Haben Sie Schwierigkeiten mit Ausschussteilen und überschrittenen Budgets bei Ihren komplexesten Bauteildesigns?
Sie wissen vielleicht bereits, dass strenge geometrische Toleranzen und harte Materialien absolut keinen Spielraum für Fehler lassen.
Aber was genau verursacht diese hochriskanten Fehler?
Nun, Sie sind hier genau richtig.
Nachdem ich täglich mit komplex bearbeiteten Teilen zu tun habe, kann ich Ihnen sagen: Die teuersten Fehler bei komplexer CNC-Bearbeitung passieren nicht zufällig.
Tatsächlich ist genau dieser Ansatz das, was wir verwenden, um eine strenge Qualitätskontrolle aufrechtzuerhalten und fehlerfreie Komponenten für die anspruchsvollsten Branchen der Welt zu liefern.
Wenn Sie also Produktionsverzögerungen bei der Montage beenden und Ihre Fertigungsserien perfektionieren möchten, ist dieser Leitfaden für Sie.
Legen wir los.
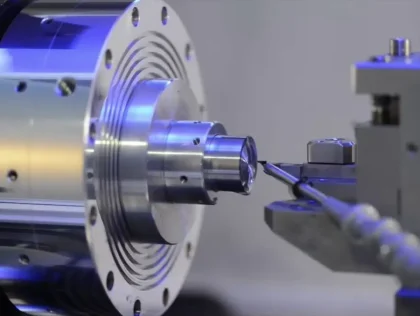
Ungenaue Toleranzen und Dimensionsabweichungen
Präzisionsbearbeitungsfehler beheben
Beim Umgang mit komplex bearbeitete Teile, Erreichen und Aufrechterhalten ist enge Toleranzkontrolle ist unsere oberste Priorität. Wie Ingenieure und Beschaffungsspezialisten wissen, bringt nichts einen Montageplan schneller aus dem Gleichgewicht als Komponenten, die aufgrund von Dimensionsverschiebungen außerhalb der Spezifikation fallen.
Die Ursachen
Warum treten Dimensionsabweichungen auf? Bei komplexer CNC-Fertigung lässt sich das meist auf zwei Hauptursachen zurückführen:
- Thermische Verformung bei der Bearbeitung: Reibung erzeugt intensive Hitze. Diese Hitze führt dazu, dass sich das Werkstück oder das Schneidwerkzeug während des Schnitts ausdehnt. Sobald das Metall abkühlt, schrumpft das Teil und liegt außerhalb der Toleranz.
- Toleranzausgleich: Bei der Bearbeitung von mehrseitigen Teilen, die mehrere manuelle Einstellungen erfordern, verschmelzen mikroskopische Ausrichtungsfehler bei jedem Umdrehen, was zu erheblichen geometrischen Abweichungen führt.
Die Lösung & Prävention
Um diese Präzisionsbearbeitungsfehler zu vermeiden, greifen wir die Variablen an, bevor sie ein Bauteil ruinieren:
- Gezielte Kühlschmierstoffanwendung: Das Überfluten der Schneidzone, um die Temperatur sofort zu regulieren und heiße Späne zu evakuieren.
- Optimierte Vorschubraten: Ausgleich von Spindeldrehzahlen und Vorschubgeschwindigkeiten, um reibungsbedingte Hitzeentwicklung zu minimieren.
- Umweltstabilität: Die Kontrolle der Umgebungstemperatur in der Werkstatt, um zu verhindern, dass das Rohmaterial sich ausdehnt, bevor es die Maschine erreicht.
Der Vorteil von MS Machining
Wir überlassen enge Toleranzen nicht dem Zufall. Bei MS Machining ist unsere gesamte Anlage vollständig klimatisiert um die grundlegende Umweltstabilität zu gewährleisten. Darüber hinaus nutzen wir fortschrittliche Mehrachsen-Präzisionsbearbeitungszentren, die Teile in einer einzigen Einrichtung bearbeiten. Durch die Reduzierung menschlicher Handhabung eliminieren wir effektiv Toleranzstapelung und thermische Drift, sodass Ihre Teile jedes Mal strenge Spezifikationen erfüllen.
