
Jämförelse mellan fiber-, CO2- och diodlaser
Enligt min erfarenhet av att hantera högkapacitetsverkstäder är det att välja fel fiberlaserkälla eller oscillator-typ som är den främsta orsaken till materialspill och skadad optik. För cnc-laserkärning, måste våglängden på strålen matchas med materialets absorption. Om du försöker skära reflekterande legeringar med en inkompatibel källa riskerar du återreflektion som kan förstöra en laserhuvud för cnc-maskin på sekunder.
Fiberlasrar: Metallens kraftpaket
När projektet kräver högvolym stålskärning eller bearbetning av reflekterande material som aluminium och koppar, är fiber det enda möjliga alternativet.
- Våglängd: Ungefär 1,07 µm, vilket är idealiskt för metallabsorption.
- Effektivitet: Hög optisk effekttämpning med lägre elförbrukning.
- Bästa användning: Industriell plåtbearbetning där hastighet och ±0,01 mm precision krävs.
CO2-lasrar: Utmärkt för organiska material
CO2-lasern förblir standarden för icke-metalliska tillämpningar. Dess 10,6 µm våglängd absorberas dåligt av metaller men perfekt av organiska material.
- Material: Ideal för tjocka akrylskivor (flampolerade kanter), trä och specialiserade ingenjörsplast.
- Kantkvalitet: Ger en jämnare yta på icke-metaller jämfört med laser med kort våglängd.
- Design: Använder ett gasfyllt rör och interna speglar, vilket kräver mer frekvent justering än system med fast tillstånd.
Diodemoduler: Uppgradering och prototyptillverkning
A lasermodul för cnc är ofta den mest tillgängliga ingångspunkten för verkstäder som redan använder en laserfräs eller standardfräsningsgantry.
- Mångsidighet: Designad som en cnc-fräs och lasergravyrmaskin hybridkomponent.
- Integration: Kan monteras direkt på ett spindelhölje för att lägga till cnc en laser möjligheter till en 3-axlad fräs.
- Begränsningar: Lägre wattantal innebär att det främst är för tunnmaterialskärning och högdetaljerad gravyr snarare än tung industriell tillverkning.
Prestandajämförelse: Wattantal och Hastighet
| Funktion | Fiberlaserkälla | CO2-laser | Diodlaser modul |
|---|---|---|---|
| Primära Material | Metaller (kolstål, rostfritt stål, aluminium) | Akryl, Trä, Gummi | Tunn plywood, Plaster |
| Typiskt Wattantal | 1kW – 30kW | 40W – 450W | 5W – 40W |
| Skärhastighet (Metall) | Ultra-hög | Måttlig (med syre) | Mycket låg / Ej tillämpligt |
| Underhåll | Minimal (Solid State) | Hög (Spegeljustering) | Utbytbar modul |
| Driftstid | 50 000+ timmar | 10 000 – 20 000 timmar | 10 000 – 15 000 timmar |
Använder en dedikerad cnc-laserskärare med en fiberkälla är den mest kostnadseffektiva vägen för vilken anläggning som helst fokuserad på metallproduktion. Men för en helhetslösning för tillverkning som inkluderar skyltning eller plastkapslingar, ett CO2-system eller en högkvalitativ diodretrofit erbjuder den nödvändig materialflexibilitet.
Behärska kerf och bearbetningstoleranser
Precision i laser för CNC-skärning börjar med att förstå fysiken bakom kerfen. Kerfen är den faktiska bredden av materialet som avlägsnas under skärningsprocessen. Eftersom laserstrålen är konisk, avgör fokusen på strålen om dina kanter är helt vertikala eller lätt avsmalnande. Vi prioriterar Kerfbreddoptimering genom noggrann kalibrering, vilket säkerställer att den G-kodprogrammering tar hänsyn till strålens diameter för att bibehålla delens noggrannhet.
Hantera värmepåverkad zon (HAZ)
In plåtbearbetning, hanterar den Värmepåverkad zon (HAZ) är icke förhandlingsbar, särskilt med känsliga legeringar. Överdriven värme kan förändra metallens mekaniska egenskaper nära snittet, vilket kan leda till härdning eller warping.
- Pulskontroll: Vi använder högfrekvent pulsering för att minska värmeinlagringen.
- Assistgas: Användning av högttrycks kväve eller syre hjälper till att kyla materialet omedelbart.
- Hastighetskalibrering: Att upprätthålla den optimala matningshastigheten förhindrar att kanterna på känsliga delar bränns.
