Comprendiendo la fundición a la cera perdida de acero inoxidable en la fabricación moderna
¿Qué es la fundición a la cera perdida de acero inoxidable?
Fundición de acero inoxidable a la inversión, conocido históricamente como fundición a la cera perdida, es un proceso de fabricación de precisión diseñado para producir componentes metálicos complejos con alta precisión dimensional y acabados superficiales superiores. A diferencia de la fundición en arena tradicional, que crea superficies más ásperas, la fundición a la cera perdida moderna—específicamente el proceso de Silica Sol utilizado en MS Machining—permite la creación de piezas casi en forma neta. Este método es ideal para componentes que requieren geometrías internas intrincadas o paredes delgadas que serían difíciles o prohibitivamente costosas de producir solo mediante Piezas de precisión CNC maquinado. Al minimizar el desperdicio de material y reducir la necesidad de operaciones secundarias extensas, esta técnica sirve como una solución crítica para industrias que van desde la automoción hasta el control de fluidos.
Cómo funciona el proceso de fundición a la cera perdida paso a paso
La transformación de materia prima a un componente terminado implica un procedimiento riguroso y en varias etapas para garantizar la integridad estructural y la consistencia dimensional.
Inyección de patrón de cera: Se crea un molde de metal y se inyecta cera fundida para formar una réplica de la pieza final.
Ensamblaje en árbol: Varios patrones de cera se unen a un conducto central de cera, creando un “árbol” para el procesamiento en lote.
Construcción de la cáscara (Proceso de Silica Sol): El árbol de cera se sumerge en una pasta cerámica y se recubre con arena fina. Esto se repite varias veces para construir una cáscara cerámica dura y resistente.
Deswaxing: La cáscara cerámica se calienta, haciendo que la cera se derrita y drene, dejando una cavidad hueca (la fase de “cera perdida”).
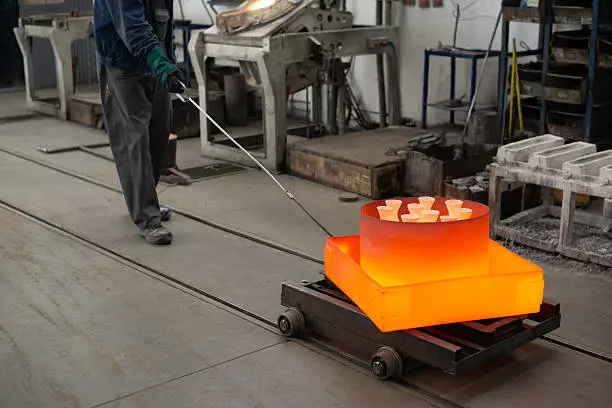
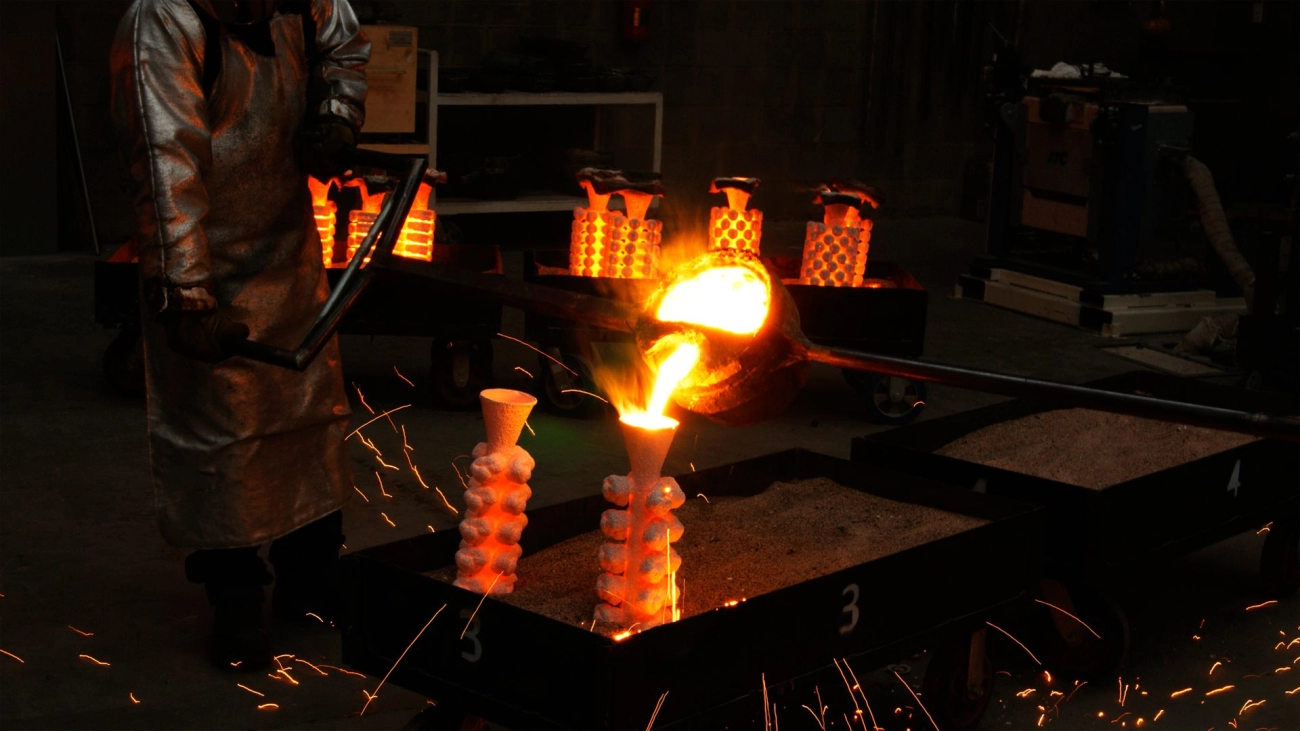
Vertido: Se vierte acero inoxidable fundido en la cáscara cerámica precalentada, llenando la cavidad para formar la pieza.
Desmoldeo y limpieza: Una vez enfriada, se rompe la cáscara cerámica y las piezas se cortan del conducto.
Terminación: Las fundiciones pasan por arenado, lijado de puertas y una inspección inicial antes de pasar a operaciones secundarias. piezas CNC de precisión mecanizado si se requieren tolerancias más ajustadas.
