Понимание инвестиционного литья из нержавеющей стали в современной производственной сфере
Что такое инвестиционное литьё из нержавеющей стали?
Инвестиционное литьё из нержавеющей стали, ранее известное как литье по технологии потерянного воска, — это процесс точного производства, предназначенный для создания сложных металлических компонентов с высокой точностью размеров и превосходной поверхностью. В отличие от традиционного песчаного литья, которое создает более шероховатую поверхность, современное инвестиционное литьё — особенно процесс Silica Sol используемый в MS Machining — позволяет создавать детали почти в окончательной форме. Этот метод идеально подходит для компонентов, требующих сложных внутренних геометрий или тонких стенок, которые было бы трудно или дорого производить только методом Части с высокой точностью CNC обработки. Минимизируя отходы материала и сокращая необходимость в дополнительных операциях, эта техника является важным решением для отраслей, начиная от автомобильной и заканчивая управлением жидкостями.
Как работает процесс инвестиционного литья шаг за шагом
Преобразование из исходного материала в готовый компонент включает строгую многоэтапную процедуру для обеспечения структурной целостности и точности размеров.
Впрыск воскового шаблона: Создается металлическая форма, и расплавленный воск вводится для формирования копии конечной детали.
Сборка дерева: Несколько восковых шаблонов прикрепляются к центральной восковой штанге, создавая “дерево” для пакетной обработки.
Создание оболочки (процесс Silica Sol): Восковое дерево погружается в керамическую суспензию и покрывается тонким слоем песка. Этот процесс повторяется несколько раз для создания твердой, прочной керамической оболочки.
Деваксация: Керамическая оболочка нагревается, вызывая плавление воска и его вытекание, оставляя полую полость (фаза “потерянного воска”).
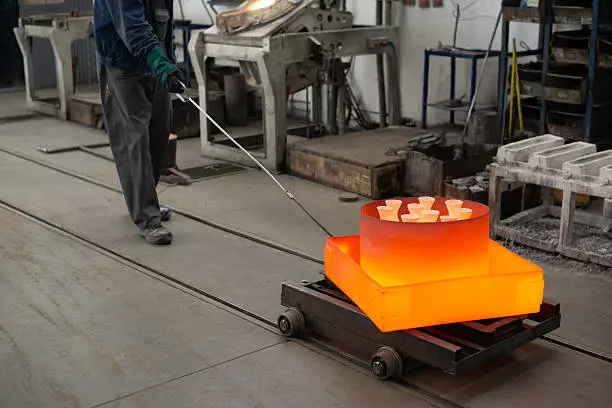
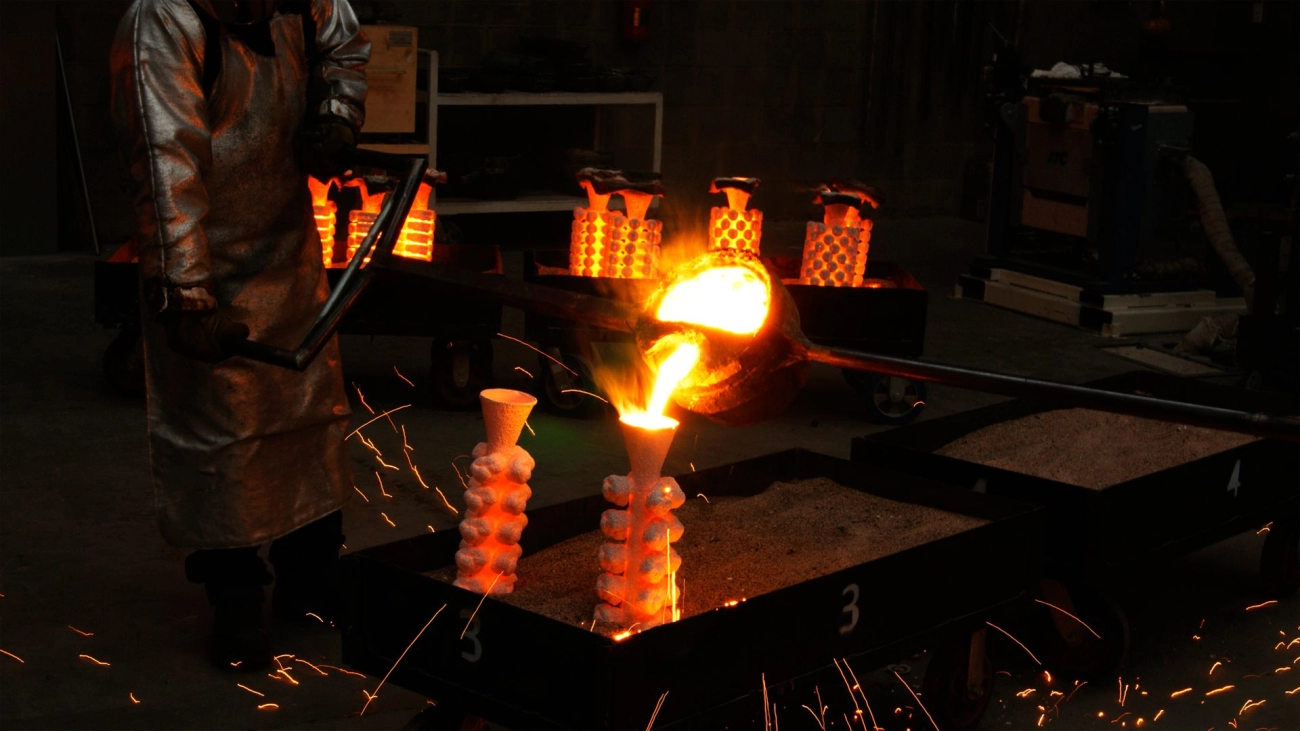
Литьё: Расплавленная нержавеющая сталь заливается в предварительно нагретую керамическую оболочку, заполняя полость для формирования детали.
Удаление и очистка: После остывания керамическая оболочка разбивается, и детали вырезаются из литниковой системы.