Schlechte Oberflächenfinishs und Chatter-Spuren eliminieren
Nichts ruiniert eine Charge komplexer Teile schneller als sichtbare Chatter-Spuren. Dieses Problem wird meist verursacht durch harmonische Vibrationen— im Wesentlichen, wenn das Werkzeug und das Werkstück während des Schnitts gegeneinander vibrieren. Wenn zu viel Werkzeugüberstand vorhanden ist oder die Einrichtung an Stabilität fehlt, entsteht eine wellige, inkonsistente Textur, die Ihre erforderliche Oberflächenrauheit (Ra).
zerstört. Um dies zu verhindern, konzentrieren wir uns darauf, diese Vibration zu stören, bevor sie das Bauteil beeinflusst. Die Lösung umfasst eine Mischung aus Hardware-Auswahl und Echtzeit-Anpassungen:
- Maximieren Sie die Werkzeugsteifigkeit: Wir halten den Werkzeugüberstand auf ein absolutes Minimum, um Verformungen zu reduzieren.
- Variable-Flöten-Fräser: Der Einsatz von Werkzeugen mit ungleichmäßiger Flötenabstände hilft, den harmonischen Rhythmus zu durchbrechen, der Chatter verursacht.
- Einstellungsoptimierung der Spindeldrehzahl: Anpassen der Drehzahl, um den “Sweet Spot” zu finden, bei dem die Resonanz minimiert wird.
Bei MS Machining verlassen wir uns nicht nur auf die anfängliche Programmierung. Unsere erfahrenen Monteure überwachen CNC-Werkzeugverschleiß und Rattern aktiv, nehmen Parameteranpassungen während des Betriebs vor, um die Qualität aufrechtzuerhalten. Für Teile, die eine ästhetische Kante oder eine ultra-glatte Funktion erfordern, nutzen wir unsere hausinterne CNC-Oberflächenpolierung Fähigkeiten. Dies stellt sicher, dass selbst die kritischsten Komponenten unserer Einrichtung mit einem makellosen, spezifikationskonformen Finish verlassen.
3. Ineffizienzen bei Programmierung und Werkzeugwegplanung
Bei der Herstellung komplex bearbeitete Teile, kann schlechte Programmierung zu katastrophalen Werkzeugkollisionen oder verschwendeter Bearbeitungszeit führen. Selbst die beste Ausrüstung kann eine schlechte Anweisungssammlung nicht beheben.
Die Ursachen: Warum Programme fehlschlagen
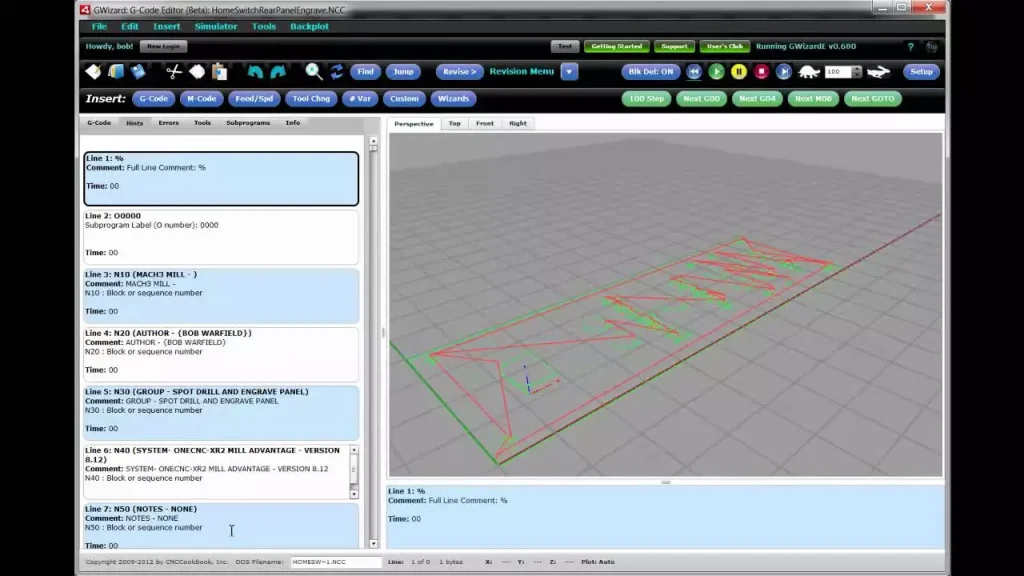
- G-Code-Programmierfehler: Einfache Tippfehler oder Logikfehler im Code der Maschine können eine Spindel sofort zum Absturz bringen.
