
När vi pratar om CNC-bearbetning, ordet “hål” används slarvigt. Men i en högst viktig produktionsmiljö—oavsett om du bygger rymd- och flygplansventiler, högfartshus för växellådor eller medicinska komponenter—är ett “hål” sällan bara ett hål. Det är en funktionell funktion med kritiska krav på diameter, rundhet och position.
Detta är där Borrning av hål kommer in i bilden. Om borrning är den “grova konstruktionen” av håltagning, är borrning den “fina inre finishen”. I denna guide kommer vi att dra undan gardinen för hur professionella CNC-verkstäder uppnår sub-mikronprecision, varför vissa hål kostar mer än andra, och hur vi löser de fysikbaserade huvudvärken som följer med djuphålsprecision.
1. Ingenjörslogiken: Varför “Borrning” bara är uppvärmningen
Låt oss vara ärliga: borrar är lite lata. En standard spiralborr är ett “följande” verktyg. Den har två skärande kanter och styrs av sina egna spiraler. Om borren träffar en något hårdare plats i en gjutning, eller om ingångsytan inte är helt plan, kommer borrspetsen att “vandra” eller avvika. När borren når botten av ett 50 mm hål kan den vara 0,1 mm förskjuten. I precisionsteknikens värld är 0,1 mm en mil.
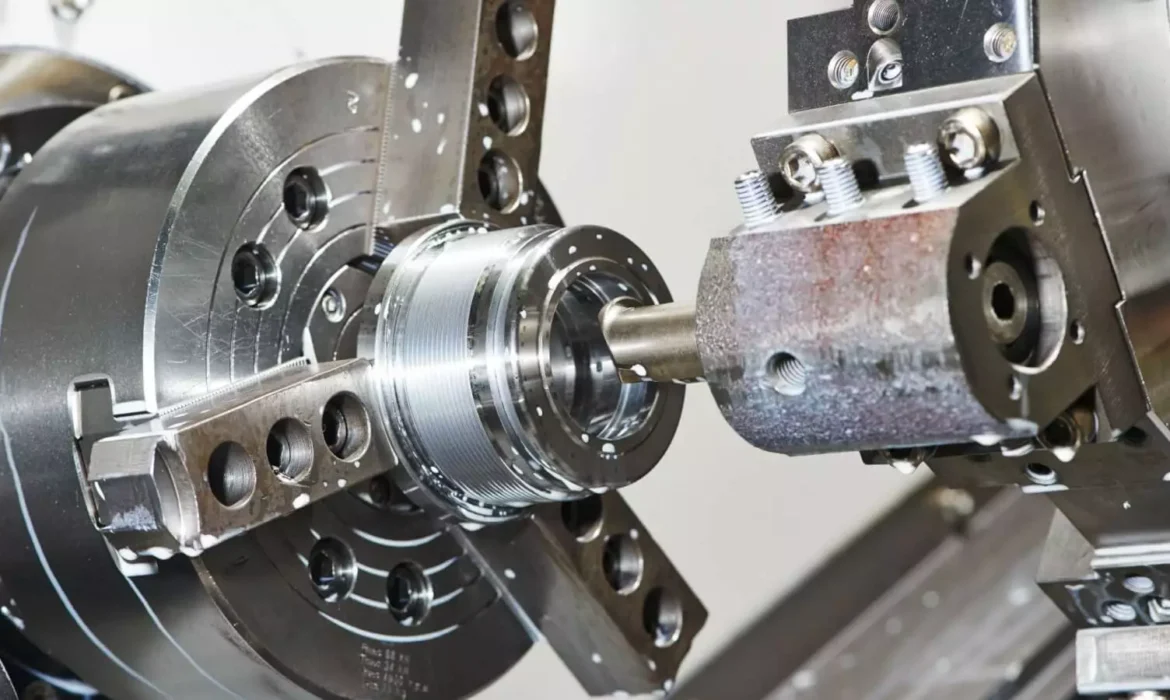
Borrning av hål ändrar spelet eftersom det använder Enkelskärande. Till skillnad från en borr hålls en borrstång stadigt av maskinens spindel och rör sig längs en programmerad bana. Den bryr sig inte om det förborra hålet är snett; borrverktyget kommer att skära en helt rak bana baserad på maskinens X-, Y- och Z-koordinater.
Detta är det enda sättet att säkerställa Sann position och Kohesion. Om du har två hål på motsatta sidor av en del som måste stämma perfekt för att en axel ska kunna passera, är borrning ditt enda tillförlitliga alternativ. Vi gör inte bara ett hål större; vi flyttar hålet exakt dit det hör hemma i 3D-rummet.
2. Kampen mot avvikelse: L/D-förhållandet (djup kontra diameter)
I verkstaden har vi ett uttryck: “Styvhet är kung.” Den största tekniska utmaningen inom borrning är den Längd-till-Diameter (L/D) förhållande. Föreställ dig att du håller en lång trälinjal i ena änden och försöker trycka den andra änden mot ett bord utan att den böjs. Det är omöjligt. Föreställ dig nu att den linjalen är en borrstång som snurrar i 2 000 RPM inuti en bit rostfritt stål.