Отделка: Отливки проходят пескоструйную обработку, шлифовку литников и первичный осмотр перед переходом к вторичной прецизионные ЧПУ-детали обработке на станках, если требуются более точные размеры.
Распространённые марки нержавеющей стали, используемые в инвестиционном литье
Выбор правильного сплава является основополагающим для характеристик изготовленной детали. Мы поддерживаем широкий ассортимент марок нержавеющей стали, адаптированных к конкретным механическим и экологическим требованиям:
Аустенитная нержавеющая сталь (304, 304L, 316, 316L): Наиболее популярные варианты для инвестиционное литьё благодаря их отличной коррозионной стойкости и хорошим механическим свойствам. Особенно предпочтительна марка 316L для морских и химических применений.
Сталь с эффектом упрочнения осадками (17-4 PH): Выбирается для приложений, требующих высокой прочности, твердости и коррозионной стойкости, часто используется в аэрокосмической и тяжелой промышленности.
Мартенситная нержавеющая сталь (410, 420): Идеальна для деталей, требующих высокой твердости и износостойкости, таких как части насосов и клапаны.
Дуплексная нержавеющая сталь: Обеспечивает сочетание высокой прочности и исключительной стойкости к коррозии под напряжением, подходит для суровых условий эксплуатации.
Почему нержавеющая сталь часто выбирается для инвестиционного литья деталей
Когда инженеры и менеджеры по закупкам выбирают технологию производства, сочетание нержавеющей стали и инвестиционного литья часто выходит на первый план. Эта комбинация — не только о формировании металла; речь идет о создании компонентов, способных выдерживать суровые условия, сохраняя при этом точность размеров. В MS Machining мы видим на собственном опыте, как этот метод решает сложные инженерные задачи, в которых другие технологии оказываются недостаточными.
Коррозионная стойкость и стабильность материала
Основная причина, по которой наши клиенты выбирают марки нержавеющей стали, такие как 304, 316 и 316L, — их врожденная способность сопротивляться окислению и химическому воздействию. В процессе инвестиционного литья расплавленный металл затвердевает в контролируемой среде, обеспечивая однородную микроструктуру. Эта однородность критична для сохранения пассивного оксидного слоя материала, который защищает деталь от ржавчины и деградации.
