Plus vous comprenez votre schéma des pièces de la machine CNC en termes concrets, plus vous avez de contrôle sur votre processus et votre résultat financier.
Composants structurels principaux d'une machine à fraiser CNC
Lorsque j'examine une machine à fraiser CNC, la première chose que j'évalue est la structure en fer. Les composants structurels principaux déterminent la précision, la rigidité et la stabilité de vos composants de machine CNC.
Base et cadre de la machine
Le base et cadre de la machine sont la fondation de toutes les pièces de la machine à fraiser CNC. Une base solide offre :
- Rigidité pour supporter des coupes lourdes dans l'acier CNC et l'aluminium
- Amortissement des vibrations pour une meilleure finition de surface et une durée de vie de l'outil
- Précision sur de longues périodes, notamment dans les composants de usinage de précision CNC
Sur des machines de qualité, vous verrez une base en fonte lourde ou en fonte minérale avec de larges surfaces de contact et des nervures internes pour éliminer les vibrations.
Colonne et structure de support
Le Colonne et structure de support supporter le ensemble de broche en fraisage CNC et supporter toutes les forces de coupe :
- Doit être massif et bien renforcé pour empêcher la déviation de la broche
- Utilise souvent des pièces moulées en boîte avec des nervures internes pour la rigidité
- Impact direct sur la précision et la répétabilité de l'usinage
Lorsque je compare des machines pour notre propre atelier ou pour des clients qui examinent des options avancées de CNC 5 axes, la conception de la colonne est toujours dans ma liste restreinte.
Structure du genou dans les fraiseuses verticales
Sur les composants de fraiseuse verticale, le genou est la grande pièce moulée qui se déplace verticalement sur la colonne :
- Prend en charge le selle, glissière transversale et table de travail
- Permet un réglage manuel ou motorisé de la hauteur Z
- Nécessite des jeux serrés et une bonne lubrification pour éviter le jeu et l'usure
De nombreuses fraiseuses à commande numérique modernes déplacent la table en X/Y et la broche en Z au lieu d'utiliser un genou, mais vous verrez toujours des fraiseuses verticales de style genou dans les ateliers en France.
Glissière transversale, selle et guides à queue d'aronde
Le glissière transversale et selle lier la table à la base et offrir un mouvement fluide en X/Y :
- Selle se déplace sur la base ; glissière transversale porte la table
- Guides à queue d'aronde or guides à glissière traditionnels fournissent guidage et support
- Un grattage, un alignement et une lubrification appropriés sont essentiels pour la précision et la répétabilité des machines CNC
Que je prépare un prototype ou une production répétée, si la base, la colonne, le genou, la selle et les guides sont corrects, tout le reste sur la fraiseuse CNC peut réellement offrir la précision que nous vendons.
Composants de fixation et système de table
Table de travail de la fraiseuse CNC et rainures en T
Sur toute fraiseuse CNC, la table de travail et les rainures en T déterminent la rigidité et la répétabilité de votre configuration.
La plupart des tables CNC sont :
- Fonte ou acier trempé pour la rigidité et l'amortissement des vibrations
- Agencé avec des rainures en T standard (généralement 3 à 5 rainures) pour un serrage flexible
- Rectifié avec précision pour que vos composants d'usinage de précision CNC pièces reposent à plat et restent dans les tolérances
Si vous usinez de l'acier CNC, de l'aluminium ou des pièces complexes de fabrication métallique, une table de travail solide avec des rainures en T précises est non négociable.
Étaux, pinces et montages
Pour empêcher les pièces de bouger sous les forces de coupe, je m'appuie sur un mélange de :
- Étaux CNC – Rapides, reproductibles, idéaux pour les séries de production et les composants de fraiseuses CNC
- Brides étagées et brides de serrage – Flexibles pour les pièces de formes irrégulières et les petites séries
- Montages dédiés et modulaires – Idéal pour les volumes élevés pièces tournées de précision CNC, l'usinage de tôles ou les travaux de fabrication métallique répétitifs
Un bon maintien de la pièce est ce qui vous permet de respecter les tolérances dont votre machine est capable.
Tables rotatives et diviseurs
Quand j'ai besoin d'un usinage multi-faces sans re-bridage constant, j'ajoute :
- Tables rotatives – Faire tourner la pièce autour d'un axe pour un travail de type 4ème axe
- Diviseurs – Verrouiller la pièce dans des positions angulaires précises pour des caractéristiques sur différentes faces
Ceux-ci sont essentiels pour une plus grande valeur composants de fraisage CNC, collecteurs et blocs métalliques complexes, surtout lorsque vous voulez réduire les configurations et la main d'œuvre.
Changeurs de palettes et montage modulaire
Pour les ateliers français axés sur la disponibilité, les systèmes de palettes et modulaires changent la donne :
- Changeurs de palettes vous permettent de charger une palette à l'extérieur de la machine pendant que l'autre coupe
- Plaques de montage modulaires (plaques à grille, systèmes de point zéro) vous permettent d'échanger rapidement les travaux avec un positionnement répétable
C'est ainsi que je garde les broches en train de couper au lieu de rester inactives. Si vous exécutez des travaux mixtes - acier CNC, alliages ou usinage de tôles - associer un maintien solide avec des machines de haute précision et des services comme notre Solutions d'usinage de précision CNC vous permet de réduire les temps de cycle tout en maintenant des tolérances serrées.
