Kämpar du med skrapade delar och sprängda budgetar på dina mest komplexa deldesigner?
Du kanske redan vet att strikta geometriska toleranser och tuffa material lämnar absolut noll utrymme för fel.
Men vad är det exakt som orsakar dessa högriskfel?
Nåväl, du är på rätt plats.
Efter att ha hanterat komplexa bearbetade delar dag ut och dag in kan jag säga detta—de dyraste misstagen vid komplex CNC-bearbetning händer inte av en slump.
Faktum är att detta exakta tillvägagångssätt är vad vi använder för att upprätthålla strikt kvalitetskontroll och leverera felfria komponenter för världens mest krävande industrier.
Så om du vill stoppa monteringsförseningar och perfektionera dina produktionskörningar, är denna guide för dig.
Låt oss dyka direkt in.
Felaktiga toleranser och dimensionell drift
Att hantera precisionsbearbetningsfel
När man arbetar med komplexa bearbetade delar, är att uppnå och behålla strikta toleranskontroller vår högsta prioritet. Som ingenjörer och inköpsspecialister vet, förstör inget ett monteringsschema snabbare än komponenter som faller utanför specifikationen på grund av dimensionell förskjutning.
Orsaken till
Varför uppstår dimensionell drift? I komplex tillverkning med CNC handlar det oftast om två huvudorsaker:
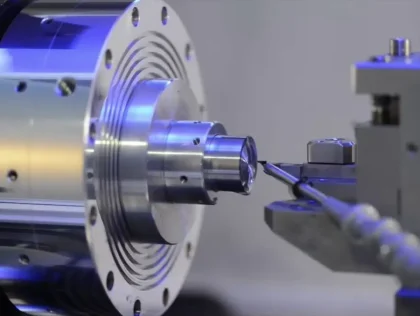
- Termisk deformation i bearbetning: Friction genererar intensiv värme. Denna värme får arbetsstycket eller skärverktyget att expandera under skärningen. När metallen svalnar krymper delen precis utanför toleransen.
- Toleransstackning: När man bearbetar flersidiga delar som kräver flera manuella inställningar, samlas mikroskopiska justeringsfel vid varje vändning, vilket orsakar betydande geometriska avvikelser.
Lösningen & Förebyggande
För att förhindra dessa precisionsbearbetningsfel angriper vi variablerna innan de förstör en del:
- Målstyrd kylvätskeapplikation: Översvämning av skärzonen för att omedelbart reglera temperaturen och evakuera heta spån.
- Optimerade matningshastigheter: Balans mellan spindelhastigheter och matningshastigheter för att minimera friktionsinducerad värmeuppbyggnad.
- Miljömässig stabilitet: Kontroll av den omgivande verkstadstemperaturen för att förhindra att råmaterialet expanderar innan det ens når maskinen.
MS Machining-fördelen
Vi lämnar inte tighta toleranser åt slumpen. På MS Machining är hela vår anläggning helt klimatkontrollerad för att garantera grundläggande miljömässig stabilitet. Dessutom använder vi avancerade fleraxlade precisionsbearbetningscenter som bearbetar delar i en enda inställning. Genom att minska mänsklig hantering eliminerar vi effektivt både toleransackumulering och termisk drift, vilket säkerställer att dina delar uppfyller strikta specifikationer varje gång.
Eliminering av dåliga ytfinish och chattermärken
Inget förstör en batch av komplexa delar snabbare än synliga chattermärken. Detta problem orsakas oftast av harmonisk vibration— i princip att verktyget och arbetsstycket vibrerar mot varandra under skärningen. Om det finns för mycket verktygsöverhäng eller om inställningen saknar styvhet, får du en vågig, ojämn textur som förstör din nödvändiga ytfinishens grovhet (Ra).
För att förhindra detta fokuserar vi på att störa vibrationerna innan de påverkar delen. Lösningen involverar en blandning av hårdvaruval och realtidsjusteringar:
- Maximera verktygstyvhet: Vi håller verktygsöverhäng till ett absolut minimum för att minska deformationen.