- Fehlendes DFM-Feedback: Ein Design direkt zur Fertigung zu schicken, ohne eine Design-for-Manufacturability-Überprüfung, führt oft zu Albträumen bei den Werkzeugwegen.
- Ineffiziente Routen: Übermäßiges “Luftschnitt” oder schlecht geplante Bewegungen erhöhen die Zykluszeiten erheblich.
- Freiraumprobleme: Fehleinschätzungen des Abstands zwischen Werkzeug, Spindel und Setup verursachen zerstörerische Werkzeugkollisionen.
Die Lösung: Simulieren, bevor Sie schneiden
Fehler digital zu erkennen spart teures Metall, Werkzeuge und Ausfallzeiten.
- Fortschrittliche CAM-Simulationssoftware: Das Betreiben eines digitalen Zwillings des Bearbeitungsprozesses hilft, Kollisionen und Ineffizienzen zu erkennen, bevor die Maschine sich bewegt.
- Strenge DFM-Überprüfungen: Die Zusammenarbeit bei der Gestaltung im Voraus stellt sicher, dass das Bauteil tatsächlich für CNC-Fertigung.
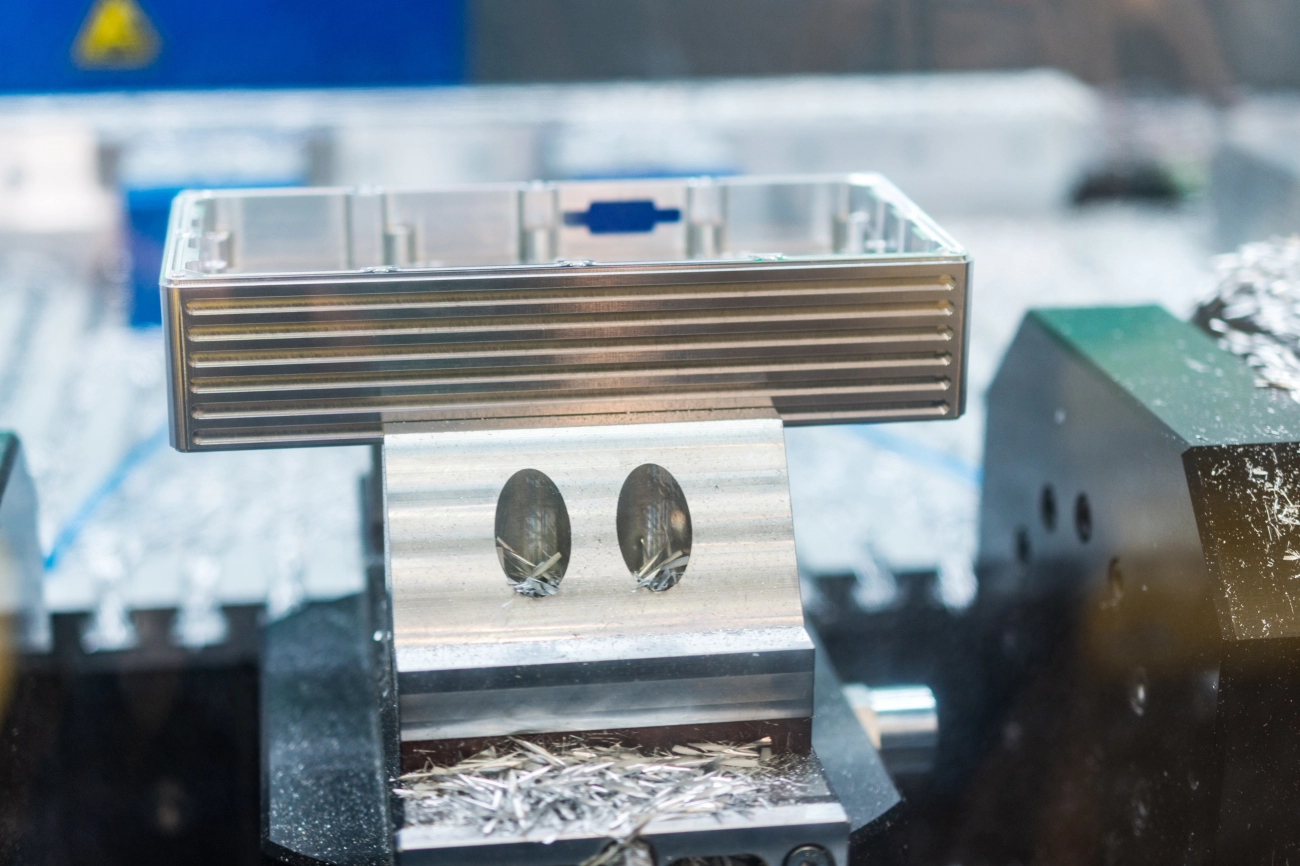
- Stabiles Werkstückspannsystem: Enge, aggressive Werkzeugwege sicher auszuführen erfordert zuverlässige CNC-Spannvorrichtungen um das Werkstück genau dort zu halten, wo es das Programm erwartet, und unerwartete Verschiebungen zu verhindern.