När verktyget sticker ut för mycket, böjer det sig. Detta leder till Skjuvning—det höga pipande ljud som lämnar ett “skivspår” på din del. För att lösa detta väljer vi våra verktyg baserat på följande matris:
Tabell 1: Borrstångsval baserat på håldjup
| L/D-förhållande | Max håldjup (exempel för 10 mm hål) | Rekommenderat stålmateriel | Risk för vibration | Teknisk strategi |
|---|---|---|---|---|
| Upp till 3:1 | 30 mm | Standardstål | Mycket låg | Hög hastighet, aggressiva matningar. Bra för de flesta allmänna delar. |
| 4:1 till 6:1 | 40 mm – 60 mm | Tung metall / Solid karbid | Medelhög | Minska matningshastigheten; byt till styvare skaft för att förhindra “taper”.” |
| 7:1 till 10:1 | 70mm – 100mm | Dämpade (Tuned) Stavar | Hög | Använd interna vikter/olja för att motverka vibration. Dyr verktygstillverkning. |
| Över 10:1 | 100mm+ | Specialiserade “Tysta” Verktyg | Extremt | Mycket långsamma cykler; hög risk för “klockmynte” hål. |
Fysiken är brutal: om du fördubblar längden på din borrstång, blir den inte dubbelt så “böjlig”—den blir åtta gånger mer benägen att avvika. Det är därför ett djupt 10mm hål kostar avsevärt mer än ett grunt 10mm hål. Som ett proffsshop beräknar vi avvikelsen och väljer verktygsmaterial därefter.
3. Geometri och “Perfekt Cirkel”: Det handlar inte bara om storlek

Ett hål kan vara “rätt storlek” men “fel form”. Denna koncept förvirrar ofta inköpsteam. Om du mäter ett hål med ett standardskruvmejsel i två punkter och det visar 25,00mm, kan du tro att det är perfekt. Men om du använder en CMM (Koordinatmätmaskin), kan du upptäcka att det faktiskt är en oval eller en “tre-lobad” form.
Borrbearbetning korrigerar dessa geometriska fel. Eftersom verktyget roterar på en fast spindelaxel, tvingar det hålet till en riktig cirkel.
Ett vanligt problem vi ser är Klamringsförvrängning. Om vi håller ett tunnväggigt aluminiumrör i en 3-klav chuck och drar åt det, deformeras röret till en lätt triangel. Vi borrar ett perfekt cirkelformat hål, men när vi släpper chucken “studsar” metallen tillbaka, och plötsligt är hålet inte längre runt. För att åtgärda detta använder vi “Mjukklor” som omsluter 360 grader runt delen eller specialiserade hydrauliska fixturer som applicerar jämnt tryck. Detta är detaljnivån som krävs för IT6 eller IT7 toleranser.
4. Chipkontroll: Den tysta mördaren av ytkvalitet
Vid utvändigt svarvning faller chipsen bort från delen på grund av gravitationen. Vid borrbearbetning fastnar chipen inuti hålet. Om ett chip fastnar mellan skärningskanten och väggarna i hålet, blir det “ombearbetat”. Detta skapar fula repor och kan till och med knäcka en diamantspetsad insats.
Professionell borrning förlitar sig på Genomspindelkyla (TSC). Vi sprutar skärvätska med 300 till 1 000 PSI direkt genom mitten av borrstaven.
- Smörjning: Det minskar friktionen vid skärningskanten.
- Temperaturkontroll: Det förhindrar att verktyget blir så varmt att materialet svetsar fast vid det (uppbyggd kant).
- Evakuering: Det fungerar som en brandslang, fysiskt skjuter ut chipen ur hålet.
För blindhål (hål som inte går helt igenom), chiputmatning är ännu svårare. Vi måste ofta programmera “peck boring”-cykler eller använda specifika chip-brytande geometrier på våra insatser för att säkerställa att metallen kommer ut i små, hanterbara “6-formade” chips snarare än långa, farliga “strängar”.”
5. Ekonomin av precision: När man ska välja borrning framför omborning
Jag får frågan varje dag: “Kan du inte bara borra detta hål? Det går snabbare.” Du har rätt, omborning är snabbare. En omborrare har flera tänder och kan flyga genom ett hål på sekunder. Men en omborrare är som ett tåg på spår – den följer det befintliga hålet. Om det borrade hålet är snett, kommer det omborrade hålet att vara snett.
Tabell 2: Processjämförelsematris
| Funktion | Borrning (Groving) | Finning (Ytbehandling) | Borrbearbetning (Precision) |
|---|---|---|---|
| Toleransområde | ± 0,15 mm | ± 0,01 mm | ± 0,005 mm |
| Positioneringskorrigering | Dålig (Vandrar) | Ingen (Följer hål) | Utmärkt (Fixar centrum) |
| Ytfinish (Ra) | 3,2 – 6,3 | 0,8 – 1,6 | 0,4 – 0,8 |
| Diameterflexibilitet | Fast | Fast | Justerbar (Anpassade storlekar) |
| Bäst för | Spärrhål | Massproduktion | Bärarsektioner / Kritiska passningar |
6. Materialvetenskap: Borrutmaningar efter metallgrupp
En professionell CNC-verkstad behandlar inte aluminium på samma sätt som titan. Varje material har en “personlighet” när det gäller borrbearbetning.
