
Processens anatomi: Från CAD till gjutning
Vi använder en förfinad förlorad-vaxgjutning metod som överbryggar klyftan mellan digital precision och metallurgisk excellens. Genom att utgå från en högupplöst CAD-modell säkerställer vi att varje aluminiuminvesteringsgjutning uppfyller noggranna måttliga krav från början.
3D-utskrivna offermönster
För komplexa geometrier och snabb prototyptillverkning använder vi högupplösta 3D-utskrivna offermönster. Denna teknik eliminerar behovet av dyr hårdverktyg under valideringsfasen, vilket möjliggör:
- Snabba designiterationer utan höga initiala kostnader.
- Intrikata interna nätverk och undercutts.
- Att uppnå en nästan slutgiltig form som minskar materialavfall.
Trämontering och gatingoptimering
Individuella mönster monteras på en central spruta för att bilda ett “gjutträd”. Vi prioriterar gating systemdesign optimerad genom stelningsmodellering för att säkerställa laminär flöde. Detta kritiska ingenjörssteg förhindrar turbulens som vanligtvis leder till luftfångst och oxider, vilket säkerställer överlägsen porositetskontroll.
Keramisk skalbyggnad
Monteringen doppas upprepade gånger i högkvalitativ refraktärlera och stuccas för att skapa en robust keramisk skalform. Denna lagerprocess är utformad för att ge den överlägsna yttextur (RMS) och fin detalj som kännetecknar våra aluminiuminvesteringsgjutningsprodukter.
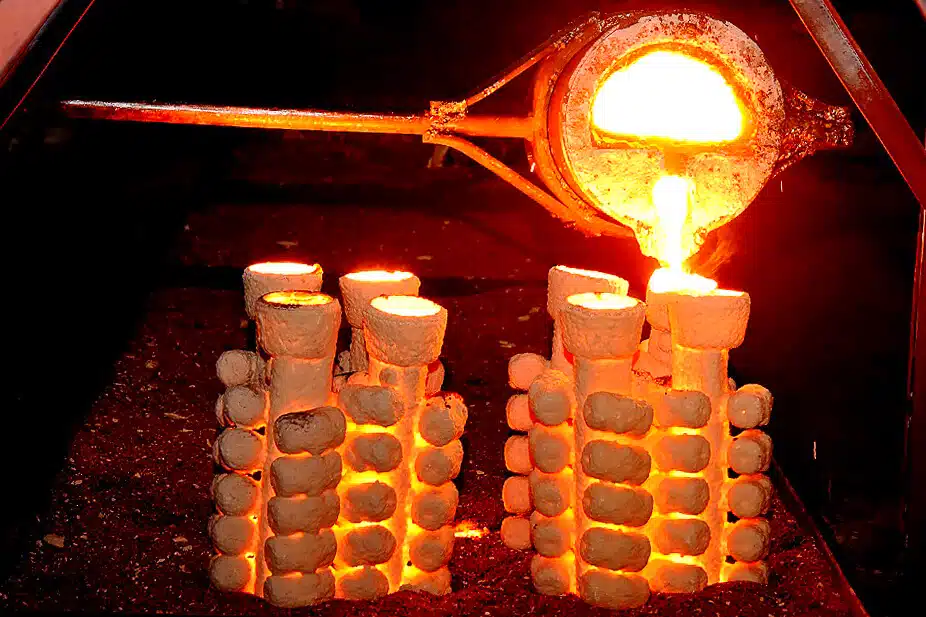
Vaxborttagning, bränning och vakuumassisterad gjutning
När skalet har härdats tas det sacrificial materialet bort via ångautoklav. Formen bränns sedan för att uppnå maximal termisk chockmotstånd.
