

Comprendre quand combiner les processus CNC
Dans le paysage concurrentiel de la fabrication, atteindre des tolérances serrées tout en maintenant la vitesse de production est un exercice d'équilibre. Combiner fraisage, tournage et capacités 5 axes ne consiste pas seulement à utiliser une technologie avancée ; c'est une nécessité stratégique pour optimiser les flux de travail. Pour des pièces complexes pièces de précision CNC, s'appuyer sur une seule méthode d'usinage crée souvent des goulots d'étranglement et des problèmes de précision. En intégrant ces processus, nous réduisons considérablement les temps de mise en place et éliminons les erreurs de transfert, garantissant que la pièce finale respecte des normes rigoureuses sans coûts superflus.
Fraisage vs Tournage vs 5 Axes : Forces et Limitations des Processus
Pour prendre des décisions d'achat éclairées, les ingénieurs et acheteurs doivent comprendre l“” ADN » unique de chaque style d'usinage. Choisir le bon processus — ou la bonne combinaison de processus — détermine le succès du projet.
- Tournage CNC : Le champion incontesté pour les géométries cylindriques et la symétrie rotationnelle. Il offre une grande vitesse et d'excellentes finitions de surface pour les arbres et les bagues, mais rencontre des difficultés avec les caractéristiques non concentriques.
- Fraisage CNC : Idéal pour les formes prismatiques, les surfaces planes et le perçage de trous décentrés. Cependant, le fraisage standard en 3 axes nécessite plusieurs réglages manuels pour des pièces complexes, augmentant le risque d'erreurs d'empilement.
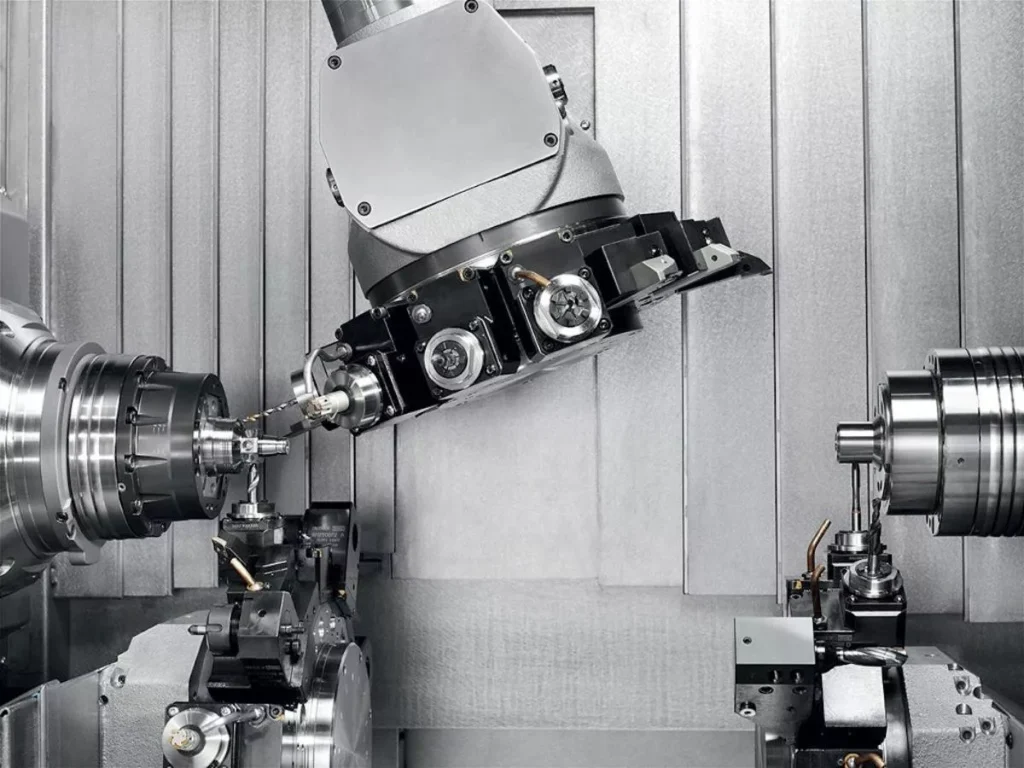
- Usinage 5 axes : La solution ultime pour les géométries complexes et les sous-ensembles. Elle permet à l'outil d'aborder la pièce sous pratiquement tous les angles, réduisant drastiquement les exigences en dispositifs de fixation et permettant la production de pièces très complexes pièces de précision CNC en une seule opération.