Calidades comunes de acero inoxidable utilizadas en fundición a la inversión
Seleccionar la aleación correcta es fundamental para el rendimiento de la pieza fundida. Apoyamos una amplia gama de calidades de acero inoxidable adaptadas a requisitos mecánicos y ambientales específicos:
Acero inoxidable austenítico (304, 304L, 316, 316L): Las opciones más populares para fundición de inversión debido a su excelente resistencia a la corrosión y buenas propiedades mecánicas. La calidad 316L es particularmente preferida para aplicaciones marinas y químicas.
Acero de endurecimiento por precipitación (17-4 PH): Elegido para aplicaciones que requieren alta resistencia, dureza y resistencia a la corrosión, a menudo utilizado en componentes aeroespaciales e industriales pesados.
Acero inoxidable martensítico (410, 420): Ideal para piezas que requieren alta dureza y resistencia al desgaste, como partes de bombas y válvulas.
Acero inoxidable dúplex: Ofrece una combinación de alta resistencia y resistencia excepcional a la corrosión por estrés, adecuado para entornos adversos.
Por qué el acero inoxidable se elige a menudo para piezas de fundición a la inversión
Cuando ingenieros y responsables de compras seleccionan un proceso de fabricación, la combinación de acero inoxidable y fundición a la inversión suele ser la opción principal. Esta combinación no solo se trata de dar forma al metal; se trata de crear componentes que puedan soportar condiciones adversas manteniendo tolerancias estrictas. En MS Machining, vemos de primera mano cómo este método resuelve problemas de ingeniería complejos donde otras técnicas fallan.
Resistencia a la corrosión y estabilidad del material
La razón principal por la que nuestros clientes especifican calidades de acero inoxidable como 304, 316 y 316L es su capacidad inherente para resistir la oxidación y ataques químicos. En el proceso de fundición a la inversión, el metal fundido se solidifica en un entorno controlado, asegurando una microestructura homogénea. Esta uniformidad es fundamental para mantener la capa pasiva de óxido del material, que protege la pieza de la oxidación y la degradación.
Ya sea que el componente esté destinado a un entorno marino, una planta de procesamiento químico o una instalación médica, la estabilidad del material del acero inoxidable fundido garantiza una larga vida útil. A diferencia de las piezas recubiertas, donde un arañazo superficial puede provocar fallos, la resistencia a la corrosión aquí es intrínseca al material mismo.