Ensemble de broche et composants de tête
Lorsque vous recherchez la précision et la finition de surface, l'ensemble de broche est le cœur de vos composants de fraiseuse CNC.
Conception d'unité de broche CNC et de cartouche
La plupart des pièces de machines à commande numérique modernes utilisent un design de « cartouche » pour la broche :
- Unité pré-assemblée avec arbre, roulements, joints et barre de fixation en une seule cartouche
- Se change plus rapidement pour l'entretien, ce qui réduit le temps d'arrêt
- Conçue pour une grande rigidité afin que vous puissiez pousser les avances et les vitesses sans vibrations
Sur nos fraiseuses CNC et dans notre composants d'usinage de précision CNC travail, nous spécifions toujours des broches de style cartouche pour des performances reproductibles et un entretien plus facile.
Moteur de broche, courroie d'entraînement et systèmes à entraînement direct
Vous verrez principalement deux styles d'entraînement sur les ateliers en France :
- Broches à entraînement par courroie
- Bon couple à basse vitesse
- Plus tolérant en cas de collision (la courroie peut glisser)
- Économique pour l'usage général l'usinage de acier CNC, aluminium, et fabrication métallique
- Broches à entraînement direct
- Le moteur est couplé directement à la broche
- Vitesse de rotation plus élevée, fonctionnement plus fluide, moins de vibrations
- Idéal pour les travaux à grande vitesse composants de fraisage CNC et avec des tolérances strictes
Pour les travaux à forte diversité et haute précision comme ceux que nous réalisons dans notre Services de fraisage CNC, l'entraînement direct est souvent supérieur en finition et en durée de vie des outils.
Roulements de broche et systèmes de refroidissement
Les roulements de broche supportent toute la charge de coupe, donc la qualité est essentielle :
- Roulements à contact angulaire pour haute vitesse et précision
- Empilements de roulements préchargés pour contrôler la déviation et la croissance thermique
- Lubrification à l'air, à l'huile ou à la graisse en fonction de la vitesse et du cycle de service
Le refroidissement est tout aussi critique :
- Carters de broche ventilés ou refroidis par liquide pour maintenir une température stable
- Meilleur contrôle thermique = taille plus cohérente et moins de dérive lors de longues opérations
Si vous effectuez de longs cycles sur de l'acier inoxydable ou l'usinage de acier CNC des pièces, une broche refroidie se rentabilise par sa constance.
Nez de broche, types de cônes et fixation d'outil
Le nez de la broche est l'endroit où toute la précision rencontre l'outil :
- Cônes courants : BT, CAT, HSK pour la plupart des fraiseuses CNC en France
- BT/CAT: robuste, idéal pour le travail général en atelier et les coupes lourdes
- HSK: plus court, à contact double, idéal pour la coupe à haute vitesse et haute précision
La fixation de l'outil est assurée par :
- Étages de tirage (boutons de fixation) sur le porte-outil
- Mécanisme de barre de tirage (ressorts à disque + déverrouillage hydraulique ou pneumatique)
Un cône rigide et un système de fixation solide influencent directement :
- Finition de surface
- Durée de vie de l'outil
- Capacité à usiner des matériaux durs en mode grossier tout en conservant la tolérance
Si vous choisissez une nouvelle machine ou effectuez une mise à niveau, la conception du mandrin (type de cône, style d'entraînement, refroidissement) doit être l'une des premières à comparer. Composants de la machine à commande numérique (CNC) de fraisage vous comparez.
Système d'entraînement des axes et contrôle de mouvement dans les machines à fraisage CNC

Le système d'entraînement des axes est l'un des composants les plus importants d'une machine à fraisage CNC si vous tenez à la précision, à la vitesse et à la finition. Lors de la spécification ou de la construction d'une fraiseuse CNC, je considère le système de mouvement (X, Y, Z + tous les axes rotatifs) comme la colonne vertébrale des performances de la machine.
Disposition et déplacement des axes X, Y, Z
La plupart des machines à fraisage CNC utilisent :
- X – déplacement gauche/droite de la table
- Axe Y – déplacement avant/arrière de la table ou du chariot
- Z – mouvement de broche ou de genou vers le haut/bas
Choses clés auxquelles je prête attention :
- Plages de déplacement: Plus de déplacement signifie des pièces plus grandes et moins de réglages.
- Dégagement de l'axe: Espace suffisant pour les étaux, les dispositifs de fixation et les tables rotatives.
- Support et rigidité: Des axes courts et bien soutenus se déforment moins et coupent plus proprement.
Pour les ateliers de fabrication en France utilisant des machines CNC de précision pour des composants ou des pièces de fabrication métallique en petite série, je recommande toujours de vérifier d'abord les déplacements de l'axe — ils déterminent le type de travail que vous pouvez réellement réaliser.
