
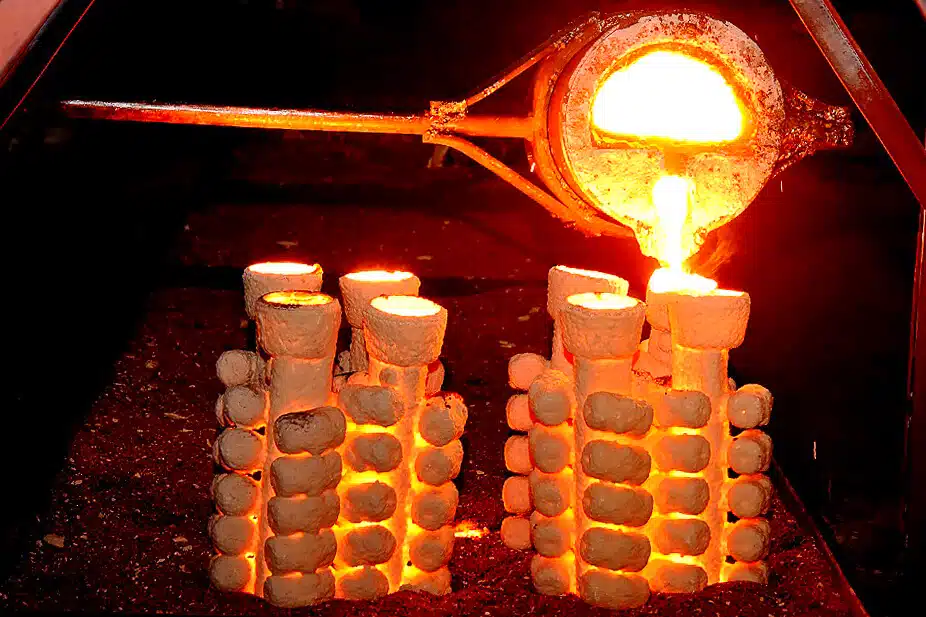
La anatomía del proceso: del CAD a la fundición
Utilizamos una refinada fundición a la cera perdida metodología que une la brecha entre la precisión digital y la excelencia metalúrgica. Al comenzar con un modelo CAD de alta fidelidad, nos aseguramos de que cada fundición de inversión en aluminio cumpla con los precisión dimensional requisitos exigentes desde el principio.
Patrones Sacrificatorios Impresos en 3D
Para geometrías complejas y prototipos rápidos, implementamos patrones sacrificatorios impresos en 3D de alta resolución. Esta tecnología elimina la necesidad de costosas herramientas duras durante la fase de validación, lo que permite:
- Iteraciones de diseño rápidas sin altos costos iniciales.
- Entramados internos intrincados y socavaduras.
- Lograr una forma casi neta que reduce el desperdicio de material.
Montaje de árbol y optimización del sistema de alimentación
Los patrones individuales se montan en un bebedero central para formar un “árbol de fundición”. Priorizamos el diseño del sistema de alimentación optimizado a través de modelado de solidificación para garantizar flujo laminar. Este paso crítico de ingeniería previene la turbulencia que típicamente conduce a atrapamiento de aire y óxidos, asegurando un control superior de porosidad.
Construcción de Cáscara Cerámica
El ensamblaje se sumerge repetidamente en una pasta refractaria de alta calidad y se recubre con estuco para crear un molde de cáscara cerámica. Este proceso de capas está diseñado para proporcionar la superior rugosidad superficial (RMS) y detalles finos que distinguen nuestros productos de fundición de inversión de aluminio.
Desmoldeo, Tostado y Vertido Asistido por Vacío
Una vez que la cáscara está endurecida, el material sacrificial se elimina mediante autoclave de vapor. Luego, el molde se somete a un proceso de tostado para lograr la máxima resistencia al choque térmico.