Resistencia mecánica y durabilidad para entornos exigentes
La fundición a la inversión de acero inoxidable produce piezas con una densidad y una integridad mecánica excepcionales. Debido a que el proceso minimiza la porosidad en comparación con otros métodos como la fundición en arena, los componentes resultantes exhiben una resistencia a la tracción y una resistencia al impacto superiores.
Esta durabilidad hace que la fundición a la inversión sea la opción preferida para aplicaciones críticas de seguridad. Fabricamos regularmente piezas que deben soportar altas presiones, temperaturas extremas y cargas mecánicas pesadas sin deformarse. La naturaleza sin costuras de una pieza fundida—que a menudo reemplaza ensamblajes soldadas de varias piezas—elimina aún más los puntos débiles, proporcionando una solución robusta para maquinaria industrial pesada y aplicaciones automotrices.
Ventajas en acabado superficial y consistencia dimensional
Una de las características destacadas del proceso de fundición a la inversión con Silica Sol que utilizamos es el acabado superficial superior que logra justo al salir del molde. Los valores típicos de rugosidad superficial oscilan entre Ra 3.2 y 6.3, lo cual es significativamente más suave que la fundición en arena. Esta capacidad de “casi forma neta” significa que las piezas lucen profesionales y funcionan bien sin necesidad de procesos secundarios extensos.
Sin embargo, cuando las superficies de acoplamiento específicas requieren tolerancias aún más ajustadas, integramos nuestras capacidades de fundición con piezas de mecanizado CNC de alta precisión producción. Este enfoque híbrido nos permite mantener una excelente consistencia dimensional en grandes series de producción mientras mantenemos los costos por debajo de los del mecanizado de toda la pieza a partir de un bloque macizo. La consistencia del molde garantiza que cada pieza, desde la primera hasta la milésima, cumpla con las mismas especificaciones rigurosas.
Factores clave para determinar si la fundición a la cera perdida es adecuada para su pieza
Complejidad de la geometría de la pieza y características internas
Si su diseño presenta pasajes internos intrincados, undercuts o paredes delgadas difíciles de alcanzar con herramientas de corte, la fundición a la cera perdida probablemente sea su mejor opción. Mecanizar estas características desde un bloque sólido suele requerir configuraciones caras de 5 ejes o simplemente es imposible. Nuestro proceso de fundición a la cera perdida con sol de sílice nos permite crear componentes complejos y casi en forma neta que conservan una alta integridad estructural. Este método es ideal para piezas donde el desperdicio de material por mecanizado sería excesivo, permitiéndonos producir geometrías sofisticadas de manera eficiente.
Requisitos de tolerancia y consistencia dimensional
Aunque la fundición a la cera perdida ofrece una precisión excelente en comparación con la fundición en arena, generalmente mantiene tolerancias lineales alrededor de ISO 8062 CT4-CT6. Para muchas aplicaciones estructurales, esto es suficiente. Sin embargo, si su aplicación requiere ajustes ultra precisos—como superficies de rodamientos o ranuras de sellos—la fundición en bruto por sí sola puede no ser suficiente. En estos casos, utilizamos un enfoque híbrido: fundimos la pieza a una forma casi neta y luego realizamos mecanizado secundario para lograr las dimensiones críticas finales. Este equilibrio ofrece lo mejor de ambos mundos: la eficiencia del material de la fundición y la precisión de las piezas de **mecanizado CNC de precisión**.
Consideraciones sobre volumen de producción y repetibilidad
La fundición a la cera perdida requiere una inversión inicial en moldes. Si solo necesita un prototipo único, el mecanizado a partir de material sólido suele ser más rápido y económico porque evita los costos de los moldes. Sin embargo, en cuanto su volumen aumenta a decenas o miles de unidades, la fundición a la cera perdida se vuelve mucho más rentable. El costo por unidad disminuye drásticamente porque no estamos mecanizando kilos de acero inoxidable costoso. Una vez hecho el molde, podemos reproducir miles de piezas idénticas con alta repetibilidad, asegurando que su cadena de suministro permanezca estable.
Necesidades de post-mecanizado y operaciones secundarias
La mayoría de las piezas de alto rendimiento requieren algún nivel de acabado después de la fundición. Nos especializamos en reducir el costo total de propiedad integrando la fundición con el mecanizado interno. Al fundir la pieza con un margen mínimo de mecanizado, reducimos el tiempo de ciclo necesario para producir piezas finales de **mecanizado CNC de precisión**. El acabado superficial también es un factor importante; aunque nuestro acabado de fundición suele ser Ra 3.2 – 6.3, muchos clientes requieren un aspecto más suave. Ofrecemos servicios integrales servicios de pulido de acero inoxidable para lograr acabados electropolvados o de espejo, gestionando todo el proceso desde el metal fundido hasta la inspección final bajo un mismo techo.