Vis à billes, Vis à filetage, et Guides linéaires
Les pièces modernes de machines CNC utilisent une combinaison de :
- Vis à billes
- Faible friction, haute efficacité
- Très peu de jeu lorsqu'elles sont préchargées
- Idéal pour l'usinage de précision en acier, aluminium et tôles métalliques avec CNC
- Vis à filetage
- Plus couramment utilisées sur les machines légères ou plus anciennes
- Moins précises et plus sujettes à l'usure avec le temps
- Guides linéaires (rails linéaires)
- Type rouleaux ou billes
- Rigidité élevée et mouvement fluide à haute vitesse d'avance
- Critique pour le maintien des tolérances lors de coupes lourdes
Sur mes machines, je vais toujours vis à billes + guides linéaires pour le travail sérieux sur des composants de fraisage CNC. Cette combinaison est une grande partie de la raison pour laquelle les fraiseuses CNC modernes peuvent atteindre des tolérances serrées de manière cohérente.
Servomoteurs vs Moteurs pas à pas
Le système d'entraînement de l'axe est généralement alimenté par :
- Servomoteurs (la plupart des fraiseuses CNC professionnelles)
- En boucle fermée avec encodeurs
- Couple élevé à grande vitesse
- Excellente position et répétabilité
- Idéal pour les composants de machines de fraisage CNC à haute vitesse et haute précision
- Moteurs pas à pas (usage léger/bureau)
- En boucle ouverte dans de nombreux systèmes
- Coût inférieur, entraînements plus simples
- Plus facile de perdre des pas sous charge
Pour la production de fraisage CNC, pièces tournées de précision CNC ou travaux complexes de fabrication et de pliage de métal, je préfère fortement moteurs servo. Ils se rentabilisent en temps de fonctionnement, fiabilité et qualité des pièces finies.
Composants rotatifs et inclinables à 4 axes et 5 axes
Lorsque vous passez à Machines de fraisage CNC à 4 axes et 5 axes, vous ajoutez :
- 4ème axe (A ou B) – table rotative qui fait tourner la pièce pour usiner plusieurs côtés
- 5ème axe – table inclinable ou à trunnion qui incline et tourne la pièce pour un accès complet en 3D
Les composants courants des machines de fraisage CNC à 4 axes / 5 axes incluent :
- Tables rotatives et trunnions avec des moteurs servo à couple élevé
- Roulements et freins de haute précision pour verrouiller la position lors de coupes lourdes
- Encodeurs intégrés pour un retour précis de l'angle
Les ateliers en France qui se tournent vers des turbines, des carters complexes ou des pièces aérospatiales de grande valeur bénéficieront généralement d'une capacité accrue grâce à une configuration solide à 4 axes ou 5 axes, associée à un système d'entraînement d'axes rigide et à un contrôle de mouvement de qualité.
Si vous souhaitez voir comment un système CNC complet se assemble au-delà du matériel de mouvement, je décompose cela en détail dans notre guide principal sur les machines de fraisage CNC et leurs composants.
système de contrôle CNC et électronique
Lorsque vous recherchez des tolérances strictes et des résultats reproductibles, le système de contrôle CNC et l'électronique comptent autant que le matériel. Voici comment je vois les principaux composants d'une machine de fraisage CNC du côté du contrôle.
Contrôleur CNC (MCU) et matériel de contrôle de mouvement
Le contrôleur CNC (MCU) est le « cerveau » de la machine. Il lit le code G, calcule les trajectoires de mouvement et synchronise chaque déplacement d'axe et de broche.
- Les contrôleurs modernes gèrent la prévision, le contrôle de secousses et l'usinage à haute vitesse.
- Le matériel de commande de mouvement de qualité (cartes d'entraînement, modules d'E/S, relais de sécurité) réduit les vibrations, les erreurs de positionnement et les alarmes aléatoires.
- Pour un travail de précision—comme les micro-fonctions ou les tolérances strictes Composants de la machine à commande numérique (CNC) de fraisage—la qualité du contrôleur influence directement la finition et le temps de cycle.
Panneau de contrôle opérateur, HMI et commandes manuelles
Le panneau opérateur et le HMI sont l'endroit où votre équipe travaille chaque jour.
- Des écrans HMI clairs, des menus logiques et des touches de raccourci réduisent le temps de configuration et les erreurs de l'opérateur.
- Les volants, boutons de jogging et boutons de dérogation d'avance/vitesse de broche offrent un contrôle manuel rapide pour les réglages et la validation des programmes.
- Une bonne conception du panneau signifie moins de temps de formation et moins d'erreurs de frappe sur le terrain.
Armoire électrique, entraînements et unités d'alimentation
Toute la puissance et l'intelligence sont logées dans l'armoire électrique.
- Les entraînements servo, entraînements de broche et alimentations régulées doivent être dimensionnés et refroidis correctement pour fonctionner 24/7.
- Un câblage propre, des bornes étiquetées et une mise à la terre appropriée facilitent le dépannage et les mises à niveau.
- Une alimentation stable et un bon réglage des entraînements aident à maintenir la précision sur les applications exigeantes composants d'usinage de précision CNC.
Dispositifs de rétroaction, encodeurs et échelles linéaires
La rétroaction est la façon dont la machine « sait » où elle se trouve réellement, pas seulement où elle pense être.
- Les encodeurs rotatifs sur les moteurs servo sont standard pour la plupart des systèmes d'entraînement des axes X, Y, Z.