| Etapa | Característica Técnica Clave | Beneficio de Ingeniería |
|---|---|---|
| Desmoldeo | Autoclave de alta presión | Previene la fisuración de la carcasa y el estrés por expansión |
| Fusión | Ramp de temperatura controlado | Elimina humedad residual y volátiles |
| Vertido | Fundición asistida por vacío | Permite Fundición de aluminio de paredes delgadas hasta 0.75mm |
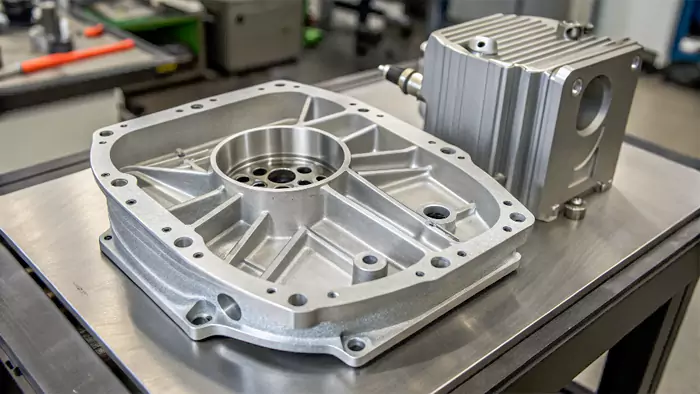
Desmoldeo y acabado
Después de un enfriamiento controlado, utilizamos equipos vibratorios de alta frecuencia para la eliminación de la carcasa. El proceso concluye con un corte preciso de la compuerta y acabado abrasivo. Esto resulta en un componente que a menudo evita la necesidad de trabajos pesados mecanizado CNC secundario, entregando una pieza de alto rendimiento lista para el ensamblaje final.
Mejores aleaciones para fundición de inversión de aluminio

El rendimiento de su componente final depende completamente de la química del metal. Nos enfocamos en adaptar las demandas específicas de su aplicación—ya sea reducción de peso, gestión térmica o resistencia bruta—a la aleación de aluminio adecuada. Utilizar el material correcto asegura que nuestros piezas de precisión en fundición a la inversión cumplan con los rigurosos estándares de las industrias aeroespacial y médica.
Grados estructurales A356 y A357
Estas son las opciones preferidas para fundición de inversión en aluminio cuando la integridad estructural es innegociable.
- Aluminio A356.0 T6: Este es el caballo de batalla de la industria. Ofrece un equilibrio perfecto entre maquinabilidad, hermeticidad a la presión y resistencia a la corrosión.
- A357: Una alternativa de mayor resistencia que se utiliza a menudo para componentes críticos que requieren propiedades mecánicas superiores y alta resistencia a la fatiga.
Rendimiento de 319 y 713 (Tenzalloy)
- Aleación 319: Conocida por su alta fluidez y excelentes propiedades de “como fundido”. Es especialmente valorada por su maquinabilidad después del fundido, lo que la hace ideal para piezas que requieren un acabado extenso mecanizado CNC secundario.
- 713 (Tenzalloy): Esta aleación es un cambio radical para piezas grandes o complejas porque logra una alta resistencia a través del envejecimiento natural. Al omitir el proceso de tratamiento térmico intenso, eliminamos el riesgo de deformaciones dimensionales mientras mantenemos una alta resistencia a la tracción.
Aleaciones de alta conductividad térmica
Para los sectores de electrónica y vehículos eléctricos, utilizamos aleaciones especiales diseñadas para la máxima disipación de calor. Estos materiales son esenciales para carcasas de baterías enfriadas por líquido y disipadores de calor de alta densidad. Al controlar cuidadosamente el espaciamiento de los brazos de dendrita (DAS) durante la fase de enfriamiento, aseguramos que el camino térmico permanezca despejado, proporcionando un rendimiento máximo en entornos exigentes.
| Grado de aleación | Beneficio clave | Aplicación típica |
|---|---|---|
| A356 | Relación resistencia-peso | Soportes aeroespaciales, sistemas de combustible |
| 319 | Fundibilidad y maquinabilidad | Componentes del motor, cubiertas |
| 713 | No se requiere tratamiento térmico | Estructuras de alta resistencia |
| Especialidad | Conductividad térmica | Carcasas de motores EV, Disipadores de calor |
Fundición a la inversión vs. Alternativas de fabricación
Elegir el método de producción adecuado para fundición a la inversión de aluminio implica sopesar las ventajas y desventajas entre costos iniciales, complejidad de la pieza y eficiencia del material. Aunque destacamos en proporcionar componentes de alta precisión, el método “mejor” depende completamente de los requisitos específicos de su proyecto.