Idées reçues courantes sur l'usinage multi-processus
Une erreur fréquente lors de l'approvisionnement est de supposer que s'en tenir à un processus simple et unique est toujours la solution la plus économique. Cette mentalité conduit souvent à des coûts cachés et à des délais de livraison prolongés.
- Mythe : “ Plus simple est moins cher ”
Réalité : Forcer une pièce complexe à passer par un fraisage standard en 3 axes nécessite souvent plusieurs étapes manuelles de repositionnement. Cela augmente les coûts de main-d'œuvre et le risque de rebuts dû à des erreurs d'alignement. - Mythe : “ Le 5 axes est toujours excessif ”
Réalité : Bien que le taux horaire de la machine puisse être plus élevé, la réduction massive du temps de cycle total et la manipulation font souvent du 5 axes ou des combinaisons de fraisage et tournage une option plus économique pour des designs complexes. - Mythe : “ Une seule machine pour tout ”
Réalité : Aucune machine unique n'est parfaite pour toutes les fonctionnalités. Exploiter une approche hybride garantit que le tournage gère efficacement les caractéristiques rondes, tandis que le fraisage s'attaque aux poches détaillées, offrant des résultats supérieurs plus rapidement.
Considérations sur les matériaux et la machinabilité
Lorsque nous envisageons la production de pièces de haute qualité pièces de précision CNC, le choix du matériau dicte toute la stratégie de fabrication. Il ne s'agit pas seulement de savoir si le matériau convient à l'application de conception ; il s'agit de comment il se comporte sous la coupe. Choisir le bon matériau en fonction de sa machinabilité impacte directement le temps de cycle, l'usure de l'outil, et finalement, le coût par unité. Nous conseillons toujours aux ingénieurs d'équilibrer les exigences de performance finale avec la réalité de l'usinage pour minimiser la reprise et assurer une qualité constante.
Stratégies pour l'aluminium, l'acier inoxydable et le titane
Différents métaux nécessitent des approches très différentes lorsqu'on combine fraisage, tournage et opérations à 5 axes. L'objectif est d'optimiser les taux d'enlèvement de matière sans sacrifier la finition de surface.
- Aluminium (par exemple, 6061, 7075) : C'est généralement le matériau le plus indulgent, permettant des vitesses de broche élevées et des avances rapides. Cependant, l'évacuation des copeaux est critique en usinage à 5 axes pour éviter de recouper les copeaux, ce qui peut nuire à la finition.
- Acier inoxydable (par exemple, 304, 316) : Ces alliages ont tendance à se durcir par travail. Nous devons maintenir l'outil en mouvement constant — la stagnation cause un durcissement instantané du matériau, menant à une défaillance de l'outil. Pour des projets impliquant des grades plus résistants, il est essentiel de savoir comment correctement la fabrication de pièces en acier trempé par usinage est essentiel pour maintenir des tolérances strictes et prolonger la durée de vie de l'outil.
- Titane : La gestion de la chaleur est la priorité ici. Le titane a une faible conductivité thermique, ce qui signifie que la chaleur reste dans l'outil plutôt que dans le copeau. Nous utilisons un liquide de refroidissement à haute pression et des outils en carbure spécialisés pour gérer cette charge thermique.
Plastiques, composites et matériaux spécialisés
L'usinage de non-métaux introduit un ensemble de défis différent, principalement liés à la déformation et à l'abrasion plutôt qu'à la force de coupe.
- Risques de déformation : Les plastiques comme le Delrin ou le PEEK sont sujets à la déformation s'ils sont serrés trop fortement. Nous utilisons des mâchoires souples ou des dispositifs à vide pour répartir uniformément la pression de maintien, empêchant la pièce de sortir de la tolérance une fois libérée.
- Composites abrasifs : Des matériaux comme la fibre de carbone sont extrêmement abrasifs. Les outils standards s'usent rapidement, affectant la précision. Nous passons à des outils revêtus de diamant pour maintenir un tranchant tout au long de la production.