Uppnå ±0,01mm precision
Medan en standard cnc-laserskärare är otroligt effektiv, krävs ofta en hybridarbetsflöde för att nå en ±0,01mm precision tröskel. För industriella komponenter som kräver dessa extrema toleranser använder vi ofta laser för den initiala profilen och flyttar sedan delen till mikro CNC-bearbetning för sekundär efterbehandling.
Förståelse vad är en CNC-fräsmaskin och hur den integreras med laserutgången gör att vi kan överbrygga klyftan mellan snabb prototyptillverkning och tillverkning med höga toleranser. Denna tvåstegsprocess säkerställer att även de mest komplexa geometrier möter strikta standarder för flyg- och medicinteknik utan att offra hastigheten hos en fiberlaserkälla.
Uppgradering av en industriell laser för CNC-skärning

Lägga till en laserhuvud för cnc-maskin är det snabbaste sättet att förvandla ett standardverktyg till en mångsidig kraftstation. Oavsett om du arbetar med en dedikerad laserfräs eller anpassar en befintlig fräsmaskin med CNC, fokuserar uppgraderingsprocessen på tre pelare: kontroll, säkerhet och programvara.
Tekniska kontrollkrav
Din styrenhet måste stödja PWM-signaler för att reglera optisk effekttämpning. De flesta moderna konstruktioner med GRBL or Marlin hanterar detta nativt, vilket möjliggör smidiga G-kodprogrammering och kraftskalning under komplexa snitt.
| Komponent | Krav |
|---|---|
| Regulator | PWM-kompatibel (GRBL/Marlin/Mach3) |
| Strömförsörjning | Dedikerad 12V/24V för lasermodul för cnc |
| Programvara | LightBurn programvarukompatibilitet är branschstandarden |
| Kylning | Integrerade kylflänsar eller en Luftassistanssystem |
Säkerhetsstandarder och arbetsflöde
Säkerhet är den mest kritiska faktorn vid drift av en cnc-laserskärare. Jag insisterar alltid på ett fullständigt hölje i kombination med OD6+ ögonskydd för att blockera specifika laservåglängder. För en sömlös CAD/CAM-integration, följ detta lokaliserade arbetsflöde:
- Design: Skapa vektorer i CAD-programvara och säkerställ rena banor.
- Process: Importera till LightBurn för att hantera lager, hastigheter och Kerfbreddoptimering.
- Extraktion: Installera en hög-CFM ångutsug för att ta bort farliga partiklar och rök.
Denna setup säkerställer att din CNC- och lasergravyrmaskin kombination förblir produktiv samtidigt som den upprätthåller den höga precision som förväntas i svenska verkstäder.
Outsourcing vs. DIY CNC Laser Skärning
Att driva en dedikerad laser för CNC-skärning internt låter som en väg till total kontroll, men för de flesta företag överskrider de “dolda” kostnaderna för DIY snabbt bekvämligheten. Medan ett skrivbords cnc-laserskärare fungerar för enkla hantverk, kräver professionell plåtbearbetning en nivå av konsekvens som är svår att upprätthålla utan en dedikerad tekniker.
De dolda bördorna av underhåll
Att underhålla en högpresterande fiberlaserkälla innebär mer än att bara koppla in den. För att uppnå industriell kvalitet måste du hantera flera tekniska faktorer:
- linsjustering: Precision kräver perfekt strålleverans; även en liten förskjutning förstör din Kerf-breddoptimering.
- Gasförbrukning: Skärning genom tjock plåt kräver högt tryck av kväve eller syre, vilket tillför betydande overhead.
- Förbrukningsmaterial: Nålar och skyddsfönster kräver ofta byte för att undvika dross.
- Luftassistanssystem: Professionella inställningar kräver högvolymluft för att förhindra bränder och säkerställa rena kanter.
Skalbarhet och helhetslösning för tillverkning
Att outsourca till en professionell verkstad gör att du kan skala från Snabb prototyptillverkning (3-7 dagar) till massproduktion direkt. När du använder vår CNC-bearbetningstjänster, kan du undvika inlärningskurvan för G-kodprogrammering och maskinproblem.
Det verkliga värdet av en helhetslösning för tillverkning är integrationen av sekundära processer. En gör-det-själv laserhuvud för cnc-maskin ger dig bara en platt del. Vi erbjuder ett komplett arbetsflöde:
- Laserskärning: Hög hastighet, hög precision vid skärning.
- Bockning och svetsning: Formar platta ark till funktionella kapslingar.
- Ytfinish: Anodisering eller pulverlackering för ett professionellt utseende.