Fundición a la inversión vs. Fundición a presión
El diferenciador principal aquí es volumen versus versatilidad. La fundición a presión es insuperable para lotes de alto volumen, pero el amortización de las herramientas puede ser un obstáculo financiero enorme para lotes más pequeños.
- Costos de herramientas: Los moldes de fundición a la inversión son significativamente más económicos que los moldes de fundición a presión de alta presión.
- Libertad de diseño: Utilizamos el fundición a la cera perdida método para producir geometrías internas complejas y rebajes que son físicamente imposibles de extraer de un molde de fundición permanente.
Fundición a la inversión vs. Fundición en arena
Cuando su proyecto requiere una superioridad precisión dimensional y un acabado refinado rugosidad superficial (RMS), la fundición a la inversión es la clara ganadora.
- Acabado superficial: La fundición en arena deja una textura granulada y con hoyuelos. Nuestro proceso de revestimiento cerámico resulta en un acabado suave y profesional directamente del molde.
- Precision: Mantenemos tolerancias mucho más estrictas, reduciendo la necesidad de un acabado agresivo el mecanizado CNC rápido para corregir características “desplazadas” o de tamaño excesivo típicas de los moldes de arena.
Fundición a la Inversión vs. Mecanizado CNC Completo
Muchos ingenieros creen erróneamente que mecanizar una pieza a partir de un bloque sólido es la única forma de obtener precisión. Sin embargo, comenzar con una fundición a la inversión de aluminio proporciona un forma casi neta que reduce drásticamente los costos de producción.
- Desperdicio de material: El mecanizado CNC puede resultar en hasta 80% de desperdicio de material para piezas complejas. Solo fundimos lo que es necesario.
- Tiempos de entrega: Al fundir la forma principal, reducimos significativamente el tiempo dedicado a la fresadora. Luego usamos piezas de fresado CNC de precisión técnicas solo en superficies de acoplamiento críticas, ofreciéndote lo mejor de ambos mundos: eficiencia en la fundición y precisión en el mecanizado.
Tabla de comparación rápida
| Característica | Fundición a la inversión | Fundición a presión | Fundición en arena | Mecanizado CNC Completo |
|---|---|---|---|---|
| Costo Inicial de Herramental | Moderada | Alta | Baja | Ninguno |
| Acabado de Superficie (RMS) | Excelente | Muy Bueno | Pobre | Excelente |
| Complejidad de diseño | Alta | Moderada | Baja | Muy alto |
| Eficiencia del material | Alta | Alta | Moderada | Baja |
| Costo Unitario (Volumen Medio) | Baja | Moderada | Moderada | Alta |
Diseño para el Éxito: DFM de Fundición a la Inversión de Aluminio
Asegurar que tu diseño sea correcto antes de fabricar el primer molde es la única forma de garantizar una pieza rentable y de alto rendimiento. Cuando hablamos de fundición de inversión en aluminio, la principal ventaja es lograr un forma casi neta que reduce la necesidad de trabajos secundarios costosos. Sin embargo, seguir algunos principios básicos de Diseño para la Fabricabilidad (DFM) es lo que diferencia una producción exitosa de una pesadilla con mucho desperdicio.
Precisión y Exactitud Dimensional
Una de las mayores ventajas de fundición a la cera perdida es la increíble precisión dimensional que podemos lograr. A diferencia del fundido en arena, este proceso permite un control mucho más estricto sobre geometrías complejas. Aunque las tolerancias estándar son impresionantes, optar por una precisión premium puede eliminar muchos pasos posteriores. Si tu proyecto requiere ajustes aún más precisos, a menudo integramos nuestro servicios de mecanizado CNC personalizados para cumplir con esas especificaciones ultra críticas.
| Característica | Precisión Estándar | Precisión Premium |
|---|---|---|
| Tolerancia Lineal | ±0.005 in/pulg | ±0.003 in/pulg |
| Ángulo de Arranque | 0,5° – 1,0° | 0.0° – 0.5° (en áreas específicas) |
| Grosor de pared | 1.5mm (0.060″) | 0.75mm (0.030″) |
Espesor de Pared Optimizado y Ángulos de Arranque
Nos especializamos en Fundición de aluminio de paredes delgadas, llevando los límites hasta 0,75mm–1,5mm secciones. Para lograr esto, utilizamos técnicas específicas de moldeo y vertido para asegurar que el metal llene el molde antes de solidificarse.