Der Vorteil von MS Machining
Bei MS Machining drücken wir nicht nur auf ‘Zyklus starten’ und hoffen auf das Beste. Unsere erfahrenen CNC-Mechaniker und Ingenieure verlassen sich auf Multi-Achsen-Wegoptimierung um eine fehlerfreie Ausführung zu garantieren. Durch das Erkennen von Programmierfehlern in der Simulationsphase und das Bereitstellen ehrlicher DFM-Feedback für unsere deutschen Kunden eliminieren wir diese häufigen CNC-Probleme frühzeitig. Dieser proaktive Ansatz stellt sicher, dass wir die Arbeit beim ersten Mal richtig erledigen und Ihren Produktionsplan fest auf Kurs halten.
4. Einschränkungen bei fortschrittlichen und schwer zu bearbeitenden Materialien
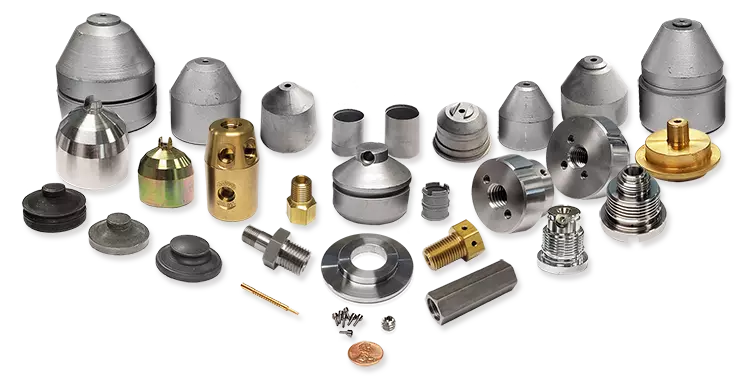
Bei der Herstellung komplex bearbeitete Teile, Standardkunststoffe und mildes Stahl sind in der Regel eine unkomplizierte Aufgabe. Der eigentliche Test in CNC-Fertigung besteht, wenn Ihr Projekt die Bearbeitung fortschrittlicher Luft- und Raumfahrtmaterialien erfordert. Diese Materialien sind dafür gebaut, extremen Umgebungen standzuhalten, was bedeutet, dass sie sich natürlich gegen das Schneiden wehren.