- Séquençage : Pour les plastiques, nous effectuons souvent un usinage grossier du matériau et le laissons “reposer” pour soulager les contraintes internes avant la passe de finition finale. Cela garantit que la géométrie finale reste stable.
Optimisation du flux de travail pour la CNC multi-processus
L'optimisation du flux de travail ne consiste pas seulement à augmenter la vitesse de la broche ; il s'agit d'éliminer le “temps mort” lorsque la machine ne coupe pas. Lorsqu'on combine plusieurs processus, l'objectif est une intégration transparente. Nous nous concentrons sur la réduction du temps de manipulation et sur le fait que chaque mouvement ajoute de la valeur. En tirant parti des technologies avancées solutions d’ingénierie de précision CNC, les fabricants peuvent considérablement augmenter le débit tout en maintenant des tolérances strictes. La clé est de cesser de considérer le fraisage et le tournage comme des îles séparées et de commencer à les traiter comme une ligne de production unifiée.
Séquençage des opérations et planification des trajectoires d'outil
L'ordre dans lequel nous découpons le métal détermine le succès de la pièce. Si nous fraisons une surface avant de tourner le diamètre, nous pourrions induire des vibrations ou perdre la concentricité. En général, nous privilégions l'enlèvement de matière en vrac par tournage, suivi d'un fraisage lourd, puis d'une finition par contouring 5 axes pour des formes complexes.
- Séquençage intelligent : Nous regroupons les opérations pour minimiser les changements d'outil. Si une fraise spécifique est requise pour trois caractéristiques différentes, nous programmons le parcours d'outil pour toutes les gérer avant de changer d'outil.
- Évitement des collisions : Dans les configurations multi-processus, en particulier les centres Mill-Turn, le risque d'interférence des outils augmente. Nous utilisons un logiciel de simulation pour vérifier la garde avant que la machine ne se déplace.
- Réduction des erreurs : En planifiant le parcours d'outil pour terminer les caractéristiques critiques en une seule configuration, nous garantissons une haute qualité pièces de précision CNC sans accumuler d'erreurs de tolérance lors du re-serrage.
Fixation et configuration multi-postes
La meilleure machine du monde ne peut pas corriger une mauvaise configuration. Déplacer une pièce manuellement entre un tour et une fraiseuse introduit des erreurs humaines et des problèmes d'alignement. C'est là que la fixation intelligente fait la différence.
- Fixation à point zéro : Cela nous permet de déplacer un dispositif d'une machine à une autre avec une répétabilité au micron près, réduisant considérablement le temps de configuration.
- Fixations multi-postes : Nous chargeons souvent plusieurs pièces sur un tombeau ou une palette. Pendant qu'une pièce est usinée, l'opérateur peut charger la suivante, en maintenant la broche en marche en continu.
- Stratégie en une seule configuration : L'utilisation de services d'usinage CNC 5 axes élimine souvent le besoin de fixations personnalisées complexes, car l'outil peut accéder à cinq côtés de la pièce en une seule opération. Cette approche est essentielle pour maintenir la précision géométrique et accélérer les cycles de production.
Comparer le coût, l'efficacité et le risque selon les options
Faire le bon choix entre rester avec l'usinage séquentiel traditionnel ou passer à une approche multi-processus combinée ne concerne pas seulement la technologie — c'est une question de rentabilité. Nous devons évaluer les coûts directs contre les dépenses cachées liées aux pertes d'efficacité. Alors qu'une fraiseuse 3 axes standard a un tarif horaire inférieur à celui d'un centre 5 axes, le calcul change rapidement lorsque l'on prend en compte la main-d'œuvre, le temps de configuration et le risque de rebuts.
Compromis de coûts entre l'usinage mono- et multi-processus
Lorsque nous estimons des projets pour une gamme complète services d'usinage CNC, nous regardons le débit total, pas seulement le tarif horaire d'une seule machine. Utiliser des machines séparées pour le fraisage et le tournage crée souvent une fausse économie. Vous pourriez économiser sur les tarifs des machines, mais vous payez le double en temps d'opérateur pour la re-fixturation.