- Hybridbearbetning: Om en del behöver mer än bara laser kan vi övergå till 3-axlad eller 5-axlad CNC-fräsning för att nå komplexa geometrier.
Genom att analysera den verkliga CNC-bearbetningstjänster, upptäcker de flesta svenska entreprenörer att outsourcing säkerställer ISO 9001:2015-efterlevnad och överlägsen delkvalitet utan kapitalrisken av utrustningsägande.
Maximera materialprestanda med laser för CNC-skärning
När vi använder en laser för CNC-skärning, definierar materialets kemi hela vårt tillvägagångssätt. Vi “skär” inte bara—vi optimerar för kantkorn och värmepåverkan för att säkerställa att varje del uppfyller industriella standarder. Oavsett om det är högstyrkelegeringar eller ingenjörsgrader polymerer, är valet av Fiberlaserkälla eller CO2-inställning skillnaden mellan en perfekt del och skrot.
Stålskärning (304/316)
För 304 och 316 rostfritt stål prioriterar vi att uppnå kantfria kanter. Genom att använda högttrycksnitrogen som assistgas blåser vi bort smält metall innan den kan binda sig till undersidan av snittet. Denna process är avgörande för våra prototyp CNC-bearbetningsprojekt 2026 där delar måste vara “skruvklara” utan sekundär slipning.
Aluminium (6061/7075) och Reflektans
Aluminium är ett högpresterande material, men dess reflektivitet och värmeledning gör det till en utmaning. Vi använder fiberlasrar med hög toppkraft för att tränga igenom den reflekterande ytan på legeringarna 6061 och 7075. Detta gör att vi kan behålla ±0,01mm precision utan att värmen deformerar de tunna plåtarna.
Ingenjörsplast: PEEK och POM (Delrin)
Inte alla plaster är laservänliga, men för de som är det, är resultaten överlägsna traditionell fräsning:
- Delrin (POM): Detta material är ett favoritval för en cnc-laserskärare. Det förångas rent, vilket lämnar en polerad, glasliknande kant.
- PEEK: Som en högtemperaturplast kräver PEEK ett precist fokus och snabba rörelsehastigheter för att förhindra bränning samtidigt som den behåller sin strukturella integritet.
Som en helhetslösning för tillverkning, balanserar vi dessa materialegenskaper mot de specifika behoven för din konstruktion för att säkerställa kostnadseffektivitet.
| Material | Bästa Lasertyp | Kantfinish | Värmepåverkan |
|---|---|---|---|
| Stållegeringar | Fiber | Utmärkt (Ingen Dross) | Låg |
| Aluminium | Fiber | Ren / Halvglans | Måttlig |
| Delrin (POM) | CO2 | Flammapolerad | Minimal |
| PEEK | CO2 / Fiber | Teknisk matt | Kontrollerad |
Hantera värme och drossel
Effektiv Plåtbearbetning är beroende av att hantera smältan. Vi justerar frekvensen och pulslängden för laserpulsen för att minimera den värmepåverkade zonen. För tjockare sektioner av rostfritt eller aluminium, är vår Luftassistanssystem inställd för att ge exakt det PSI som behövs för att rensa spåret, vilket säkerställer att även de mest komplexa geometrier förblir rena och måttligt exakta.
DFM-tips för plåtbearbetning
Optimering av en design för en laser för CNC-skärning är det mest effektiva sättet att minska produktionskostnader och förbättra delkvaliteten. Mitt team fokuserar på Design for Manufacturing (DFM) för att säkerställa att varje Plåtbearbetning projekt uppfyller ISO 9001:2015-efterlevnad samt eliminera materialavfall.
Undvik vanliga designfallgropar
- Minsta funktionstorlek: Håll hål och spår i ett 1:1-förhållande med materialtjockleken för att förhindra värmeförvrängning.
- Inre radier: Undvik helt skarpa inre hörn; att lägga till en liten radie gör att lasern kan behålla en jämn hastighet.
- Väggtjocklek: Håll ett minimalt avstånd mellan skärlinjer för att förhindra att Värmepåverkad zon (HAZ) riskerar att kompromissa den strukturella integriteten.
Ingångar och utgångar
För att säkerställa rena startpunkter använder vi Ingångar och utgångar. Denna teknik placerar den initiala “piercen” av laser utanför den faktiska delgeometrin. När strålen når din del perimeter har skärtrycket stabiliserats, vilket säkerställer en jämn, slaggfri kant. Detta är avgörande för projekt som kräver ±0,01mm Precision.