Fundición a la cera perdida de acero inoxidable vs otros métodos de fabricación
Elegir el proceso de fabricación adecuado rara vez se trata de encontrar el método “mejor” en general, sino el más eficiente para su volumen y geometría específicos. En MS Machining, a menudo ayudamos a los clientes a hacer la transición entre estos métodos a medida que sus necesidades de producción aumentan. Aquí se explica cómo fundición de inversión se compara con las alternativas.
Fundición a la cera perdida vs mecanizado CNC a partir de bloque macizo
La principal diferencia aquí es la utilización del material y el tiempo de configuración. Mecanizar a partir de un bloque sólido (fabricación sustractiva) es excelente para volúmenes bajos o geometrías simples porque no requiere inversión en moldes. Sin embargo, para formas complejas, mecanizar a partir de material sólido genera un desperdicio significativo y requiere ciclos más largos.
Desperdicio de material: El mecanizado CNC puede convertir 50% o más de su costoso stock de acero inoxidable en virutas. La fundición a la cera perdida es un proceso aditivo que utiliza material solo donde es necesario.
Volumen: Para 1-50 piezas, manténgase con piezas CNC de precisión. Para más de 500 piezas, invertir en un molde para fundición resulta mucho más rentable.
Enfoque híbrido: La ruta más eficiente suele ser el fundido en “forma casi neta” seguido de mecanizado secundario. Esto reduce significativamente el tiempo de mecanizado mientras mantiene las tolerancias estrictas de calidad en fundiciones de acero inoxidable y mecanizado CNC.
Fundición a la cera perdida vs fundición en arena para piezas de acero inoxidable
Aunque ambos son procesos de fundición, sirven para diferentes niveles de calidad. La fundición en arena suele ser más económica para componentes muy grandes y pesados donde el acabado superficial no es crítico. Sin embargo, el proceso de fundición en cera perdida que utilizamos ofrece resultados superiores para componentes de precisión.
Acabado superficial: La fundición en arena deja una textura áspera y granulada (Ra 12.5+). La fundición en cera perdida proporciona un acabado suave (Ra 3.2 – 6.3), reduciendo la necesidad de pulido extenso.
Tolerancias: La fundición en cera perdida mantiene tolerancias lineales mucho más estrictas (CT4-CT6) en comparación con los estándares más laxos de la fundición en arena.
Detalle: Si su pieza tiene logotipos intrincados, paredes delgadas o pasajes internos finos, la fundición en cera perdida captura detalles que los moldes de arena simplemente no pueden.
Fundición en cera perdida vs moldeo por inyección de metal (MIM)
El moldeo por inyección de metal (MIM) es un competidor fuerte, pero generalmente solo para piezas muy pequeñas y de alto volumen.
Restricciones de tamaño: El MIM suele estar limitado a piezas que pesan menos de 100 gramos. La fundición en cera perdida es versátil, manejando piezas desde unos pocos gramos hasta 50 kg o más.
Costos de herramientas: Los moldes MIM son extremadamente caros, a menudo requiriendo volúmenes de 10,000+ para justificar el coste. Los moldes de fundición en cera perdida son más asequibles, lo que los hace viables para producciones de volumen medio.
Flexibilidad en el Diseño: La fundición en cera perdida permite mayor libertad de diseño en cuanto al tamaño de la pieza y las variaciones en el grosor de las paredes en comparación con las limitaciones estrictas del MIM.
Estructura de costes: Lo que realmente impulsa los precios de la fundición en cera perdida
Coste de herramientas y equilibrio de costes a largo plazo
Al evaluar fundición de inversión, la sorpresa inicial suele venir del coste de las herramientas. Para crear los patrones de cera necesarios para el proceso, primero debemos mecanizar un molde de inyección de aluminio. Este es un gasto inicial que no existe si solo se mecanizan piezas a partir de stock. Sin embargo, esta estructura de costes se invierte a tu favor a medida que aumenta el volumen. Una vez fabricada la herramienta, el precio unitario cae significativamente en comparación con mecanizar piezas a partir de bloques sólidos. Para producciones recurrentes, el coste de las herramientas se amortiza rápidamente, convirtiéndolo en la opción financiera más inteligente para cadenas de suministro a largo plazo.