Voici une répartition de l'argent réellement dépensé :
| Facteur de coût | Usinage séquentiel (Processus unique) | Usinage combiné (Fraisage-Tournage / 5 axes) |
|---|---|---|
| Main-d'œuvre de mise en route | Haut : Nécessite une mise en route manuelle pour chaque opération (Op 10, Op 20, etc.). | Faible : “Une mise en route ” tout-en-un » réduit l'intervention de l'opérateur. |
| Tarif machine | Plus faible : Les tours et fraiseuses standards sont moins chers à faire fonctionner par heure. | Plus élevé : Les machines multitâches avancées ont des coûts plus élevés. |
| Coûts de fixation | Haut : Plusieurs dispositifs de fixation personnalisés sont nécessaires pour différentes machines. | Modéré : Souvent, il ne faut qu’un seul dispositif de fixation complexe ou une fixation standard. |
| Inventaire WIP | Haut : Les pièces restent en attente entre les opérations. | Faible : La matière première entre, la pièce finie sort. |
Pour les séries à volume élevé, le temps de cycle réduit d’un processus multi-étapes compense généralement le tarif machine plus élevé. Pour les prototypes à faible volume, la réduction du temps de mise en route fait de l’usinage combiné un choix évident.
Évaluation des risques : Tolérances, Finition de surface et Complexité des pièces
La gestion des risques en fabrication consiste principalement à contrôler les variables. Chaque fois qu'un opérateur manipule une pièce pour la déplacer d'un tour à une fraiseuse, vous introduisez le potentiel d'erreur humaine et d'empilement des tolérances. Si vous fabriquez pièces de précision CNC avec des exigences strictes en dimensionnement géométrique et tolérances (GD&T), ces petites erreurs peuvent conduire à un lot rejeté.
Facteurs de risque clés à surveiller :
- Perte de référence : Re-serrer une pièce sur une deuxième machine rend difficile le maintien d'une concentricité ou d'une perpendicularité parfaites par rapport aux caractéristiques usinées lors de la première opération.
- Fusion de surface : Les décalages entre surfaces tournées et caractéristiques usinées sont courants lorsque les processus sont divisés. L'usinage 5 axes permet des trajectoires d'outil continues qui offrent des finitions de surface supérieures.
- Dommages lors de la manutention : Plus une pièce est déplacée, plus le risque de rayures, d'entailles ou de chutes est élevé, surtout avec des matériaux plus tendres comme l'aluminium ou les plastiques.
En consolidant les opérations, nous éliminons les risques de “ transfert ”. Cela garantit que la relation entre les caractéristiques reste exacte car la pièce ne quitte jamais le mandrin jusqu'à ce qu'elle soit terminée.
Considérations pour la prototypage et les demandes de devis (RFQ)

Naviguer de la conception numérique à la fabrication physique nécessite une planification stratégique, surtout lorsqu'il s'agit de flux de travail complexes multi-processus. Nous aidons les ingénieurs et les équipes d'approvisionnement à déterminer précisément quand valider une conception par prototypage et comment structurer une demande de devis (RFQ) pour obtenir des prix et des délais d'exécution aussi précis que possible.
Quand demander un prototype ou un essai
Passer directement à une production en série avec une conception complexe comporte un risque financier. Nous recommandons un prototype ou une étape pilote chaque fois que vous combinez fraisage, tournage et usinage CNC 5 axes pour la première fois sur une nouvelle pièce. Si votre composant présente des tolérances strictes (jusqu'à +/- 0,005 mm) ou nécessite des géométries complexes exigeant un usinage simultané 5 axes, un essai valide notre stratégie de fixation et nos trajectoires d'outil.
La sensibilité des matériaux est un autre facteur majeur. Des matériaux coûteux comme le Titane ou le PEEK se comportent différemment sous la contrainte de l'usinage multi-axes par rapport à l'aluminium standard 6061. Un prototype permet d'ajuster les avances et les vitesses pour éviter les rebuts dans le lot final. Comprendre les nuances de Prototype d'usinage CNC vs flux de travail de production permet de repérer les défauts de conception potentiels tôt, vous évitant ainsi des retards coûteux de retouche ultérieurement.
Principaux déclencheurs pour le prototypage :
- Géométrie complexe : Pièces nécessitant des mouvements à 4 axes ou 5 axes.
- Tolérances strictes : Vérification des dimensions critiques avant la production en série.
- Ajustement et Fonctionnalité : Assurer que la pièce s'emboîte correctement avec d'autres Pièces de précision CNC dans votre assemblage.