Независимо от назначения компонента — морская среда, химический завод или медицинское учреждение — стабильность материала нержавеющей стали обеспечивает долгий срок службы. В отличие от покрытых покрытием деталей, где царапина на поверхности может привести к отказу, коррозионная стойкость здесь является неотъемлемой характеристикой самого материала.
Механическая прочность и долговечность для сложных условий эксплуатации
Инвестиционное литье из нержавеющей стали производит детали с исключительной плотностью и механической целостностью. Поскольку процесс минимизирует пористость по сравнению с другими методами, такими как пескоструйное литье, полученные компоненты демонстрируют превосходную прочность на растяжение и ударную стойкость.
Эта долговечность делает инвестиционное литье предпочтительным выбором для критически важных применений. Мы регулярно производим детали, которые должны выдерживать высокое давление, экстремальные температуры и тяжелые механические нагрузки без деформации. Бесшовная природа литой детали — часто заменяющая многосоставные сварные сборки — дополнительно устраняет слабые места, обеспечивая надежное решение для тяжелого промышленного оборудования и автомобильной промышленности.
Преимущества отделки поверхности и согласованности размеров
Одной из выдающихся особенностей процесса литья по моделям из силикагеля, который мы используем, является превосходная отделка поверхности, достигаемая прямо из формы. Типичные значения шероховатости поверхности варьируются между Ra 3.2 и 6.3, что значительно гладче, чем при песчаном литье. Эта возможность “приближения к конечной форме” означает, что детали выглядят профессионально и хорошо функционируют без обширной вторичной обработки.
Однако, когда конкретные сопрягаемые поверхности требуют еще более точных допусков, мы интегрируем наши возможности литья с деталями из высокоточной ЧПУ-обработки производством. Такой гибридный подход позволяет нам поддерживать отличную согласованность размеров при больших объемах производства, одновременно снижая затраты по сравнению с обработкой всей детали из цельного блока. Однородность формы обеспечивает, что каждая деталь, от первой до тысячной, соответствует одним и тем же строгим спецификациям.
Ключевые факторы для определения, подходит ли инвестиционное литье для вашей детали
Сложность геометрии детали и внутренние особенности
Если в вашей конструкции присутствуют сложные внутренние проходы, вырезы или тонкие стенки, которые трудно достигнуть с помощью режущих инструментов, инвестиционное литье, скорее всего, ваш лучший выбор. Обработка этих особенностей из цельного блока часто требует дорогих настроек с 5 осями или просто невозможна. Наш процесс литья по моделям из силикагеля позволяет создавать сложные компоненты с приближением к конечной форме, сохраняя высокую структурную целостность. Этот метод идеально подходит для деталей, при которых отходы материала при обработке были бы чрезмерными, позволяя эффективно производить сложные геометрии.
Требования к допускам и размерная стабильность
Хотя инвестиционное литье обеспечивает отличную точность по сравнению с песчаным литьем, оно обычно удерживает линейные допуски в диапазоне ISO 8062 CT4-CT6. Для многих конструктивных применений этого достаточно. Однако, если ваша задача требует сверхточных посадок — например, поверхности подшипников или канавки для уплотнений — одного сырого литья может быть недостаточно. В таких случаях мы используем гибридный подход: литье детали до приближения к конечной форме, а затем выполняем вторичную обработку для достижения финальных критических размеров. Такой баланс сочетает в себе преимущества обеих технологий: эффективность материала при литье и точность **прецизионных ЧПУ-деталей**.
Объем производства и вопросы повторяемости
Инвестиционное литье требует начальных затрат на оснастку (формы). Если вам нужен только один прототип, обработка из цельного материала обычно быстрее и дешевле, поскольку исключает затраты на оснастку. Однако, как только объем увеличивается до десятков или тысяч единиц, инвестиционное литье становится значительно более экономичным. Стоимость за единицу резко снижается, поскольку мы не обрабатываем тонны дорогой нержавеющей стали. После изготовления формы мы можем воспроизводить тысячи одинаковых деталей с высокой повторяемостью, обеспечивая стабильность вашего цепочки поставок.