- Variabla-flöjtändfräsar: Att använda verktyg med ojämn flöjtavstånd hjälper till att bryta den harmoniska rytmen som orsakar skrammel.
- Spindelhastighetsjustering: Justera RPM för att hitta den “söta punkten” där resonansen minimeras.
På MS Machining litar vi inte bara på initial programmering. Våra skickliga maskinister övervakar CNC-verktygs slitage och skrammel aktivt, gör parameterjusteringar i realtid för att bibehålla kvaliteten. För delar som kräver en estetisk kant eller ultrajämn funktion använder vi våra interna CNC-ytslipning möjligheter. Detta säkerställer att även de mest kritiska komponenterna lämnar vår anläggning med en skinande, specifikationsenlig finish.
3. Programmerings- och verktygsbaneförluster
När man producerar komplexa bearbetade delar, kan dålig programmering leda till katastrofala verktygskollisioner eller slöseri med bearbetningstid. Även den bästa utrustningen kan inte fixa en dålig instruktion.
Den grundläggande orsaken: Varför program misslyckas
- G-kodprogrammeringsfel: Enkla stavfel eller logiska fel i maskinens kod kan krascha ett spindel direkt.
- Brist på DFM-feedback: Att skicka en design direkt till produktionsgolvet utan en granskning av Design for Manufacturability resulterar ofta i mardrömmar om verktygsbanor.
- Ineffektiva rutter: Överdriven “luftskärning” eller dåligt planerade rörelser ökar cykeltider drastiskt.
- Klareringsproblem: Felbedömning av utrymmet mellan verktyget, spindeln och monteringen orsakar destruktiva verktygskollisioner.
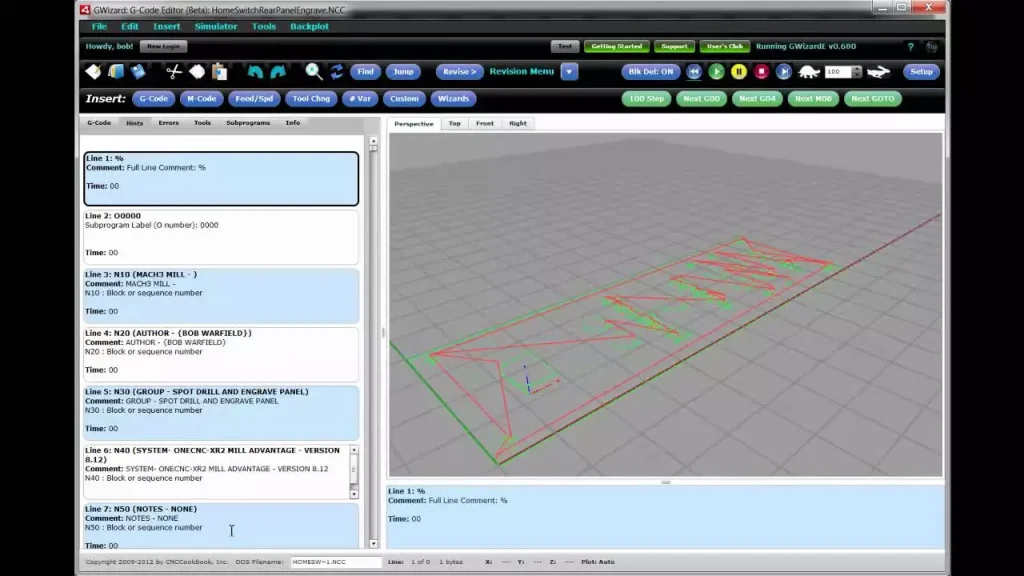
Lösningen: Simulera innan du skär
Att fånga fel digitalt sparar dyrbar metall, verktyg och driftstopp.
- Avancerad CAM-simuleringsprogramvara: Att köra en digital tvilling av bearbetningsprocessen hjälper till att upptäcka krascher och ineffektiviteter innan maskinen ens rör sig.
- Noggranna DFM-granskningar: Samarbete kring designen i förväg säkerställer att delen faktiskt är optimerad för CNC-tillverkning.