- Finition de surface : Vérification que l'anodisation ou le placage répond aux normes esthétiques sur le substrat réel.
Préparation efficace de la demande de devis pour la CNC multi-processus
Pour fournir un “ devis instantané ” précis et tirer parti de nos prix directs d'usine, la clarté dans votre demande de devis est essentielle. Lorsqu'on combine le tournage et le fraisage, le processus de devis devient plus technique car nous devons calculer le temps machine sur différents centres ou déterminer si une machine multitâche est plus efficace.
Nous comptons sur des données précises pour optimiser vos coûts. Envoyer des informations incomplètes nous oblige à faire des suppositions qui pourraient augmenter le prix pour couvrir le risque. Pour obtenir la meilleure valeur et le délai de réalisation le plus rapide (aussi rapide que 3-7 jours pour les prototypes), assurez-vous que votre dossier de demande de devis est complet.
Liste de contrôle pour la demande de devis afin d'optimiser l'efficacité :
- Fichiers CAO 3D : Nous avons besoin de fichiers STEP ou IGES pour programmer nos machines 5 axes ; les PDFs sont uniquement pour référence.
- Spécifications du matériau : Indiquez clairement la nuance (par exemple, Acier inoxydable 304 vs 316) car la machinabilité influence le coût.
- Tolérances : Mettez en évidence les dimensions critiques. Si la norme ISO 2768 standard est acceptable, indiquez-la pour réduire le temps d'inspection.
- Finition de surface : Spécifiez dès le départ les exigences telles que le sablage, l'anodisation ou la peinture en poudre.
- Quantité : Nous traitons de 1 à plus de 100 000 pièces, mais le coût de mise en place par unité varie considérablement entre un prototype unique et une production en série.
Fraisage hybride dans les composants mécaniques complexes
Lors de la fabrication pièces de précision CNC avec des géométries complexes, séparer les opérations conduit souvent à des erreurs de tolérance empilées. Je me souviens d’un projet impliquant un boîtier aérospatial nécessitant à la fois une enlèvement de matière importante et des surfaces contourées complexes. Au début, nous avons essayé de tourner le trou principal puis de le transférer sur une fraiseuse standard. Le résultat ? Taux de rebuts élevé dû à un mauvais alignement lors du transfert.
La solution était d’intégrer le flux de travail. En utilisant un centre multitâche ou en coordonnant strictement le transfert vers une machine avec des capacités avancées de fraisage 5 axes, nous avons maintenu un seul point de référence. Cette approche hybride nous a permis de :
- Éliminer les erreurs de repositionnement : Maintenir la pièce serrée réduit le risque d'erreur humaine.
- Temps de cycle d'équilibrage : Alors que la broche de tournage gérait le dégrossissage, la tête de fraisage travaillait simultanément sur des caractéristiques décentrées.
- Améliorer la continuité de la surface : La fusion des finitions tournées et usinées est devenue transparente, répondant à des exigences esthétiques et fonctionnelles strictes.
Leçons tirées des séries de production à volume élevé
Passer d'un prototype à des milliers d'unités expose des inefficacités que vous pourriez manquer en petite série. Dans les productions à grand volume, la cohérence est essentielle. Nous avons appris que la clé ne réside pas seulement dans des vitesses de coupe plus rapides, mais dans une organisation plus intelligente de toute la cellule.
Voici les leçons essentielles pour augmenter l'efficacité en grandes séries :
- Standardiser le montage : Nous avons mis en place des systèmes de serrage à point zéro qui fonctionnent aussi bien sur nos centres de tournage que sur nos fraiseuses. Cela nous permet de déplacer une palette d'une machine à une autre en quelques secondes, et non en minutes.
- Optimiser la durée des outils : Lors de longues séries, l'usure des outils varie considérablement selon les processus. Choisir des outils de haute qualité usinage CNC spécifiquement conçus pour des charges hybrides évite des arrêts imprévus.
- Synchroniser les opérations : Nous structurons le flux de travail de manière à ce que le temps de cycle de fraisage corresponde aussi étroitement que possible au temps de cycle de tournage. Cela empêche le WIP (Work In Progress) de s'accumuler à une station pendant qu'une autre reste inactive.