Die Ursachen
Die Arbeit mit hochfesten Materialien wie Titan und Inconel schafft eine spezielle Reihe von CNC-Probleme. Diese widerstandsfähigen Legierungen sind bekannt für:
- Schneller Werkzeugverschleiß: Hartmetalle erzeugen enormen Reibungswiderstand, wodurch Standard-Schneidkanten in Minuten abstumpfen.
- Werkstoffhärtung: Die Hitze beim Schneiden härtet die Oberfläche des Materials tatsächlich, was den nächsten Schnitt deutlich erschwert.
- Späne-Entfernungsschwierigkeiten: Widerstandsfähige Legierungen produzieren oft lange, faserige Späne, die sich um das Werkzeug wickeln und zu Oberflächenschäden oder katastrophalem Werkzeugbruch führen.
Die Lösung & Prävention
Man kann sich hart zu schneidende Materialien nicht mit einfachen Setups nähern. Um schwere CNC-Werkzeugverschleiß und Rattern, zu vermeiden, setzen wir strenge Bearbeitungsstrategien um:
- Maßgeschneiderte Werkzeuge: Wir verwenden spezielle Hartmetallsubstrate und fortschrittliche hitzebeständige Werkzeugbeschichtungen, die speziell für Superlegierungen entwickelt wurden.
- Hochdruck-Kühlmittellieferung: Nur Fluten reicht nicht aus. Wir sprühen Hochdruckkühlmittel direkt auf die Schneidzone, um Späne sofort zu zerbrechen und wegzuspülen, während die Kerntemperatur niedrig genug bleibt, um Werkstoffhärtung zu verhindern.
Der Vorteil von MS Machining
Bei MS Machining scheuen wir keine schwierigen Materialien. Wir haben unsere Prozesse so entwickelt, dass sie alles bewältigen, was der deutsche Markt verlangt. Ob Ihre Lieferkette das präzise Bearbeiten von Hochtemperatur-Inconel-Legierungen oder die Feinbearbeitung für kundenspezifische Aluminium-Investitionsguss Komponenten erfordert, unsere umfangreichen Materialfähigkeiten gewährleisten eine stabile, effiziente Produktion ohne die üblichen Einschränkungen.
Qualitätskontroll-Engpässe und Montageverzögerungen
Wenn Sie mit komplexen bearbeiteten Teilen arbeiten, ist es nur die halbe Miete, das physische Schneiden richtig hinzubekommen. Engpässe in der Qualitätskontrolle (QC) können Ihren gesamten Produktionsplan schnell durcheinanderbringen, wenn sie nicht richtig gemanagt werden.
Die Ursachen
Engpässe entstehen typischerweise, wenn Inspektionsprozesse vollständig vom Fertigungsbereich getrennt sind. Wenn eine Werkstatt eine gründliche Erststückprüfung (FAI) überspringt oder hetzt, können Toleranzprobleme bis in die Endphase durchschlüpfen. Das wird zu einem riesigen Problem in Low-Volume-High-Mix-Produktionsumgebungen. Bei ständigen Werkzeugwechseln bedeuten langsame manuelle Inspektionen, dass QC-Teams immer hinterherhinken, was zu frustrierenden Montageverzögerungen und verpassten Fristen führt.
Die Lösung & Prävention
Um die Produktion ohne Qualitätsverlust aufrechtzuerhalten, integrieren moderne CNC-Fertigung Einrichtungen Inspektionen direkt in den Bearbeitungsprozess.