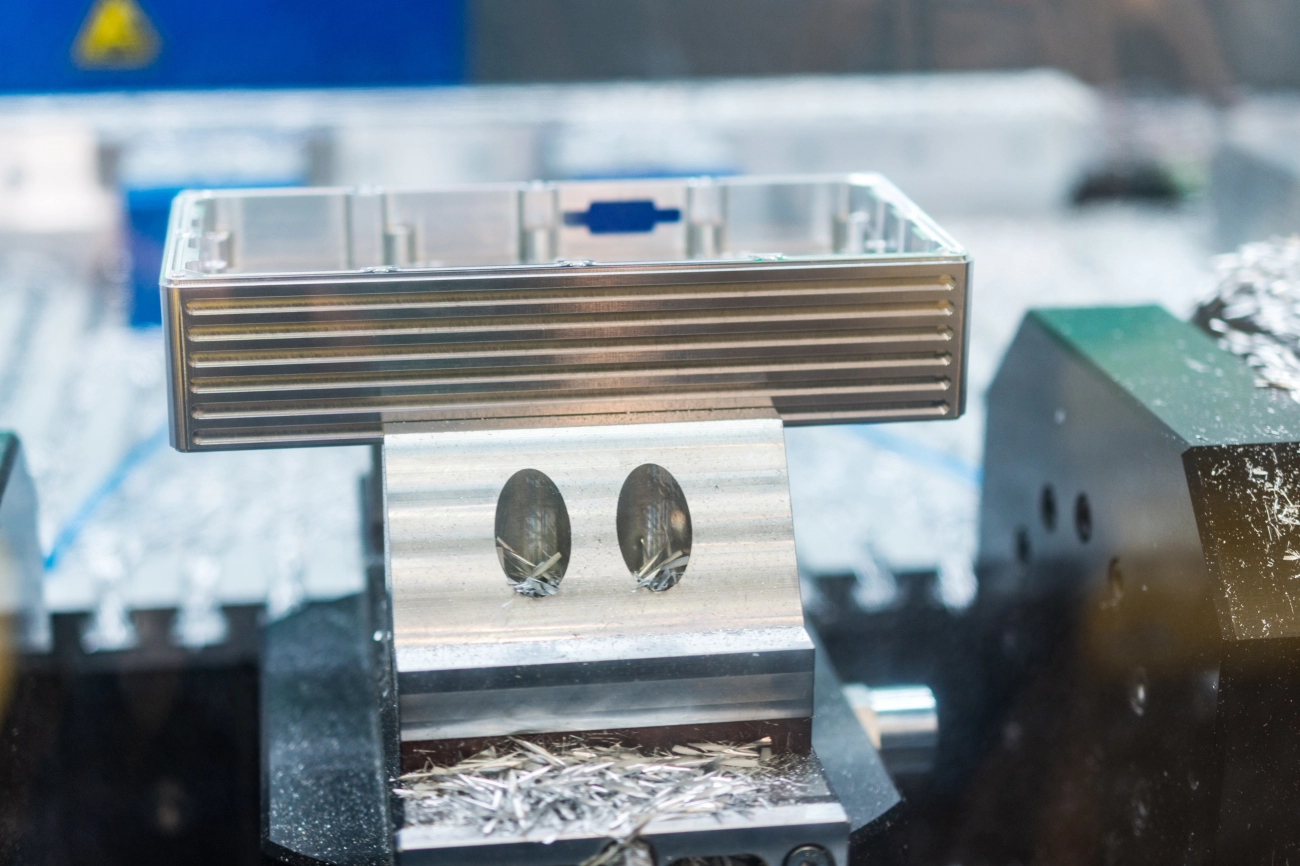
- Stabil arbetshållning: Att köra tighta, aggressiva verktygsbanor säkert kräver pålitliga CNC-fixturer för att hålla arbetsstycket exakt där programmet förväntar sig, vilket förhindrar oväntade skift.