Utilización de material y reducción de residuos
Las aleaciones de acero inoxidable como 316L o 17-4 PH son materiales costosos. Uno de los principales impulsores de coste en la fabricación es la cantidad de materia prima que termina como chatarra. Cuando mecanizamos geometrías complejas a partir de un bloque sólido, un alto porcentaje del material se elimina y desperdicia. La fundición en cera perdida es un proceso de “forma casi neta”, lo que significa que vertemos el metal en una forma que ya es aproximadamente el 90-95% de la forma final. Esto reduce drásticamente los residuos de material, asegurando que pagues por la pieza en sí, no por las virutas en el taller.
Impacto del margen de mecanizado en el coste total de la pieza
Mientras que la fundición proporciona la forma general, las características críticas a menudo requieren operaciones secundarias para cumplir con tolerancias estrictas. El “margen de mecanizado” es la capa adicional de metal que dejamos en la fundición para ser removida posteriormente. Conseguir este equilibrio es crucial para el control de costes.
Permiso excesivo: Aumenta el tiempo de mecanizado y el desgaste de la herramienta, elevando los costos.
Permiso insuficiente: Riesgo de no limpiar las superficies, lo que conduce a piezas desechadas.
Porque manejamos tanto la fundición como la producción de Piezas de precisión CNC en la empresa, optimizamos este permiso durante la fase de diseño. Solo fundimos el material necesario para el acabado, manteniendo al mínimo el tiempo de mecanizado secundario y el costo total de la pieza.
Industrias que utilizan comúnmente la fundición a la cera perdida de acero inoxidable
La fundición a la cera perdida de acero inoxidable es la columna vertebral de muchos sectores que requieren componentes que combinen alta resistencia con una resistencia excepcional a la corrosión. Debido a que el proceso Silica Sol permite geometrías intrincadas, podemos producir piezas que serían demasiado costosas o imposibles de fabricar con otros métodos. En MS Machining, vemos una demanda constante de industrias donde la falla del componente simplemente no es una opción.
Equipamiento industrial y componentes de control de fluidos
Esta es una de las aplicaciones más grandes para nuestras fundiciones. Los sistemas de manejo de fluidos dependen en gran medida del acero inoxidable por su capacidad para resistir la oxidación y la degradación química. Frecuentemente fabricamos cuerpos de válvula, impulsores de bomba y accesorios de tubería que deben funcionar de manera confiable durante largos períodos de servicio.
Durabilidad: Las piezas soportan altas presiones y flujo continuo sin erosión.
Precisión: Las tolerancias estrictas aseguran sellos herméticos en ensamblajes críticos.
Eficiencia: El acabado superficial suave de la fundición a la cera perdida mejora la dinámica de fluidos en comparación con la fundición en arena.
Aplicaciones automotrices y de transporte
En el sector automotriz, la búsqueda de una mejor eficiencia de combustible y rendimiento impulsa la necesidad de piezas ligeras pero resistentes. Las fundiciones de acero inoxidable son esenciales para colectores de escape, componentes de turbocompresores y válvulas EGR. Estas piezas deben soportar ciclos térmicos extremos sin deformarse ni agrietarse. Aunque la fundición proporciona la forma compleja casi neta, a menudo realizamos operaciones secundarias para convertir estas fundiciones en piezas terminadas Piezas de precisión CNC listas para su ensamblaje inmediato en la línea de producción.
Piezas para procesamiento de alimentos y sistemas higiénicos
La sanidad es innegociable en la industria de alimentos y bebidas. Utilizamos principalmente Acero inoxidable 304 y 316 para estas aplicaciones porque son no reactivos, aptos para contacto con alimentos y resistentes a productos químicos de limpieza agresivos.
Molinos de carne y cuchillas de mezcla
Componentes de máquinas de café
Válvulas dispensadoras de bebidas
El acabado superficial superior logrado mediante nuestro proceso de Silica Sol elimina puntos ásperos y hoyos donde las bacterias podrían esconderse, ayudando a los fabricantes a cumplir con estrictas normas de la FDA y de higiene.
Componentes relacionados con energía, petróleo y gas
El equipo en el sector del petróleo y gas enfrenta algunos de los entornos más duros del mundo, incluyendo exposición a agua salada, gases ácidos y lodos abrasivos. Suministramos componentes robustos como herramientas de perforación, equipos en el pozo y carcasas de sensores. El uso de acero inoxidable de alta calidad garantiza que estas piezas mantengan su integridad estructural bajo una presión inmensa y condiciones agresivas, reduciendo significativamente el tiempo de inactividad por mantenimiento en ubicaciones remotas.