- Grosor de la pared: Mantén las transiciones graduales. Los cambios drásticos entre secciones gruesas y delgadas pueden causar encogimiento o “hundimientos”.”
- Ángulos de cajeado: La mayoría de los procesos requieren de 3° a 5°, pero fundición a la inversión de aluminio es único. Debido a que la cáscara de cerámica se rompe del componente, solo necesitamos un mínimo 0.5° a 1° de arranque para retirar el patrón de cera del molde inicial.
- Filetes y radios: Las esquinas agudas son el enemigo. Recomendamos filetes generosos para prevenir concentraciones de tensión y “grietas calientes” durante la fase de enfriamiento. Esto mantiene la integridad estructural de la pieza alta y la tasa de rechazo baja.
Al enfocarse en estas geometrías, maximiza la eficiencia del fundición de inversión en aluminio proceso, asegurando que sus piezas sean más ligeras, más resistentes y listas para el servicio con un desperdicio mínimo.
Garantizando la perfección: Calidad y Acabado Secundario
En nuestro fundición de inversión en aluminio proceso, “lo suficientemente bueno” no existe. Consideramos la garantía de calidad como la columna vertebral de nuestra producción, asegurando que cada componente que enviamos esté listo para un servicio de alto rendimiento. Combinando pruebas rigurosas con un avanzado post-procesamiento, entregamos fundiciones de inversión de aluminio que cumplen con los estándares más estrictos del sector aeroespacial y médico.
Inspección y Análisis No Destructivos (NDT)
Utilizamos un enfoque multinivel para verificar la integridad de cada fundición. Nuestros protocolos internos se centran en eliminar defectos ocultos y garantizar porosidad antes de que una pieza llegue a su línea de montaje.
- Inspección por Rayos X: Vital para detectar vacíos internos o inclusiones que podrían comprometer la integridad estructural.
- Análisis Espectrográfico: Verificamos la química de la fusión en tiempo real para asegurar que la aleación cumpla con las certificaciones de material exactas.
- Inspección dimensional: Utilizando máquinas de medición por coordenadas (CMM) para verificar precisión dimensional contra su modelo CAD.
Tratamiento térmico para un rendimiento máximo
Para aprovechar al máximo Aluminio A356.0 T6 y otras aleaciones especializadas, aplicamos ciclos térmicos precisos. Este proceso optimiza el el espaciamiento de los brazos de dendrita (DAS) y aumenta significativamente las propiedades mecánicas.
- Templado T5: Enfriamiento tras un proceso de conformado a temperatura elevada y luego envejecido artificialmente para estabilidad dimensional.
- Templado T6: Un tratamiento térmico completo de solución y envejecido artificial diseñado para máxima resistencia a la tracción y ductilidad.
Operaciones secundarias de precisión
Aunque logramos resultados impresionantes forma casi neta a través de fundición a la cera perdida, las características críticas para la misión a menudo requieren tolerancias más ajustadas de las que puede proporcionar un molde. Ofrecemos soluciones integrales de ingeniería de precisión CNC soluciones de ingeniería de precisión CNC para cerrar la brecha entre las tolerancias de fundición y los requisitos de precisión extrema.
| Operación | Precisión / Estándar | Beneficio clave |
|---|---|---|
| Mecanizado CNC secundario | +/- 0,005 mm | Cumple con ajustes críticos de rodamientos y superficies de acoplamiento complejas. |
| Refinamiento de superficie | Mejor RMS | Reduce rugosidad superficial (RMS) para sellos de alta presión. |
| Anodizado y recubrimiento | MIL-ESPEC | Mejora la resistencia a la corrosión y la dureza superficial. |
Al evaluar mecanizado CNC de acero vs aluminio para acabados post-cast, la alta maquinabilidad del aluminio nos permite cumplir con estas especificaciones ultra estrictas mientras mantenemos su amortización de las herramientas y los costos unitarios en general bajo control.