MS Machining-fördelen
På MS Machining nöjer vi oss inte med att trycka på ‘cykelstart’ och hoppas på det bästa. Våra skickliga CNC-verktygsmakare och ingenjörer förlitar sig på fleraxlad verktygsbanekonfiguration för att garantera felfri utförande. Genom att fånga programmeringsfel i simuleringsfasen och ge ärliga DFM-feedback till våra svenska kunder eliminerar vi dessa vanliga CNC-problem tidigt. Denna proaktiva metod säkerställer att vi gör jobbet rätt första gången, vilket håller din produktionsplan stadigt på rätt spår.
4. Begränsningar med avancerade och svårskurna material
När tillverkning komplexa bearbetade delar, standardplaster och milda stål är vanligtvis ett enkelt jobb. Den verkliga utmaningen i CNC-tillverkning kommer när ditt projekt kräver avancerad bearbetning av flygmaterial. Dessa material är konstruerade för att tåla extrema miljöer, vilket innebär att de naturligt motstår att skäras.
Orsaken till
Att arbeta med högstyrkematerial som Titan och Inconel skapar en specifik uppsättning av CNC-problem. Dessa tåliga legeringar är ökända för:
- Snabb verktygsförslitning: Hårda metaller genererar enorm friktion, vilket snabbt sliter på standardskärande kanter.
- Arbetshårdning: Värmen från skärningen härdar faktiskt materialets yta, vilket gör nästa pass betydligt svårare.
- Utmaningar med chip-evakuering: Tuffa legeringar producerar ofta långa, trådliknande chips som trasslar sig runt verktyget, vilket kan leda till ytskador eller katastrofal verktygsbrott.
Lösningen & Förebyggande
Du kan inte närma dig svårskurna material med grundläggande inställningar. För att undvika allvarliga CNC-verktygs slitage och skrammel, implementerar vi strikta bearbetningsstrategier:
- Anpassad verktygssats: Vi använder specialiserade karbidunderlag och avancerade värmebeständiga verktygsbeläggningar som är specifikt utformade för superlegeringar.
- Högtryckskylledning: Ösning räcker inte. Vi skjuter högtryckskylmedel direkt mot skärzonen för att omedelbart spräcka och spola bort chips samtidigt som kärntemperaturen hålls tillräckligt låg för att förhindra arbetshårdning.
MS Machining-fördelen
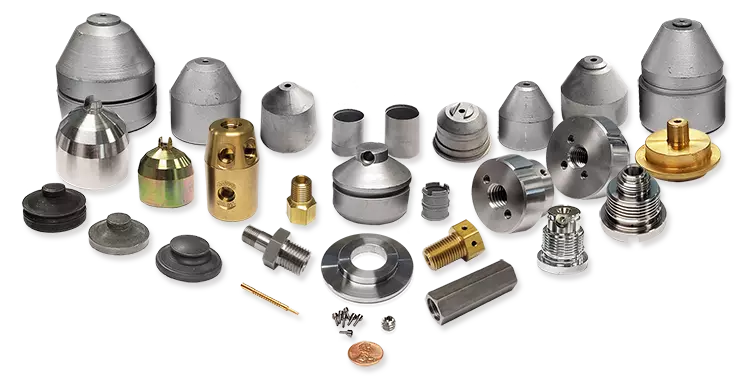
På MS Machining backar vi inte från svåra material. Vi har utformat våra processer för att hantera allt som marknaden i Sverige kräver. Oavsett om din leveranskedja kräver rigorös bearbetning av högtemp Inconel-legeringar eller precisionsarbete för skräddarsydda aluminiuminvesteringsgjutning komponenter, säkerställer våra omfattande materialkapaciteter en stabil, effektiv produktion utan de vanliga begränsningarna.
Kvalitetskontrollens flaskhalsar och monteringsförseningar
När du arbetar med komplexa maskindelar är att få den fysiska skärningen rätt bara halva kampen. Kvalitetskontroll (QC) flaskhalsar kan snabbt förstöra hela produktionsschemat om de inte hanteras korrekt.