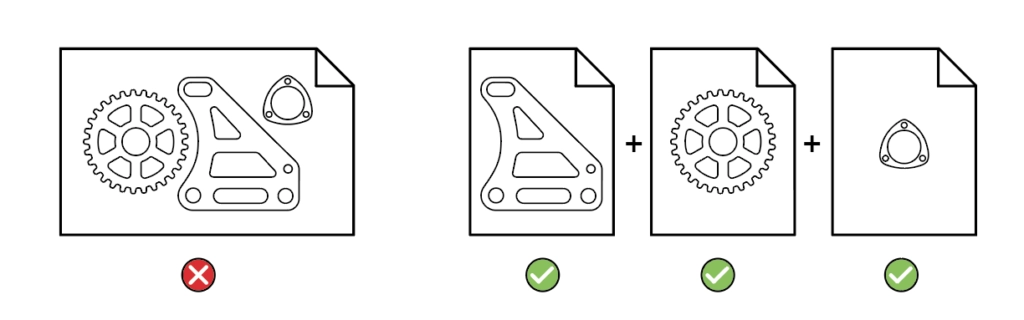
Näststrategier för kostnadseffektivitet
Smart Näststrategier är ryggraden i en kostnadseffektiv En-stopp tillverkninglösning. Genom att packa delar tätt och använda “gemensam linjeskärning”—där en enda laserskärning skär kanten på två intilliggande delar—minskar vi avfallet avsevärt. Denna effektivitet är varför vi kan erbjuda Snabb prototyptillverkning (3-7 dagar) utan den vanliga premiumpriset. För delar som kräver komplexa sekundära operationer integrerar vi sömlöst vår laser för CNC-skärning arbetsflöde med högprecisionsfräsning för att leverera färdiga montage.
Vanliga frågor: Laser för CNC-skärning
Jag ser mycket förvirring kring hur man bäst integrerar en laser för CNC-skärning till ett professionellt arbetsflöde. Här är de raka svaren på de frågor jag oftast hör från butiksägare och ingenjörer.
Kan jag lägga till en fiberlaser till en standard CNC-router?
Medan du enkelt kan montera en diod laserhuvud för cnc-maskin användning, en högpresterande Fiberlaserkälla är en annan historia. Standardroutrar saknar de ljus-täta säkerhetskapslingarna (OD6+) som krävs för att hantera fiberreflektioner. Dessutom är G-kodprogrammering för en fiberkälla ofta kräver snabbare acceleration än en typisk skruvdriven router kan tillhandahålla. För industriella resultat är en dedikerad fiberplattform alltid det säkrare, mer precisa valet.
Laser skärning vs. CNC-fräsning
Den primära skillnaden är kontakt. CNC-fräsar använder roterande bits för att ta bort spån, vilket gör dem idealiska för djupa 3D-fickor och tunga block. I kontrast använder en cnc-laserskärare termisk energi för att smälta material. Detta möjliggör överlägsen Kerfbreddoptimering, vilket gör det möjligt att skapa mycket tightare interna hörn och mer intrikata mönster än ett fysiskt verktyg någonsin skulle kunna åstadkomma i Plåtbearbetning.
Industriella gränser för skärning av rostfritt stål
När vi tillverkar komponenter av rostfritt stål, bestäms den maximala tjockleken av Optisk effektutgång.
- 3kW-källa: Bekvämt skär upp till 8mm–10mm rostfritt.
- 10kW+ Källa: Kan skära genom 30mm till 50mm plåt samtidigt som industrimått hålls.
- Precision: För de flesta ingenjörsuppgifter upprätthåller laser en ±0,01mm precision på tunnare material, även om Värmepåverkad zon (HAZ) blir mer relevant ju tjockare materialet är.
Är ett luftassistanssystem nödvändigt?
An Luftassistanssystem är obligatoriskt för alla seriösa laserfräs installationer. Det utför två kritiska uppgifter som direkt påverkar din vinst:
- Optikskydd: Det skapar en konstant luftström som förhindrar rök och skräp från att förorena din dyra fokuseringslins.
- Tydligare skärningar: Genom att blåsa ut smält material ur spåret omedelbart förhindrar det att slagg (drossel) hårdnar på undersidan av din del, vilket säkerställer en renare finish.
| Funktion | Laserskärning | CNC-fräsning |
|---|---|---|
| Materialkontakt | Icke-kontakt (Värme) | Fysisk kontakt (Friction) |
| Spår-/Verktygsbredd | ~0,1mm – 0,3mm | 1,0mm – 20mm+ |
| Bäst för | Komplexa plana profiler | 3D-former & tunga fickor |
| Inställningshastighet | Mycket snabb | Måttlig (Arbetshållning) |