Consejos de diseño para mejorar resultados en fundición de acero inoxidable por inversión
Optimizar el diseño de su pieza específicamente para el proceso de fundición por inversión es la mejor manera de reducir costos y garantizar la integridad estructural. En MS Machining, nuestro equipo de ingeniería trabaja con usted para perfeccionar los diseños para la manufacturabilidad (DFM), asegurando que la transición de un dibujo digital a una pieza física de acero inoxidable sea perfecta.
Directrices de grosor de pared para una fundición estable
Mantener un grosor de pared uniforme es fundamental en la fundición por inversión de acero inoxidable para prevenir defectos como encogimiento o deformación durante la fase de enfriamiento. Aunque el proceso de silica sol permite paredes más delgadas en comparación con la fundición en arena, seguir directrices específicas garantiza la consistencia.
Uniformidad: Mantenga el grosor de la pared lo más uniforme posible en toda la pieza.
Grosor mínimo: Para la mayoría de las aleaciones de acero inoxidable, recomendamos un grosor de pared mínimo de aproximadamente 1.5 mm a 2 mm para piezas pequeñas.
Transiciones: Si es necesario variar los espesores, utilice transiciones graduales en lugar de pasos abruptos para permitir un flujo suave del metal y un enfriamiento uniforme.
Ángulos de desmoldeo, filetes y reducción de tensiones
Las esquinas afiladas y los ángulos de 90 grados son concentradores de tensión que pueden provocar grietas cuando el metal fundido se solidifica. Incorporar una geometría adecuada ayuda al flujo del acero inoxidable fundido en la cáscara cerámica y reduce el riesgo de defectos.
Filetes y radios: Siempre añada un radio a las esquinas internas y externas. Esto fortalece la pieza y mejora el flujo del material.
Ángulos de cajeado: Aunque la fundición a la cera perdida requiere menos desmoldeo que otros métodos, añadir un ligero ángulo (de 0.5 a 1 grado) a las paredes verticales ayuda en la extracción del patrón de cera del molde de inyección, acelerando el proceso.
Costillas y refuerzos: Utilice costillas para fortalecer paredes delgadas en lugar de aumentar el grosor general, lo que ahorra peso y material.
Diseñar para fundición primero, mecanizado después
El enfoque más rentable es fundir la forma casi definitiva y reservar el trabajo de alta precisión para operaciones secundarias. Intentar fundir tolerancias extremadamente ajustadas directamente puede resultar en mayores tasas de desecho. En su lugar, recomendamos dejar un margen de mecanizado (normalmente de 0.5 mm a 1 mm) en superficies críticas de acoplamiento.
Combinando la libertad geométrica de la fundición con el procesamiento secundario, producimos piezas CNC de precisión que cumplen con especificaciones estrictas. Para características como agujeros roscados, orificios ajustados o superficies planas de sellado, a menudo es más eficiente mecanizarlas después de la fundición. Nuestra instalación integra estos componentes de la máquina de fresado CNC directamente en el flujo de trabajo, asegurando que obtenga lo mejor de ambos mundos de fabricación sin gestionar la logística entre múltiples proveedores.
Control de calidad y estándares de inspección en fundición a la cera perdida
En MS Machining, sabemos que la consistencia es el mayor desafío en la fabricación. Cuando eliges fundición a la cera perdida de acero inoxidable, no solo estás comprando una forma; estás comprando fiabilidad mecánica y precisión dimensional. Nuestro proceso certificado según ISO 9001:2015 garantiza que cada pieza cumple con estrictos estándares industriales antes de ser enviada.
Inspección dimensional y control de tolerancias
Controlar las dimensiones es fundamental, especialmente al combinar fundición con mecanizado secundario. Para fundiciones a la cera perdida en bruto, generalmente seguimos las normas ISO 8062 (CT4-CT6). Sin embargo, muchas aplicaciones requieren ajustes más precisos de lo que una fundición en bruto puede ofrecer.
Para cerrar esta brecha, verificamos las características críticas utilizando técnicas avanzadas Máquinas de Medición por Coordinadas (CMM). Esto nos permite validar geometrías complejas y asegurar que cualquier procesamiento posterior al fundido resulte en piezas de metal para mecanizado CNC de alta calidad capaces de mantener tolerancias tan ajustadas como ±0,005 mm.