Потребности в пост-обработке и вторичные операции
Большинство высокопроизводительных деталей требуют некоторой финальной обработки после литья. Мы специализируемся на снижении общей стоимости владения за счет интеграции литья с внутренней обработкой. Литье детали с минимальным допуском на обработку сокращает цикл производства финальных **прецизионных ЧПУ-деталей**. Отделка поверхности также является важным фактором; хотя наше литье обычно достигает Ra 3.2 – 6.3, многие клиенты требуют более гладкую поверхность. Мы предлагаем комплексные решения услугами по полировке нержавеющей стали для достижения электрополировки или зеркальных покрытий, осуществляя весь процесс от расплавленного металла до финальной инспекции под одной крышей.
Инвестиционное литье из нержавеющей стали и другие методы производства
Выбор подходящего метода производства редко сводится к поиску “лучшего” метода в целом, скорее — к наиболее эффективному для вашего конкретного объема и геометрии. В MS Machining мы часто помогаем клиентам переходить между этими методами по мере масштабирования их производства. Вот как инвестиционное литьё сравнивается с альтернативами.
Инвестиционное литье против ЧПУ-обработки из цельного блока
Основное отличие здесь — использование материала и время настройки. Обработка из цельного блока (подрезание) отлично подходит для небольших объемов или простых геометрий, поскольку не требует затрат на оснастку. Однако для сложных форм обработка из цельного материала создает значительные отходы и требует более длительных циклов.
Отходы материала: ЧПУ-обработка может превратить 50% или более вашего дорогого стального заготовки в стружку. Инвестиционное литье — это добавочный процесс, использующий материал только там, где он необходим.
Объем: Для 1-50 деталей выбирайте прецизионных ЧПУ-деталей. Для более чем 500 деталей инвестиции в форму для литья становятся значительно более экономически выгодными.
Гибридный подход: Наиболее эффективный путь — это часто литьё “близкое к финальной форме” с последующей вторичной обработкой. Это значительно сокращает время обработки при сохранении точных допусков качества литья из нержавеющей стали и ЧПУ-обработки.
Литьё под инвестицию против песчаного литья для деталей из нержавеющей стали
Хотя оба являются процессами литья, они обслуживают разные уровни качества. Песчаное литьё обычно дешевле для очень больших, тяжелых компонентов, где поверхность не критична. Однако процесс литья под инвестицию, который мы используем, обеспечивает лучшие результаты для прецизионных компонентов.
Обработка поверхности: Песчаное литьё оставляет грубую, зернистую текстуру (Ra 12.5+). Литьё под инвестицию обеспечивает гладкую поверхность (Ra 3.2 – 6.3), уменьшая необходимость в обширной полировке.
Допуски: Литьё под инвестицию обеспечивает гораздо более строгие линейные допуски (CT4-CT6) по сравнению с более свободными стандартами песчаного литья.
Деталь: Если у вашей детали есть сложные логотипы, тонкие стенки или мелкие внутренние проходы, литьё под инвестицию захватывает детали, которые просто не могут быть воспроизведены песчаными формами.
Литьё под инвестицию против металлоформовки (MIM)
Металлоформовка (MIM) — сильный конкурент, но обычно только для очень мелких деталей с высоким объемом производства.
Ограничения по размеру: MIM обычно ограничена деталями весом менее 100 грамм. Литьё под инвестицию универсально, подходит для деталей от нескольких грамм до 50 кг и более.
Стоимость инструмента: Формы MIM очень дорогие, часто требуют объемов свыше 10 000 для оправдания стоимости. Формы для литья под инвестицию более доступные, что делает их подходящими для средних объемов производства.
Гибкость в дизайне: Литьё под инвестицию позволяет больший простор для дизайна в отношении размера детали и вариаций толщины стенок по сравнению с строгими ограничениями MIM.