Tabell 3: Skärparametrar & Utmaningar
| Materialgrupp | Typisk utmaning | Bästa kylvätske-strategi | Rekommenderad insats |
|---|---|---|---|
| 6061 Aluminium | Bultande kant (klibbighet) | Högt tryck (flöde) | Polerad odoppad karbid |
| 304 rostfritt stål | Arbetshärdning | Intern (högt tryck) | PVD-belagd (TiAlN) |
| 4140 stål | Värmehantering | Extern / Intern | CVD-belagd (tjockt lager) |
| Grad 5 titan | Extremt verktygstryck | Obligatorisk intern | Hög positiv skärvinkel |
7. Felsökning: Varför delar ibland misslyckas (och hur vi åtgärdar det)
Även med maskiner värda miljoner gillar fysiken att göra motstånd. Så här hanterar en proffs det:
Hålet med “Klockmynte”-form
Symptomet: Hålet är större vid ingången än i mitten.
Åtgärden: Detta händer oftast eftersom verktyget “vobblar” när det går in. Vi löser detta genom att sänka ingångshastigheten (Matning) och se till att skärstaven är helt centrerad innan skärningen börjar.
Taperade hål
Symptomet: Hålet blir mindre ju djupare det går.
Åtgärden: Det orsakas av verktygsslitage eller verktygsavböjning. Vi löser detta genom att göra en “Grovsvarvning” följt av en “Finishing”. Finishing-passet tar bort mycket lite material (0,1 mm), vilket innebär att det är nästan ingen belastning på verktyget, vilket ger en helt rak vägg.
“Retraktionsmärke” (Den spiralformade repan)
Symptomet: En obehaglig repa hela vägen ner i hålet när verktyget drar sig tillbaka.
Åtgärden: Vi använder Orienterade Spindelstopp. Maskinen stoppar spindeln vid en exakt vinkel, flyttar verktyget 0,1 mm bort från väggen (Back-off), och drar sig sedan tillbaka. Det tillför 3 sekunder till cykeln, men säkerställer att din del inte ser ut som om den blivit repad av en katt.
8. Hantering av värme: Den “dolda” variabeln
Låt oss prata om något de flesta köpare glömmer: Termisk expansion. Metallen expanderar när den blir varm. Om vi borrar ett stort aluminiumhus för växellådor genererar friktionen i skärningen värme.
Om vi mäter det hålet medan det fortfarande är “varmt” på maskinen kan det visa 50,02 mm. Men när det svalnar på din monteringslinje kan det krympa till 49,98 mm. Det är därför vi använder Termisk Kompensation. Vi värmer upp våra maskindukar i 30 minuter innan vi skär ut en enda precisionsdel. Vi använder också mätskärmar som förvaras i samma temperaturkontrollerade miljö som delarna för att säkerställa “Äpplen till Äpplen”-mätning.
9. DFM: Designa Hål Som Inte Bryter Din Budget
Vi vill att du ska förbli konkurrenskraftig. Om du är designer, här är tre sätt att göra dina delar lättare (och billigare) att borra:
- Undvik “Djupa och Smala”: Försök att hålla förhållandet mellan djup och diameter under 5:1. Allt djupare kräver specialiserad, dyr utrustning som karbid- eller dämpade stavar.
- Lägg till en Avlastning: Om du har ett hål som ändrar storlek (ett stegvis borrat hål), lägg till en liten undercut eller avlastning vid axeln. Det gör det mycket lättare för oss att säkerställa att båda diametrarna är perfekt koncentriska.
- Standardisera Dina Toleranser: Be inte om ±0,005 mm om ±0,02 mm räcker för monteringen. Den “extra” precisionen kan fördubbla bearbetningstiden på grund av den ständiga mätningen och justeringen som krävs.
- Tänk på “Utgången”: Om det är ett blindhål, ge oss lite extra utrymme i botten. Borrverktyg har en “näsradius”, vilket innebär att de inte kan skära ett perfekt 90-graders hörn i botten.
10. Slutsats: Varför Precision Borrning är ett Val
I slutändan handlar, Borrning av hål om sinnesro. Du vill få dina delar, trycka in dina lager, och få dem att fungera perfekt utan en sekunds tvekan.
Borrning av delar är en balans mellan vetenskap och konst. Det kräver förståelse för metallurgi, fysik och maskinharmonier. När du väljer en partner för dina CNC-behov, köper du inte bara maskintid; du köper deras förmåga att hantera dessa variabler.
Oavsett om du är i prototypstadiet eller går in i fullskalig produktion, kan förståelsen för nyanserna i hur ett hål borras hjälpa dig att designa bättre delar och välja bättre leverantörer. Precision är inte en olycka – det är resultatet av en kontrollerad, professionell process.