Tolerancia de Fundición Estándar: ISO 8062 CT4-CT6
Tolerancia Mecanizada: Hasta ±0.005mm
Método de Verificación: CMM y calibradores calibrados
Integridad superficial y prevención de defectos
Una gran ventaja del proceso de fundición por inversión con sol de sílice es el acabado superficial superior que produce en comparación con la fundición en arena. Generalmente logramos una rugosidad superficial de Ra 3.2 – 6.3 justo al salir del molde.
Para prevenir problemas comunes como porosidad, encogimiento o inclusiones superficiales, implementamos inspecciones visuales rigurosas y pruebas de presión. Ya sea que la pieza requiera electropulido, pulido manual o chorro de arena, inspeccionamos la integridad superficial en cada etapa para garantizar que cumpla con los requisitos estéticos y funcionales.
Requisitos de pruebas de material y trazabilidad
Usar la aleación incorrecta puede llevar a fallos catastróficos en el campo. Eliminamos este riesgo mediante pruebas estrictas de materiales. Utilizamos análisis por espectrómetro para verificar la composición química de cada fundido, asegurando que grados como 304, 316L o 17-4 PH cumplan con las especificaciones exactas.
Proporcionamos trazabilidad completa para nuestros fundición de inversión proyectos, brindándole confianza en las propiedades mecánicas y resistencia a la corrosión del material. Desde la materia prima inicial hasta el componente final, rastreamos los datos para garantizar el cumplimiento de sus requisitos de ingeniería.
Cuándo la fundición en inversión de acero inoxidable puede no ser la mejor opción
Aunque la fundición en inversión es una opción potente para componentes complejos de acero inoxidable, no es la solución universal para todos los desafíos de fabricación. En MS Machining, creemos en usar la herramienta adecuada para el trabajo. Existen escenarios específicos donde métodos alternativos, como el mecanizado directo, tienen más sentido financiero y logístico.
Geometrías simples con volumen muy bajo
La fundición a la inversión requiere la creación de un molde de metal para producir patrones de cera. Esto implica un coste inicial de fabricación. Si tu pieza tiene una forma sencilla—como un soporte básico, bloque o eje—y solo necesitas unas pocas unidades, el coste del molde probablemente superará el ahorro en material. Para geometrías simples en cantidades bajas (de 1 a 50 piezas), mecanizar directamente a partir de stock estándar es casi siempre más rentable porque evitas la inversión inicial en herramientas por completo.
Tolerancias ultraajustadas que requieren mecanizado CNC completo
La fundición nos acerca a la forma “casi neta”, logrando típicamente tolerancias alrededor de CT4-CT6 (ISO 8062). Sin embargo, algunas aplicaciones exigen precisión a nivel de micrones en toda la superficie, no solo en características específicas. Si tu diseño requiere tolerancias estrictas en todas las dimensiones, la fundición podría introducir variables innecesarias. En estos casos, optar por Mecanizado CNC de metales de bloque sólido garantiza el mayor grado de precisión sin el riesgo de porosidad en la fundición o distorsión térmica. A menudo recomendamos producir **piezas de precisión CNC** directamente a partir de barra de material cuando toda la geometría depende de ajustes críticos.
Prototipado rápido y restricciones de plazo urgente
El proceso de fundición a la inversión implica múltiples pasos físicos: inyección de cera, construcción de la cáscara, desmoldeo, vertido y enfriamiento. Incluso con nuestro cronograma optimizado, producir muestras fundidas suele tomar de 2 a 4 semanas. Si estás en la fase inicial de I+D y necesitas una pieza física en tus manos en unos días para validar un ajuste, la fundición es demasiado lenta. Para plazos urgentes, generalmente sugerimos mecanizar el prototipo para verificar el diseño primero, y luego pasar a la fundición a la inversión una vez que el diseño esté definido y los requisitos de volumen justifiquen la transición.
Cómo elegir el socio adecuado para la fundición a la inversión
Seleccionar el socio de fabricación correcto es fundamental cuando tu proyecto implica geometrías complejas y materiales de alto rendimiento. Necesitas un proveedor que entienda más que solo verter metal; deben comprender cómo interactúa la fundición en bruto con los requisitos de ensamblaje final.