Структура стоимости: что действительно влияет на ценообразование литья под инвестицию
Стоимость инструментов и баланс долгосрочных затрат
При оценке инвестиционное литьё, первоначальный шок от стоимости часто связан с инструментами. Для создания восковых моделей, необходимых для процесса, сначала нужно обработать алюминиевую форму для инжекции. Это предварительные расходы, которых нет при чистом механическом обработке из заготовки. Однако эта структура затрат меняется в вашу пользу по мере увеличения объема. После изготовления инструмента цена за единицу значительно снижается по сравнению с обработкой из цельных заготовок. Для повторяющихся серий производство инструментов быстро окупается, делая его более выгодным для долгосрочных цепочек поставок.
Использование материала и сокращение отходов
Стали нержавеющей стали, такие как 316L или 17-4 PH, — дорогие материалы. Одним из главных факторов затрат в производстве является количество исходного материала, которое оказывается в отходах. Когда мы обрабатываем сложные геометрии из цельного блока, значительный процент материала срезается и выбрасывается. Литьё под инвестицию — это процесс “близкий к финальной форме”, что означает заливку металла в форму, уже готовую на 90-95% к финальной форме. Это значительно сокращает отходы материала, обеспечивая оплату за саму деталь, а не за стружку на станке.
Влияние припуска на механическую обработку на общую стоимость детали
В то время как литье обеспечивает общую форму, критически важные элементы часто требуют вторичных операций для соответствия жестким допускам. “Припуск на механическую обработку” — это дополнительный слой металла, который мы оставляем на отливке для последующего удаления. Правильный баланс имеет решающее значение для контроля затрат.
Слишком большой припуск: Увеличивает время обработки и износ инструмента, что приводит к увеличению затрат.
Слишком маленький припуск: Рискует неполной очисткой поверхностей, что приводит к браку деталей.
Поскольку мы занимаемся как литьем, так и производством Части с высокой точностью CNC на собственном производстве, мы оптимизируем этот припуск на этапе проектирования. Мы отливаем только необходимое количество материала для финишной обработки, сводя к минимуму время вторичной обработки — и общую стоимость вашей детали.
Отрасли, в которых обычно используется прецизионное литье из нержавеющей стали
Прецизионное литье из нержавеющей стали является основой для многих секторов, требующих компонентов, сочетающих в себе высокую прочность и исключительную коррозионную стойкость. Поскольку процесс Silica Sol допускает сложную геометрию, мы можем производить детали, которые было бы слишком дорого или невозможно изготовить другими методами. В MS Machining мы наблюдаем постоянный спрос со стороны отраслей, где отказ компонентов просто недопустим.
Промышленное оборудование и компоненты управления жидкостями
Это одно из крупнейших применений наших отливок. Системы обработки жидкостей в значительной степени полагаются на нержавеющую сталь из-за ее способности противостоять ржавчине и химическому разложению. Мы часто производим корпуса клапанов, рабочие колеса насосов и трубные фитинги которые должны надежно работать в течение длительного срока службы.
Долговечность: Детали выдерживают высокое давление и непрерывный поток без эрозии.
Точность: Жесткие допуски обеспечивают герметичные уплотнения в критически важных узлах.
Эффективность: Гладкая поверхность прецизионного литья улучшает динамику жидкости по сравнению с литьем в песчаные формы.
Автомобильная и транспортная промышленность
В автомобильном секторе стремление к повышению топливной эффективности и производительности обусловливает потребность в легких, но прочных деталях. Отливки из нержавеющей стали необходимы для выпускные коллекторы, компоненты турбонагнетателей и клапаны EGR. Эти детали должны выдерживать экстремальные тепловые циклы без деформации или трещин. В то время как литая форма обеспечивает сложную почти готовую форму, мы часто выполняем вторичные операции для превращения этих необработанных отливок в готовые Точные детали на ЧПУ которые готовы к немедленной сборке на производственной линии.