| Steg | Viktig teknisk funktion | Ingenjörsfördel |
|---|---|---|
| Avdammning | Autoklav med högt tryck | Förhindrar skalbrott och utvidgningsspänningar |
| Utsmyckning | Kontrollerad värmeramp | Eliminerar residualfukt och flyktiga ämnen |
| Gjutning | Vakuumassisterad gjutning | Möjliggör tunnväggig aluminiumgjutning ned till 0,75 mm |
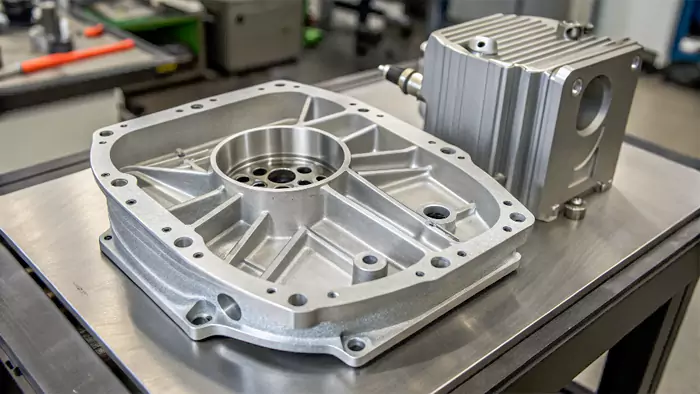
Knockout och Finishing
Efter kontrollerad kylning använder vi högfrekvent vibrerande utrustning för skalavlägsnande. Processen avslutas med exakt avskärning av porten och slipning. Detta resulterar i en komponent som ofta kan undvika tung sekundär CNC-bearbetning, vilket ger en högpresterande del redo för slutmontering.
Bästa legeringar för aluminiuminvesteringsgjutning

Prestandan hos din slutkomponent beror helt på metallens kemi. Vi fokuserar på att matcha de specifika kraven för din applikation—oavsett om det handlar om viktminskning, värmehantering eller rå styrka—med rätt aluminiumkvalitet. Att använda rätt material säkerställer att våra investeringsgjutningsprecisiondelar uppfyller de stränga standarderna inom flyg- och medicinteknikindustrin.
A356 och A357 Strukturella Kvaliteter
Detta är de självklara valen för aluminiuminvesteringsgjutning när strukturell integritet är icke förhandlingsbar.
- A356.0 T6 aluminium: Detta är industrins arbetshäst. Det erbjuder en perfekt balans mellan gjutbarhet, trycktäthet och korrosionsbeständighet.
- A357: Ett högre styrkealternativ som ofta används för kritiska komponenter som kräver överlägsna mekaniska egenskaper och hög motståndskraft mot trötthet.
319 och 713 (Tenzalloy) Prestanda
- 319 Legering: Känd för sin höga fluiditet och utmärkta “som-gjuten” egenskaper. Den är särskilt värderad för sin eftergjutningsbearbetning, vilket gör den idealisk för delar som kräver omfattande sekundär CNC-bearbetning.
- 713 (Tenzalloy): Denna legering är en spelväxlare för stora eller komplexa delar eftersom den uppnår hög styrka genom naturlig åldring. Genom att hoppa över den intensiva värmebehandlingen eliminerar vi risken för dimensionell deformation samtidigt som vi behåller hög draghållfasthet.
Legeringar med hög värmeledningsförmåga
För elektronik- och EV-sektorerna använder vi speciallegeringar utformade för maximal värmeavledning. Dessa material är avgörande för vätskekylda batterihöljen och högdensitets värmeavledare. Genom att noggrant kontrollera dendritarmavstånd (DAS) under kylfasen säkerställer vi att den termiska vägen förblir obstruerad, vilket ger topprestanda i krävande miljöer.
| Legeringsgrad | Viktig fördel | Typisk tillämpning |
|---|---|---|
| A356 | Styrka-till-viktförhållande | Flygplansfästen, Bränslesystem |
| 319 | Gjutbarhet & Bearbetning | Motorkomponenter, Lock |
| 713 | Ingen värmebehandling krävs | Högstyrkeframställningar |
| Specialitet | Termisk ledningsförmåga | EV-motorkapslingar, Kylflänsar |
Investering Gjutning vs. Tillverkningsalternativ
Välja rätt tillverkningsmetod för investering gjutning aluminium innebär att väga för- och nackdelar mellan initiala kostnader, delkomplexitet och materialeffektivitet. Medan vi är experter på att tillverka högprecisionskomponenter, beror den “bästa” metoden helt på dina specifika projektkrav.