Orsaken till
Flaskhalsar uppstår vanligtvis när inspektionsprocesserna är helt åtskilda från verkstaden. Om en verkstad skyndar sig eller hoppar över en noggrann Första Artikels Inspektion (FAI), slinker toleransproblem ofta igenom till de slutgiltiga stegen. Detta blir ett stort huvudbry i lågvolym- och högmångsproduktionsmiljöer. Med ständiga arbetsbyten innebär långsamma manuella inspektioner att QC-team alltid jagar i kapp, vilket leder till frustrerande monteringsförseningar och missade deadlines.
Lösningen & Förebyggande
För att hålla produktionen igång utan att offra kvaliteten, integrerar moderna CNC-tillverkning anläggningar inspektioner direkt i bearbetningsflödet.
- In-Process Spindelprober: Att verifiera dimensioner medan delen fortfarande är fixerad i maskinen förhindrar kumulativa fel och sparar tid.
- Strikt CMM-validering: Automatiserade koordinatmätmaskiner (CMM) säkerställer strikt toleranskontroll och ökar hastigheten i den slutgiltiga verifieringsprocessen avsevärt.
- Omfattande FAI: Att låsa fast inställningen tidigt med en strikt Första Artikels Inspektion förhindrar kostsamt skrot och omarbetning längre fram.
Hur MS Machining Hanterar Det
På MS Machining låter vi inte kvalitetskontroller bromsa din leveranskedja. Vi driver flera dedikerade QC- och monteringslinjer för att säkerställa stabil, mycket effektiv produktion. Genom att kombinera realtidskontroller under processen med avancerad CMM-verifiering garanterar vi precisionen av våra CNC-fräs- och svarvningsoperationer. Denna strömlinjeformade metod säkerställer att dina delar uppfyller strikta specifikationer och är redo för global frakt precis när du behöver dem.
Vanliga frågor om Komplexa CNC-Bearbetningsproblem
När man tillverkar komplexa maskindelar uppstår oundvikligen produktionsfrågor. Här är de vanligaste felsökningsfrågorna vi får angående typiska CNC-problem och hur vår anläggning löser dem.
Hur upprätthåller ni strikt toleranskontroll?
Vi bekämpar termisk deformation och toleransstackning genom att arbeta helt i klimatkontrollerade miljöer. För att nå exakta dimensioner på intrikata geometriska former förlitar vi oss på rigida inställningar och avancerad utrustning, vilket är särskilt kritiskt när vi använder våra 5-axlade CNC-bearbetningslösningar.
Vad orsakar dåliga ytskiktsfinish?
De främsta bovarna är vanligtvis CNC-verktygs slitage och chatter. Vi eliminerar harmoniska vibrationer genom att maximera verktygets styvhet, använda variabla-flöjtändfräsar och justera spindelhastigheter i realtid för att hålla ytskiktsytans (Ra) släthet felfri.
Hur förhindrar du programmeringsfel?
Innan något metallskärs, förlitar vi oss på omfattande CAM-programvara och rigorös DFM-feedback. Denna digitala simuleringsmetod fångar G-kodprogrammeringsfel, verktygsbaneförluster och potentiella verktygskollisioner innan de ens når verkstaden.
Kan du hantera svårskurna avancerade material?
Absolut. Tuffa flygplanslegeringar orsakar snabbt verktygs slitage och problem med chipsavlägsning om de inte hanteras korrekt. Oavsett om ditt projekt kräver standardaluminium eller specialiserad bearbetning för titan och Inconel, använder vi skräddarsydda skärsubstrat och högtryckskylsystem för att förhindra arbetsförhårdning och optimera verktygets livslängd.
Hur hanteras kvalitetskontroll i lågvolym hög-mix produktion?
Vi undviker kvalitetskontrollflaskhalsar genom att integrera inspektioner med spindelprobe i produktionsflödet direkt i vår CNC-tillverkning. Tillsammans med en strikt Första Artikelinspektion (FAI) med automatiserad CMM-verifiering garanterar vi snabb partsverifiering och strikt efterlevnad av GD&T utan att bromsa din monteringslinje.