- Les échelles linéaires montées sur les axes donnent une rétroaction de position réelle au niveau de la structure de la machine, améliorant la précision et la répétabilité, notamment en cas de dérive thermique.
- Une rétroaction haute résolution est cruciale lorsque nous usinons des matériaux de grande valeur comme les composants en acier inoxydable avec une machine CNC ou tolérance serrée pièces de fraisage CNC.
Si vous vous souciez de la qualité de finition, du temps de disponibilité et de la précision de positionnement dans le monde réel, vous ne pouvez pas traiter le système de contrôle CNC et l'électronique comme un simple accessoire — ils sont essentiels pièces de machine de fraisage CNC qui déterminent la performance réelle que vous obtenez de la machine.
Outillage, porte-outils et systèmes ATC
Lorsque vous recherchez une véritable productivité avec une machine de fraisage CNC, l'outillage, les porte-outils et le système ATC comptent autant que la machine elle-même. C'est ici que vous gagnez ou perdez du temps de cycle, de la précision et de la cohérence.
Types de porte-outils : BT, CAT, HSK, pinces ER
Dans la plupart des composants de machines de fraisage CNC, vous verrez ces normes de porte-outils courantes :
- Porte-outils BT (BT30/BT40/BT50)
Conception équilibrée, adaptée à la haute vitesse pour l'usinage de précision CNC. Très courant sur les machines asiatiques et européennes. - Porte-outils CAT (CAT40/CAT50)
Standard dans de nombreux ateliers en France. Robuste, largement supporté, idéal pour l'usinage lourd d'acier CNC et la fabrication de pièces métalliques. - Porte-outils HSK (HSK63, etc.)
Manche court et creux. Excellente rigidité et contrôle du décalage à haute vitesse, idéal pour les composants de fraisage CNC à tolérance serrée et l'usinage d'aluminium. - Mandrins à collet ER (ER16/ER32/ER40)
Option flexible pour les forets, petites fraises à bout et fraises avec manches droits. Bonne prise en main et changement d'outil facile.
Je fais toujours correspondre la qualité de l'outil à la tâche : BT/HSK haut de gamme pour des finitions de surface précises, collets ER pour des configurations flexibles.
Rétention d'outil, studs de fixation et barre de tirage
La rétention d'outil dans l'ensemble du mandrin est assurée par :
- Studs de fixation (boutons de retenue): Filet dans l'arrière des porte‑outils BT/CAT ; c'est ce que la barre de tirage saisit. Des goujons de mauvaise qualité présentent un risque de fiabilité.
- Mécanisme de barre de tirage : Les empilements de ressorts (Belleville) ou les systèmes hydrauliques serrent le porte-outil, et un cylindre pneumatique/hydraulique le libère pour le changement d'outil.
- Doigts de préhension / segments de serrage : Se placent à l'intérieur de la conicité du mandrin et se verrouillent sur l'étincelle de tirage.
Si vous commencez à voir un retrait d'outil, un frottement de la conicité ou des changements d'outil incohérents, cette zone de l'assemblage du mandrin CNC est le premier endroit que j'inspecte.
Types de changeur d'outils automatique (ATC) et magazines
L'ATC est ce qui permet à une fraiseuse CNC de continuer à couper au lieu de rester inactif :
- ATC de type tambour :
Indexation compacte et rapide. Idéal pour les petites et moyennes pièces de fraiseuses verticales où l'espace est limité. - ATC de type bras :
Conception à double bras qui balance les outils entre le mandrin et le magazine. Temps de changement plus rapides, courant sur des composants de fraiseuses CNC 4 axes et 5 axes haut de gamme. - Magazines à chaîne / carrousel :
Capacité d'outils plus élevée (30+ outils). Idéal pour des travaux complexes, des opérations sans surveillance, et des pièces de fraisage CNC mixtes.
Un système de changeur d'outils automatique fiable est indispensable si vous effectuez des travaux à haute diversité, faible volume ou en shifts non surveillés.
Outils de coupe courants pour le fraisage CNC
Pour la plupart des ateliers et OEM en France, ces outils de coupe couvrent 80–90% du travail :
- Fraises : 2–6 flutes pour le profilage, le poche et le contouring dans l'acier CNC, l'aluminium et l'inox.
- Fraises à face / fraises à coquille : Pour le fraisage rapide et le dégrossissage de grandes surfaces.
- Perceuses et forets de centrage : Pour la réalisation de trous dans l'usinage de tôles et de blocs solides.
- Fraises d'angle / outils de dérochage : Pour les arêtes et les passes de finition.
- Fraises à haute avance et dégrossisseuses : Pour enlever rapidement le métal dans la fabrication de métaux lourds et les applications de pliage.
Si vous vous concentrez sur l'aluminium ou les alliages légers, vous pouvez également envisager des outils à géométrie spécialisée similaires à ceux que nous utilisons pour l'usinage à grande vitesse de pièces en aluminium pour maintenir l'évacuation des copeaux propre et une finition de surface précise.
L'ajustement de la bonne combinaison de porte-outils, de studs de tirage, de style ATC et d'outils de coupe est l'une des méthodes les plus simples pour améliorer la précision et la répétabilité des machines CNC sans changer toute la machine.