Investering Gjutning vs. Pressgjutning
Den främsta skillnaden här är volym kontra mångsidighet. Pressgjutning är oöverträffad för högvolymproduktion, men verktygsavskrivning kan vara en stor ekonomisk utmaning för mindre batcher.
- Verktygskostnader: Investeringsgjutformar är betydligt mer prisvärda än formar för högtryckssmide.
- Designfrihet: Vi använder förlorad-vaxgjutning metoden för att producera komplexa interna geometriska former och undercut som är fysiskt omöjliga att avlägsna från en permanent gjutform.
Investeringsgjutning vs. Sandgjutning
När ditt projekt kräver överlägsen måttliga krav och en förfinad yttextur (RMS), är investeringsgjutning det självklara valet.
- Ytfinish: Sandgjutning ger en kornig, grovkornig yta. Vår keramiska skalprocess ger en slät, professionell finish direkt ur formen.
- Precision: Vi upprätthåller mycket strängare toleranser, vilket minskar behovet av aggressiv snabb CNC-bearbetning för att korrigera “skiftade” eller överdimensionerade funktioner som är typiska för sandformar.
Investeringsgjutning vs. Full CNC-bearbetning
Många ingenjörer tror felaktigt att bearbetning av en del från ett solid block är det enda sättet att få precision. Men att börja med en aluminiuminvesteringsgjutning ger en nästan slutgiltig form som dramatiskt minskar produktionskostnaderna.
- Materialavfall: CNC-bearbetning kan resultera i upp till 80% materialavfall för komplexa delar. Vi gjuter endast det som behövs.
- Ledtider: Genom att gjuta den primära formen minskar vi avsevärt den tid som spenderas på svarven. Vi använder sedan precision CNC-frätningsdelar tekniker endast på kritiska passande ytor, vilket ger dig det bästa av två världar: gjutningseffektivitet och bearbetningsprecision.
Snabb jämförelsetabell
| Funktion | Investeringgjutning | Gjutning | Sandgjutning | Full CNC-bearbetning |
|---|---|---|---|---|
| Initial verktygskostnad | Måttlig | Hög | Låg | Ingen |
| Ytfinish (RMS) | Utmärkt | Mycket bra | Dålig | Utmärkt |
| Designkomplexitet | Hög | Måttlig | Låg | Mycket hög |
| Materialeffektivitet | Hög | Hög | Måttlig | Låg |
| Enhetskostnad (Medelvolym) | Låg | Måttlig | Måttlig | Hög |
Design för framgång: Aluminiuminvesteringsgjutning DFM
Att få din design rätt innan den första formen tillverkas är det enda sättet att säkerställa en kostnadseffektiv, högpresterande del. När vi pratar om aluminiuminvesteringsgjutning, är den främsta fördelen att uppnå en nästan slutgiltig form som minskar behovet av dyrt sekundärt arbete. Men att följa några kärnprinciper för Design for Manufacturability (DFM) är det som skiljer ett framgångsrikt produktionstillfälle från en höglitterkris.
Precision och måttnoggrannhet
En av de största fördelarna med förlorad-vaxgjutning är den otroliga måttliga krav vi kan uppnå. Till skillnad från sandgjutning möjliggör denna process mycket strängare kontroll över komplexa geometriska former. Medan standardtoleranser är imponerande, kan valet av premiumprecision eliminera många efterföljande steg. Om ditt projekt kräver ännu tajtare passningar, integrerar vi ofta våra anpassade CNC-bearbetningstjänster för att nå de ultra-kritiska specifikationerna.
| Funktion | Standardprecision | Premiumprecision |
|---|---|---|
| Linjära toleranser | ±0,005 tum/tum | ±0,003 tum/tum |
| Skrängvinkel | 0,5° – 1,0° | 0,0° – 0,5° (i specifika områden) |
| Väggtjocklek | 1,5 mm (0,060″) | 0,75 mm (0,030″) |
Optimerad väggtjocklek och utkastvinklar
Vi specialiserar oss på tunnväggig aluminiumgjutning, och pressar gränserna till 0,75 mm–1,5 mm sektioner. För att lyckas använder vi specifika styr- och gjutningstekniker för att säkerställa att metallen fyller formen innan den stelnar.