Soporte técnico y capacidad de retroalimentación de diseño
Un socio valioso contribuye al proceso de diseño antes de que comience la producción. En MS Machining, no solo aceptamos un archivo y lo ejecutamos. Nuestro equipo de ingeniería realiza una revisión exhaustiva de Diseño para la Fabricabilidad (DFM) para identificar posibles defectos de fundición o costos innecesarios.
Buscamos formas de optimizar ángulos de salida, reducir desperdicio de material y mejorar la integridad estructural. Si un proveedor no puede ofrecer retroalimentación técnica sobre tus dibujos en 2D o 3D (STEP, IGS, PDF), corres el riesgo de enfrentarte a revisiones costosas posteriormente. Aseguramos que tu diseño esté optimizado para el fundición de inversión proceso para garantizar una calidad constante.
Integración de mecanizado y capacidad de acabado
La mayoría de las fundiciones de acero inoxidable requieren operaciones secundarias para cumplir con tolerancias estrictas. Confiar en diferentes proveedores para fundición y mecanizado aumenta los plazos y crea brechas de responsabilidad. Nosotros resolvemos esto ofreciendo una solución integral que combina fundición con procesamiento secundario.
Nuestra instalación gestiona todo el flujo de trabajo. Después del proceso de fundición, utilizamos equipos avanzados para fresado CNC lograr tolerancias de precisión tan ajustadas como ±0,005mm. Esta integración asegura que piezas CNC de precisión encajen perfectamente sin el problema logístico de gestionar múltiples proveedores.
Beneficios de la fabricación integrada:
Característica
Proveedor de una sola fuente (MS Machining)
Múltiples proveedores
Responsabilidad
Punto único de contacto para calidad
Cambio de culpa entre el fundidor y el mecanizador
Tiempo de entrega
Optimizado (2-4 semanas para muestras)
Retrasos debido al envío entre talleres
Costo
Costes reducidos de logística y manejo
Costes acumulados más altos de envío y margen
Control de Calidad
Normas de inspección unificadas
Protocolos de medición inconsistentes
Experiencia en proyectos de fundición de acero inoxidable
El acero inoxidable se comporta de manera diferente a otros metales durante el proceso de enfriamiento. Requiere conocimientos específicos para controlar la contracción y prevenir la porosidad. Nos especializamos en el proceso de Silica Sol, que es esencial para producir componentes de acero inoxidable de alta calidad con acabados superficiales superiores (Ra 3.2 – 6.3).
Contamos con amplia experiencia en el manejo de varias aleaciones, incluyendo 304, 316, 17-4 PH y aceros inoxidables dúplex. Nuestro proceso certificado según ISO 9001:2015 incluye análisis rigurosos del material mediante espectrómetros para garantizar que la composición química cumpla con sus especificaciones exactas. Al adquirir Piezas de precisión CNC fabricado en acero inoxidable, verifique que su socio tenga un historial comprobado con estas aleaciones específicas para garantizar durabilidad y rendimiento.

 La fundición a la cera perdida de acero inoxidable es la columna vertebral de muchos sectores que requieren componentes que combinen alta resistencia con una resistencia excepcional a la corrosión. Debido a que el proceso Silica Sol permite geometrías intrincadas, podemos producir piezas que serían demasiado costosas o imposibles de fabricar con otros métodos. En MS Machining, vemos una demanda constante de industrias donde la falla del componente simplemente no es una opción.
La fundición a la cera perdida de acero inoxidable es la columna vertebral de muchos sectores que requieren componentes que combinen alta resistencia con una resistencia excepcional a la corrosión. Debido a que el proceso Silica Sol permite geometrías intrincadas, podemos producir piezas que serían demasiado costosas o imposibles de fabricar con otros métodos. En MS Machining, vemos una demanda constante de industrias donde la falla del componente simplemente no es una opción.
 En MS Machining, sabemos que la consistencia es el mayor desafío en la fabricación. Cuando eliges fundición a la cera perdida de acero inoxidable, no solo estás comprando una forma; estás comprando fiabilidad mecánica y precisión dimensional. Nuestro proceso certificado según ISO 9001:2015 garantiza que cada pieza cumple con estrictos estándares industriales antes de ser enviada.
En MS Machining, sabemos que la consistencia es el mayor desafío en la fabricación. Cuando eliges fundición a la cera perdida de acero inoxidable, no solo estás comprando una forma; estás comprando fiabilidad mecánica y precisión dimensional. Nuestro proceso certificado según ISO 9001:2015 garantiza que cada pieza cumple con estrictos estándares industriales antes de ser enviada.