Aplicaciones industriales: donde la precisión se encuentra con el rendimiento
Nuestro fundición de inversión en aluminio las soluciones sirven a sectores donde el fallo no es una opción. Al entregar forma casi neta componentes, ayudamos a los ingenieros a cerrar la brecha entre geometría compleja y requisitos de alta resistencia.
Aeroespacial y Defensa
En los cielos, cada onza cuenta. Producimos Aluminio A356.0 T6 soportes estructurales y componentes intrincados del sistema de combustible que priorizan la reducción de peso sin sacrificar la integridad.
- Sistemas de Combustible: Canales internos complejos fundidos con precisión de alta resolución.
- Soportes estructurales: Piezas de alta resistencia diseñadas para soportar vibraciones y estrés extremos.
Innovación en Automoción y Vehículos Eléctricos
El cambio a vehículos eléctricos ha incrementado la demanda de piezas de alta calidad fundición a la inversión de aluminio Nuestra fundición se especializa en las secciones de paredes delgadas requeridas para la gestión térmica moderna y la carcasa.
- Carcasas de Baterías: Protección ligera y duradera para celdas de alto voltaje.
- Carcasas de Motores: Disipación eficiente del calor mediante aletas de enfriamiento integradas.
Fabricación de Dispositivos Médicos
Los profesionales médicos confían en productos de fundición de inversión de aluminio para herramientas que son tanto ligeras como ergonómicamente complejas. Debido a que estos instrumentos requieren una precisión extrema, muchos componentes pasan por mecanizado CNC secundario para alcanzar las tolerancias finales. Para garantizar la durabilidad a largo plazo y la resistencia a la esterilización, también ofrecemos anodizado para aluminio como una opción de acabado estándar.
- Mangos de herramientas quirúrgicas: Diseños contorneados para un agarre y control superiores.
- Equipamiento de imagen: Marcos rígidos y ligeros para dispositivos portátiles de diagnóstico y rayos X.
Preguntas frecuentes sobre fundición de inversión en aluminio
¿Cuánto cuesta la herramienta de fundición de inversión en aluminio?
El costo inicial de fundición de inversión en aluminio herramientas generalmente varía desde 1.500 hasta más de 10.000, dependiendo de la complejidad de la pieza y del número de cavidades en el molde de inyección de cera. Aunque el precio inicial es más alto que la fundición en arena, el amortización de las herramientas es altamente eficiente para producciones de volumen medio a alto. Debido a que el proceso ofrece un forma casi neta, ahorras significativamente en desperdicio de materia prima y mano de obra.
¿Cuál es el tiempo de entrega típico para prototipos vs. producción?
Nos movemos rápido para poner tus diseños en tus manos:
- Fundición de prototipos: Al usar patrones sacrificiales impresos en 3D, podemos saltarnos el tooling duro y entregar un fundición de prototipos en tan solo 2 a 4 semanas.
- Producción: Tradicional fundición a la cera perdida el uso de matrices metálicas permanentes generalmente requiere 8 a 12 semanas para el primer artículo, considerando la fabricación de la herramienta y la validación del proceso.
¿Puede la fundición a la cera perdida reemplazar ensamblajes complejos de varias piezas CNC?
Sí. Una de las mayores ventajas de este proceso es consolidación de piezas. Podemos a menudo fundir un solo componente complejo que reemplaza un ensamblaje de cinco o seis piezas separadas. Esto elimina el tiempo de ensamblaje, reduce el riesgo de fugas en sistemas de fluidos y disminuye su costo total por pieza. Para características que requieren tolerancias extremas, proporcionamos mecanizado de prototipos para refinar las caras de montaje críticas o los orificios roscados.
¿Qué acabado superficial (RMS) puedo esperar del molde?
El molde de cáscara cerámica que se utiliza en este proceso produce un excepcional rugosidad superficial (RMS), típicamente entre 60 y 125 micro pulgadas. Esto es mucho mejor que el acabado proporcionado por la fundición en arena. Para muchas aplicaciones industriales, este acabado “como fundido” es lo suficientemente suave para usarse sin ningún acabado vibratorio adicional o pulido, reduciendo aún más sus pasos de producción.