Systèmes de refroidissement, lubrification et gestion des copeaux dans les composants des machines à fraiser CNC

Sur toute machine à fraiser CNC, le refroidissement, la lubrification et le contrôle des copeaux sont essentiels pour maintenir une haute précision et réduire les temps d'arrêt. Si vous produisez en France — des pièces en acier CNC à l'usinage précis d'aluminium ou d'Inconel — c'est ici que la fiabilité et la durée de vie des outils se jouent.
Systèmes de distribution de liquide de refroidissement : à jet, à brumisation et par passage dans la broche
Le système de refroidissement influence directement la durée de vie des outils, la finition de surface et le temps de cycle :
- Refroidissement à jet
- Pousse une grande quantité de liquide de refroidissement sur la zone de coupe.
- Idéal pour dégrossissage lourd, acier et inoxydable, et usinage CNC à usage général.
- Simple, peu coûteux, facile à entretenir.
- Refroidisseur à brouillard
- Projette un fin brouillard de mélange de liquide de refroidissement/air sur l'outil.
- Idéal pour l'usinage à haute vitesse et les coupes légères, en particulier sur l'aluminium et les plastiques.
- Réduit la consommation de liquide de refroidissement mais nécessite une ventilation adéquate.
- Refroidissement par broche traversante (TSC)
- Le liquide de refroidissement à haute pression passe par la broche et l'outil directement à l'arête de coupe.
- Idéal pour pour les trous profonds, les alliages difficiles et les composants de fraisage CNC de précision.
- Réduit l'encombrement des copeaux, améliore la durée de vie de l'outil et supporte des avances et vitesses agressives.
Si vous usinez des pièces de valeur plus élevée ou des matériaux durs, une machine avec un système fiable de **refroidissement par broche traversante**
Caractéristiques de sécurité et enceintes de machine sur les fraiseuses CNC
Lorsque nous spécifions ou construisons des fraiseuses CNC, je considère les caractéristiques de sécurité et les enceintes comme des composants non négociables—tout aussi cruciaux que la broche ou les entraînements d'axes.
Enceinte complète vs fraiseuses CNC à cadre ouvert
Pour la plupart des ateliers en France, en particulier pour la production ou l'atelier de sous-traitance, une fraiseuse CNC à enceinte complète est la solution la plus judicieuse.
| Caractéristique | Fraiseuse CNC à enceinte complète | Fraise CNC à cadre ouvert |
|---|---|---|
| Contrôle des copeaux / du liquide de refroidissement | Excellent – copeaux et liquide de refroidissement restent à l'intérieur | Médiocre – copeaux et éclaboussures vont partout |
| Niveau de sécurité | Élevé – barrière physique contre les pièces mobiles | Plus faible – plus d'exposition à la broche et aux outils |
| Temps de nettoyage | Plus rapide – lavage facile et élimination des copeaux | Plus long – nettoyage du sol, des murs et de l'opérateur |
| Meilleur cas d'utilisation | Production, coupes lourdes, cycles non supervisés | Prototypage, formation, travaux légers |
Si vous utilisez usinage CNC lourd en acier ou effectuez de longs cycles non supervisés, une machine entièrement fermée protégera vos employés, réduira le temps de nettoyage et maintiendra le liquide de refroidissement à sa place.
Interverrouillages de sécurité, interrupteurs de porte et rideaux lumineux
Les composants modernes des fraiseuses CNC incluent toujours des interverrouillages de sécurité électroniques liés aux portes et aux protections :
- Interrupteurs d'interverrouillage de porte
- Empêcher le démarrage du broche ou le mouvement de l'axe lorsque les portes sont ouvertes (ou autoriser uniquement un jogging lent).
- Arrêter le programme si l'opérateur ouvre une porte pendant un cycle.
- Interrupteurs de protection sur les convoyeurs de copeaux et les couvercles
- Arrêter le mouvement si une protection est ouverte.
- Protéger le personnel de maintenance lors du service.
- Rideaux de sécurité (sur certains systèmes plus grands)
- Créer une zone de non-accès autour des composants en mouvement.
- Arrêter instantanément le mouvement si quelqu'un coupe le faisceau.
Ces circuits de sécurité sont câblés directement dans les relais de sécurité et le contrôleur CNC, pas seulement vers les E/S standard, pour qu'ils soient sécurisés en cas de défaillance.
Boutons d'arrêt d'urgence et relais de sécurité
Chaque machine de fraisage CNC que je valide doit disposer de boutons d'arrêt d'urgence clairement marqués et facilement accessibles:
- Emplacements des arrêts d'urgence
- Panneau opérateur (obligatoire).
- Côté ou arrière de la machine près des zones de chargement.
- Pedestal ou arrêt d'urgence mural en option dans les zones à fort trafic.
- Relais de sécurité et circuits
- Couper immédiatement l'alimentation des entraînements de servomoteurs et des entraînements de broche.
- Arrêter la machine en toute sécurité sans corrompre le contrôleur CNC.
- Conçu pour revenir en mode « sécurisé » si un fil se casse ou si un contact échoue.
Si vous achetez une nouvelle CNC ou effectuez une mise à niveau, ne négligez pas la qualité de la architecture du relais de sécurité—les commandes bon marché peuvent se comporter de manière imprévisible lors de défaillances.