- Väggtjocklek: Håll övergångarna gradvisa. Drastiska förändringar mellan tjocka och tunna sektioner kan orsaka krympning eller “sinks”.”
- Draftvinklar: De flesta processer kräver 3° till 5°, men investering gjutning aluminium är unik. Eftersom det keramiska skalet bryts bort från delen, behöver vi endast en minimal 0,5° till 1° utkast för att ta bort vaxmönstret från den initiala verktygstillverkningen.
- Fillet och radier: Skarpa hörn är fienden. Vi rekommenderar generösa fillet för att förhindra spänningskoncentrationer och “varma sprickor” under kylningen. Detta håller den strukturella integriteten hos delen hög och avvisningsfrekvensen låg.
Genom att fokusera på dessa geometriska former maximerar du effektiviteten i aluminiuminvesteringsgjutning processen, vilket säkerställer att dina delar är lättare, starkare och redo för användning med minimal avfall.
Säkerställa perfektion: Kvalitet och sekundär ytbehandling
I vår aluminiuminvesteringsgjutning process, “good enough” finns inte. Vi ser kvalitetssäkring som ryggraden i vår produktion och säkerställer att varje komponent vi levererar är redo för högpresterande tjänster. Genom att kombinera rigorös testning med avancerad efterbehandling levererar vi aluminiuminvesteringsgjutningar som uppfyller de strängaste standarderna för flyg- och medicinteknik.
Icke-Destruktiv Testning (NDT) & Analys
Vi använder en flerskiktad metod för att verifiera integriteten hos varje gjutning. Våra interna protokoll fokuserar på att eliminera dolda defekter och säkerställa porositetskontroll innan en del någonsin når din monteringslinje.
- Röntgeninspektion: Avgörande för att upptäcka interna tomrum eller inklusioner som kan äventyra strukturell integritet.
- Spektrographisk Analys: Vi verifierar smältskemin i realtid för att säkerställa att legeringen uppfyller exakta materialcertifieringar.
- Måttinspektion: Med hjälp av CMM (Koordinatmätmaskiner) för att verifiera måttliga krav mot din CAD-modell.
Värmebehandling för optimal prestanda
För att få ut det mesta av A356.0 T6 aluminium och andra speciallegeringar, tillämpar vi precisa termiska cykler. Denna process optimerar dendritarmavstånd (DAS) och ökar avsevärt de mekaniska egenskaperna.
- T5-Temperering: Kylning efter en temperaturformningsprocess och sedan konstgjord åldring för dimensionell stabilitet.
- T6 Härdning: En fullständig lösningshärdning och konstgjord åldring för att maximera draghållfasthet och duktilitet.
Precision Sekundära Operationer
Även om vi uppnår imponerande nästan slutgiltig form resultat genom förlorad-vaxgjutning, kritiska funktioner för uppdraget kräver ofta strängare toleranser än en form kan tillhandahålla. Vi erbjuder omfattande cnc precisionsingenjörslösningar för att överbrygga klyftan mellan gjutna toleranser och extrema precisionskrav.
| Verksamhet | Precision / Standard | Viktig fördel |
|---|---|---|
| Sekundär CNC-bearbetning | +/- 0,005 mm | Uppfyller kritiska lagerpassningar och komplexa sammanfogningsytor. |
| Ytrefinering | Förbättrad RMS | Sänker yttextur (RMS) för högtrycksskydd. |
| Anodisering & Beläggning | MIL-SPEC | Förbättrar korrosionsbeständighet och ytans hårdhet. |
Vid utvärdering stål vs aluminium cnc-bearbetning för efterbearbetning av gjutning, gör aluminiumets höga bearbetbarhet att vi kan möta dessa extremt tighta specifikationer samtidigt som vi håller dina verktygsavskrivning och totala enhetskostnader under kontroll.