- In-Process Spindelsonden: Maßkontrolle während des Teils, das noch innerhalb der Maschine fixiert ist, verhindert kumulative Fehler und spart Zeit.
- Strenge CMM-Validierung: Automatisierte Koordinatenmessmaschinen (CMM) gewährleisten eine enge Toleranzkontrolle und beschleunigen den abschließenden Verifizierungsprozess erheblich.
- Umfassende FAI: Frühzeitiges Festlegen der Einrichtung mit einer strengen Erststückprüfung verhindert kostspieligen Ausschuss und Nacharbeit später.
Wie MS Machining es handhabt
Bei MS Machining lassen wir Qualitätskontrollen Ihren Lieferketten nicht im Weg stehen. Wir betreiben mehrere spezialisierte QC- und Montagelinien, um eine stabile, hoch effiziente Produktion sicherzustellen. Durch die Kombination von Echtzeit-In-Prozess-Checks mit fortschrittlicher CMM-Überprüfung garantieren wir die Genauigkeit unserer CNC-Fräs- und Drehbearbeitungen. Dieser optimierte Ansatz stellt sicher, dass Ihre Teile strenge Spezifikationen erfüllen und genau dann für den weltweiten Versand bereit sind, wenn Sie sie benötigen.
FAQs zu komplexen CNC-Bearbeitungsproblemen
Bei der Herstellung komplexer bearbeiteter Teile treten unweigerlich Produktionsfragen auf. Hier sind die häufigsten Troubleshooting-Fragen, die wir zu typischen CNC-Problemen erhalten und wie unsere Einrichtung sie löst.
Wie gewährleisten Sie eine enge Toleranzkontrolle?
Wir bekämpfen thermische Verformung und Toleranzausdehnung, indem wir vollständig in klimatisierten Umgebungen arbeiten. Um exakte Maße bei komplexen Geometrien zu erreichen, setzen wir auf strenge Rüstvorgänge und moderne Geräte, was besonders bei der Nutzung unserer 5-Achs-CNC-Bearbeitungslösungen.
Was verursacht schlechte Oberflächenfinishs?
Die Hauptursachen sind in der Regel CNC-Werkzeugverschleiß und Schwingungen. Wir eliminieren harmonische Vibrationen durch Maximierung der Werkzeugsteifigkeit, Verwendung variabler Flötenfräser und Echtzeit-Anpassung der Spindeldrehzahlen, um die Oberflächenrauheit (Ra) makellos zu halten.
Wie verhindern Sie Programmierfehler?
Bevor irgendein Metall geschnitten wird, verlassen wir uns auf umfassende CAM-Software und rigoroses DFM-Feedback. Dieser digitale Simulationsansatz erkennt G-Code-Programmierfehler, Werkzeugpfad-Effizienzen und potenzielle Werkzeugkollisionen, bevor sie die Werkstatt erreichen.
Können Sie schwer zu schneidende, fortschrittliche Materialien bearbeiten?
Absolut. Robuste Luft- und Raumfahrtlegierungen verursachen bei unsachgemäßer Handhabung schnellen Werkzeugverschleiß und Probleme bei der Späneabfuhr. Ob Ihr Projekt Standardaluminium oder spezialisierte Bearbeitung für Titan und Inconel erfordert, wir verwenden maßgeschneiderte Schneidstoffe und Hochdruckkühlsysteme, um Arbeitshärtung zu verhindern und die Werkzeuglebensdauer zu optimieren.
Wie wird die Qualitätskontrolle in der Kleinserienproduktion mit hoher Vielfalt gehandhabt?
Wir vermeiden Engpässe bei der Qualitätskontrolle, indem wir in den CNC-Fertigungsprozess integrierte Spindelsondeninspektionen direkt durchführen. Zusammen mit einer strengen Erststückprüfung (FAI) mittels automatisierter CMM-Validierung garantieren wir eine schnelle Bauteilüberprüfung und die strikte Einhaltung von GD&T, ohne Ihre Montagelinie zu verlangsamen.