Visibilité pour l’opérateur et commandes ergonomiques
La sécurité ne consiste pas seulement à arrêter le mouvement — il s’agit de permettre à l’opérateur de voir clairement et de travailler confortablement:
- Fenêtres à haute visibilité et éclairage LED
- Grandes fenêtres recouvertes pour voir la coupe sans ouvrir la porte.
- LED internes brillants pour que la casse d’outil ou l’enroulement de copeaux soient évidents.
- Interface homme-machine (IHM) ergonomique et disposition du panneau de contrôle
- Panneau de contrôle de la machine inclinable et réglable en hauteur (IHM).
- Grandes boutons clairement étiquetés pour démarrer le cycle, la pause d’alimentation, l’E‑Stop.
- Générateur de impulsions manuel (molette) positionné pour une utilisation naturelle.
- Accès et portée
- Ouvertures de porte dimensionnées pour que les opérateurs puissent charger en toute sécurité des fixations plus lourdes.
- Hauteur de la table et accès par marchepied qui n’imposent pas de positions corporelles inconfortables.
Bien conçu Protections et enceintes de la machine CNC ne vous ralentissent pas — ils permettent en réalité aux opérateurs de travailler plus vite, de surveiller le processus en toute confiance, et de faire fonctionner la machine plus longtemps avec moins de risques.
Si vous prévoyez un travail à productivité plus élevée ou sans surveillance avec un montage complexe, il vaut la peine d'associer une CNC bien fermée à une fixation robuste, et, si nécessaire, usinage CNC rapide un support pour régler des configurations sûres et reproductibles dès le premier jour.
Entretien des composants de la machine à commande numérique
Rester à jour dans l'entretien des machines à commande numérique est la seule façon de protéger la précision, la disponibilité et la durée de vie des outils. Je considère l'entretien comme une partie de la production, et non comme une réflexion secondaire.
Liste de vérification quotidienne pour les pièces de la machine à commande numérique
Avant et après chaque poste, j'aime effectuer une vérification rapide des principaux composants de la machine à commande numérique :
- Vérifiez la table de travail et les rainures en T pour détecter les copeaux, bavures ou rouille. Nettoyez et appliquez une légère huile de protection si nécessaire.
- Inspectez le nez du mandrin, les porte-outils et les studs de tirage pour détecter les copeaux, l'usure ou le fretting. Nettoyez avec un chiffon sans peluche.
- Vérifiez le niveau et l'état du liquide de refroidissement dans le système de refroidissement de la CNC — recherchez la mousse, l'odeur ou la contamination.
- Confirmez les indicateurs de lubrification sur le système de lubrification CNC (pas d'alarmes de faible niveau d'huile, pas de fuites évidentes).
- Faites le tour de la base de la machine, de la colonne et des protections pour repérer les fixations desserrées, les gouttes d'huile ou les dommages.
- Faites bouger les axes X, Y, Z et écoutez les bruits anormaux dans les vis à billes, guides linéaires ou entraînements servo.
Plus vous détectez rapidement les problèmes dans les pièces critiques de la machine à commande numérique, moins ils seront coûteux à réparer.
Vérifications de nettoyage, de lubrification et d'alignement
La propreté et la lubrification sont ce qui maintient les composants de fraisage CNC en fonctionnement fluide et précis :
- Nettoyage
- Enlevez les copeaux du plateau, des fixations et du changeur d'outils après chaque opération.
- Maintenez les couvercles de guidage, le convoyeur à copeaux et les bacs à copeaux dégagés pour éviter tout blocage ou débordement.
- Lubrification
- Assurez-vous que les guides, les vis à billes et les roulements du mandrin reçoivent la bonne huile ou graisse.
- Ne jamais contourner ou désactiver les cycles de lubrification automatiques.
- Vérifications d'alignement (hebdomadaires ou mensuelles)
- Indiquez la table et les étaux pour repérer toute torsion ou décalage.
- Vérifiez la déviation du mandrin avec une barre de test si vous constatez une variation de la finition ou des tolérances.
- Surveillez les motifs d'usure inégaux sur les guides linéaires ou les guides en queue d'aronde.
Si vous effectuez des travaux de haute précision, je recommande de l'associer à un partenaire compétent pièces usinées CNC qui comprend les tolérances du monde réel, pas seulement les spécifications du catalogue.
Meilleures pratiques d'entretien du mandrin, des axes et des porte-outils
L'ensemble du mandrin, le système d'entraînement des axes et les porte-outils réalisent la majorité du travail de précision. Je ne fais jamais l'impasse ici :
- Broche
- Chauffez le mandrin quotidiennement (programme à faible régime jusqu'à régime élevé).
- Écoutez tout changement de son ou de vibration — souvent le premier signe de problèmes de roulements du mandrin.
- Gardez le cône du mandrin propre ; n'utilisez jamais de tampons abrasifs à l'intérieur du cône.
- Axes (X, Y, Z et axes rotatifs)
- Surveiller le jeu et les erreurs de positionnement ; un jeu de recul progressif signifie généralement des vis à billes ou des roulements de poussée usés.
- Assurez-vous que les guides linéaires sont correctement lubrifiés et exempts d'entailles ou de brinellages.
- Supports d'outils et collets
- Nettoyez régulièrement les coniques, collets et écrous ; remplacez les collets ER usés et les tirants de fixation.