Industriella tillämpningar: Där precision möter prestanda
Våra aluminiuminvesteringsgjutning lösningar betjänar sektorer där misslyckande inte är ett alternativ. Genom att leverera nästan slutgiltig form komponenter hjälper vi ingenjörer att överbrygga klyftan mellan komplex geometri och krav på hög hållfasthet.
Flyg- och försvarsindustri
I skyn är varje uns viktigt. Vi tillverkar A356.0 T6 aluminium strukturella fästen och intrikata komponenter för bränslesystem som prioriterar viktminskning utan att offra integritet.
- Bränslesystem: Komplexa interna kanaler gjutna med högupplöst precision.
- Strukturella fästen: Höghållfasta delar designade för att tåla extrem vibration och stress.
Automobil- och EV-innovation
Skiftet till elfordon har ökat efterfrågan på högkvalitativa investering gjutning aluminium delar. Vår gjuteriverksamhet är specialiserad på de tunnväggiga sektioner som krävs för modern termisk hantering och höljen.
- Batterihöljen: Lättviktigt, hållbart skydd för högspänningsceller.
- Motorhöljen: Effektiv värmeavledning genom integrerade kylflänsar.
Medicinteknisk tillverkning
Medicinska yrkesverksamma förlitar sig på aluminiuminvesteringsgjutningsprodukter för verktyg som är både lätta och ergonomiskt komplexa. Eftersom dessa instrument kräver extrem precision, genomgår många komponenter sekundär CNC-bearbetning för att nå slutgiltiga toleranser. För att säkerställa långvarig hållbarhet och steriliseringsmotstånd erbjuder vi också anodisering för aluminium som ett standard ytbehandlingsalternativ.
- Kirurgiska verktygshandtag: Konturerade design för överlägsen grepp och kontroll.
- Bildutrustning: Stela, lätta ramar för bärbara diagnostiska och röntgenapparater.
Vanliga frågor om aluminiuminvesteringgjutning
Hur mycket kostar verktyg för aluminiuminvesteringgjutning?
Den initiala kostnaden för aluminiuminvesteringsgjutning verktyg varierar vanligtvis från $1 500 till $10 000+, beroende på delens komplexitet och antalet kaviteter i vaxinjektionsformen. Även om startkostnaden är högre än sandgjutning, är verktygsavskrivning mycket effektiv för medel- till högvolymproduktion. Eftersom processen ger en nästan slutgiltig form, sparar du betydligt på råmaterialavfall och arbetskraft.
Vad är den typiska ledtiden för prototyp jämfört med produktion?
Vi rör oss snabbt för att få dina designer i händerna:
- Prototypgjutning: Genom att använda 3D-utskrivna offermönster kan vi hoppa över hård verktygstillverkning och leverera en prototypgjutning på så lite som 2 till 4 veckor.
- Produktion: Traditionell förlorad-vaxgjutning med permanenta metallformar kräver vanligtvis 8 till 12 veckor för den första artikeln, inklusive verktygsbygge och processvalidering.
Kan investeringsgjutning ersätta komplexa CNC-assemblies med flera delar?
Ja. En av de största fördelarna med denna process är delkonsolidation. Vi kan ofta gjuta en enda, komplex komponent som ersätter en sammansättning av fem eller sex separata delar. Detta eliminerar monteringstid, minskar risken för läckage i vätskesystem och sänker dina totala kostnader per del. För funktioner som kräver extrem tolerans, erbjuder vi prototypbearbetning för att förfina kritiska monteringsytor eller gängade hål.
Vilken ytfinish (RMS) kan jag förvänta mig från formen?
Det keramisk skalform som används i denna process ger ett exceptionellt yttextur (RMS), som vanligtvis ligger mellan 60 och 125 mikron. Detta är avsevärt överlägset den finish som sandgjutning ger. För många industriella tillämpningar är denna “som-gjuten” finish tillräckligt slät för att användas utan ytterligare vibrerande eller polerande steg, vilket ytterligare minskar dina produktionssteg.