- Ne serrez pas trop – respectez les spécifications de couple pour les porte-outils BT, CAT et HSK.
- Inspectez pour des signes de grippage, de rouille ou d’éraflures pouvant transférer des erreurs dans la coupe.
Les composants du mandrin et de l’axe bien entretenus sont une grande raison pour laquelle nos composants de machine-outil CNC de précision respectent des tolérances strictes pour des clients exigeants en France.
Quand remplacer les composants usés de la fraiseuse CNC
Faire fonctionner des composants de machine-outil CNC usés « un peu plus longtemps » coûte généralement plus en rebuts et en temps d’arrêt que la pièce elle-même. Je recherche :
- Composants du mandrin
- Augmentation du bruit, de la chaleur ou des vibrations → usure probable des roulements du mandrin.
- Finition de surface médiocre qui ne s’améliore pas avec de nouveaux outils ou paramètres.
- Parties d’entraînement et de mouvement de l’axe
- Jeu mesurable que la compensation ne peut pas corriger complètement.
- Positionnement incohérent ou perte de pas sur les axes commandés par servo/moteur pas à pas.
- Fixations et matériel de la table
- Rainures en T arrondies ou endommagées, boulons et écrous.
- Étaux et dispositifs qui ne répètent pas dans les spécifications.
- Pièces liées à la fixation d’outils et à la changeur automatique d’outils (ATC)
- Supports d’outils qui glissent, collent ou ne se tirent pas de manière cohérente.
- Désalignement du bras ou du tambour de l'ATC provoquant des fautes fréquentes de changement d'outil.
Lorsque l'une de ces occurrences se répète, je prévois un remplacement contrôlé plutôt que d'attendre une panne complète—en particulier sur les composants clés qui maintiennent notre usinage de production CNC respect de l'horaire pour les clients en France.
Comment les composants de la fraiseuse CNC influencent la qualité de l'usinage

Lorsque nous parlons de résultats d'usinage de précision CNC réelle sur le marché français—tolérances serrées, finition de surface propre, et répétabilité fiable—tout se résume à la qualité des composants principaux de la machine CNC.
Rigidité du mandrin = Finition de surface + Précision
L'ensemble du mandrin est le cœur de la machine. Si le mandrin n’est pas rigide, tout le reste en souffre.
- Mandrin à haute rigidité = moins de vibrations, meilleure finition de surface, tolérances plus serrées
- Roulements de mandrin de qualité = jeu stable, meilleure durée de vie de l’outil, dimensions cohérentes
- Supports d’outil équilibrés (BT, CAT, HSK) = coupes plus fluides à des vitesses plus élevées
- Bonne refroidissement et lubrification autour du mandrin = moins de dilatation thermique, précision plus stable
Si vous recherchez de véritables composants d’usinage de précision CNC pour l’aérospatiale, le médical ou la fabrication de pièces métalliques à tolérances strictes, investissez dans un mandrin plus robuste, de meilleurs roulements et des supports d’outil de meilleure qualité.
Qualité de la commande d’axe = Positionnement et répétabilité
Votre système d’entraînement des axes X, Y et Z (vis à billes, guides linéaires, servomoteurs et dispositifs de rétroaction) contrôle la précision des mouvements de la machine.
- Vis à billes de précision et guides linéaires réduisent le jeu et le phénomène de stick–slip
- Servomoteurs avec encodeurs offrent un positionnement haute résolution contre des moteurs pas à pas basiques
- Échelles linéaires améliorent la précision absolue et la compensation thermique
- Structure d'axe rigide réduit la déviation lors de la coupe de matériaux difficiles comme l'acier CNC
De meilleurs composants d'axe améliorent directement la précision de positionnement, la répétabilité et le temps de cycle.
Fixations et dispositifs de maintien = Maintien de tolérances strictes
Même avec un mandrin et une commande d'axe parfaits, un mauvais maintien des pièces nuit à la précision.
- Vices de qualité, pinces et dispositifs modulaires empêchent les pièces de se déplacer sous charge
- Table de travail plane et rainures en T assurent des configurations plates et reproductibles
- Tables rotatives et diviseurs nécessitent un jeu minimal pour l'usinage multi-face
- Systèmes de palettes aident à maintenir des configurations cohérentes lors de séries de production
Si vous fabriquez des pièces de haute précision, la qualité du maintien des pièces est aussi cruciale que la machine elle-même. C’est une pièce clé de toute stratégie sérieuse de précision et de métrologie en fabrication.
Choix des machines et des améliorations par composants
Lorsque j’évalue des fraiseuses CNC ou des améliorations pour l’usinage de tôles, la fabrication et le pliage de métaux, ou des pièces tournées de précision CNC, je ne regarde pas seulement la marque—je regarde la pile de composants:
Prioriser les améliorations dans cet ordre :
- Ensemble de broche – rigidité accrue, meilleurs roulements, meilleure rétention des outils
- Système d'entraînement de l'axe – vis à billes de qualité supérieure, guides linéaires et servo-moteurs
- Système de fixation des pièces – mors de précision, dispositifs, tables rotatives, changeurs de palettes
- Retour d'information et contrôle – encodeurs, échelles linéaires et un contrôleur CNC solide
Si votre objectif est une meilleure finition, des tolérances plus strictes et une répétabilité constante, construisez votre fraiseuse CNC autour de la qualité des composants — pas seulement des spécifications sur une brochure.
Questions fréquentes sur les composants des fraiseuses CNC
Composants les plus importants d'une fraiseuse CNC
Si vous exécutez des travaux en France et que vous vous souciez de la disponibilité et de la précision, ces composants de fraiseuse CNC sont les plus importants :
| Groupe de composants | Pièces clés à connaître | Pourquoi c'est important |
|---|---|---|
| Ensemble de broche | Broche, roulements, moteur, cône d'outil, barre de fixation | Puissance, finition de surface, durée de vie de l'outil |
| Système d'entraînement de l'axe | Vis à billes, guides linéaires, servo-moteurs, encodeurs | Précision, répétabilité, vitesse |
| Contrôleur CNC & HMI | Unité de contrôle, écran, boutons, roue manuelle | Programmation, configuration, dépannage |
| Prise en charge de pièce & table | Rainures en T, étaux, dispositifs, table rotative, palettes | Stabilité des pièces, temps de cycle, flexibilité |
| Outillage & changeur automatique d'outils (ATC) | Supports BT/CAT/HSK, pinces, bras/plateau ATC, magazine | Temps de changement, fiabilité |
| Système de refroidissement & copeaux | Refroidissement en pluie/à travers la broche, convoyeur à copeaux | Durée de vie des outils, automatisation, propreté |
Composants de fraiseuse verticale vs horizontale
Les composants de la fraiseuse verticale et horizontale partagent les mêmes bases, mais la disposition influence leur coupe :
| Caractéristique / Composant | Fraiseuse CNC verticale | Fraiseuse CNC horizontale |
|---|---|---|
| Orientation du mandrin | Vertical (vers le bas) | Horizontal (de côté) |
| Structure principale | Colonne, colonne mobile (sur de nombreuses VMC), table | Colonne, base, palette/table intégrée |
| Évacuation des copeaux | Plus difficile ; les copeaux restent sur la partie/table | Plus facile ; les copeaux tombent à l'écart de la coupe |
| Prise en charge du travail | Étaux/fixtures sur une table plate | Stèles, fixtures multi‑faces, palettes |
| Idéal pour | Atelier général, 2,5D, travail léger en 3D | Volume élevé, multi‑faces, coupe lourde |
Dépannage de base : axe, broche, changeur d'outils automatique
Garder les choses simples et systématiques :
Problèmes d'axe (X/Y/Z, 4‑axe, 5‑axe) :
- Jeu ou précision insuffisante : vérifier les goupilles/rails, écrous de vis à billes, accouplement, paramètres.
- Vibration ou bruit : inspecter les guides linéaires, vis à billes, rechercher toute contamination.
- Alarmes ou absence de mouvement : vérifier les entraînements servo, encodeurs, interrupteurs de fin de course, câblage.
Problèmes de broche :
- Surchauffe : vérifier le liquide de refroidissement et la lubrification, le système de refroidissement de la broche, la tension de la courroie.
- Bruit ou finition rugueuse : inspecter les roulements de la broche, le cône du porte-outil, la tige de tirage.
- Faible puissance ou blocages : vérifier l'entraînement de la broche, le moteur, et les paramètres de coupe.
Défauts du changeur d'outils automatique (ATC) :
- Changement d'outil manqué : vérifier l'appel du numéro d'outil, la position du magazine.
- Chute d'outil / mauvaise retenue : inspecter les tiges de tirage, la force de la barre de tirage, les pinces.
- Jams mécaniques : nettoyez les copeaux, vérifiez les capteurs et la pression d'air pour les ATCs de type bras/tambour.
Pour un travail à tolérances serrées et une disponibilité fiable, je combine souvent le fraisage avec le tournage de précision ; si vous avez besoin de caractéristiques tournées avec vos pièces usinées, mon services de tournage CNC peut combler cet écart.
Meilleures améliorations de composants pour la performance
Si vous améliorez un atelier en France et souhaitez le gain le plus élevé par euro, ces composants de fraisage CNC déplacent généralement le curseur en premier :
| Zone d'amélioration | Ce qu'il faut améliorer | Avantage principal |
|---|---|---|
| Outillage & porte-outils | BT/CAT/HSK équilibrés, collets ER, studs de tirage | Meilleur fini de surface, vitesses plus élevées |
| Prise en charge du travail | Étaux de qualité, dispositifs modulaires, table rotative | Réglages plus rapides, meilleure répétabilité |
| Refroidissement & copeaux | Refroidissement par l'outil, convoyeur à copeaux amélioré | Durée de vie de l'outil, opérations prolongées sans surveillance |
| Retour d'information & entraînements | Encodeurs à haute résolution, meilleure mise au point du servo | Précision, mouvement plus fluide |
| Broche | Broche à puissance ou vitesse plus élevée | Plus de matériaux, des cycles plus rapides |
Lorsque je conçois des composants de fraisage CNC et des composants d'usinage de précision CNC, je cherche toujours à équilibrer coût, rigidité et facilité d'entretien afin que les ateliers en France puissent fonctionner intensément sans ajustements constants.