Детали для пищевой промышленности и гигиенических систем
Гигиена является обязательной в пищевой и напитковой промышленности. Мы в основном используем нержавеющую сталь 304 и 316 для этих применений, поскольку они не реагируют, безопасны для пищевых продуктов и устойчивы к агрессивным чистящим химикатам.
Мясорубки и мешалки
Компоненты для кофемашин
Клапаны для раздачи напитков
Высококачественная отделка поверхности, достигаемая с помощью нашего процесса Silica Sol, устраняет шероховатости и ямки, в которых могли бы скрываться бактерии, помогая производителям соответствовать строгим стандартам FDA и гигиены.
Компоненты для энергетики, нефти и газа
Оборудование в нефтяной и газовой отрасли сталкивается с одними из самых суровых условий на Земле, включая воздействие соленой воды, сероводорода и абразивных шламов. Мы поставляем надежные компоненты, такие как буровые инструменты, оборудование для скважин и корпуса датчиков. Использование высококачественной нержавеющей стали обеспечивает сохранение структурной целостности этих деталей под огромным давлением и в агрессивных условиях, значительно сокращая время обслуживания в удаленных местах.
Советы по проектированию для улучшения результатов при литье из нержавеющей стали с инвестиционным методом
Оптимизация дизайна вашей детали специально для процесса литья с инвестиционной формой — лучший способ снизить затраты и обеспечить структурную целостность. В MS Machining наша инженерная команда работает с вами над доработкой дизайнов для производительности (DFM), обеспечивая беспрепятственный переход от цифрового чертежа к физической детали из нержавеющей стали.
Рекомендации по толщине стенок для стабильного литья
Поддержание равномерной толщины стенок критично при литье из нержавеющей стали с инвестиционной формой, чтобы предотвратить дефекты, такие как усадка или деформация во время охлаждения. Хотя процесс Silica Sol позволяет делать более тонкие стенки по сравнению с песчаным литьем, соблюдение конкретных рекомендаций обеспечивает стабильность и качество.
Однородность: Держите толщину стенки максимально однородной по всему изделию.
Минимальная Толщина: Для большинства марок нержавеющей стали мы рекомендуем минимальную толщину стенки примерно 1,5 мм до 2 мм для небольших деталей.
Переходы: При необходимости изменения толщины используйте плавные переходы, а не резкие ступени, чтобы обеспечить равномерное течение металла и однородное охлаждение.
Уклоны, скругления и снижение напряжений
Острые углы и углы в 90 градусов являются концентраторами напряжений, что может привести к трещинам при затвердевании расплавленного металла. Правильная геометрия помогает расплавленной нержавеющей стали свободно течь в керамическую оболочку и снижает риск дефектов.
Скругления и радиусы: Всегда добавляйте радиус к внутренним и внешним углам. Это укрепляет изделие и улучшает поток материала.
Углы наклона: Хотя литье по моделям требует меньшего уклона, чем другие методы, добавление небольшого угла (от 0,5 до 1 градуса) к вертикальным стенкам помогает при снятии восковой модели из инжекционной формы, ускоряя процесс.
Ребра и ребра жесткости: Используйте ребра для усиления тонких стенок, а не для увеличения общей толщины, что экономит вес и материал.
Проектирование для литья в первую очередь, механическая обработка — второе
Самый экономичный подход — отлить почти готовую форму и оставить высокоточные работы для вторичных операций. Попытки отлить очень точные размеры напрямую могут привести к большему количеству брака. Вместо этого рекомендуется оставить припуск на механическую обработку (обычно 0,5 мм до 1 мм) на критических соединительных поверхностях.
Комбинируя геометрическую свободу литья с вторичной обработкой, мы получаем прецизионных ЧПУ-деталей которые соответствуют строгим спецификациям. Для таких элементов, как резьбовые отверстия, плотные каналы или плоские уплотнительные поверхности, зачастую более эффективно выполнить механическую обработку после литья. Наш завод интегрирует эти компонентов станка с ЧПУ непосредственно в рабочий процесс, обеспечивая получение лучших результатов в обоих видах производства без необходимости логистики между несколькими поставщиками.
Стандарты контроля качества и инспекции при литье по моделям
В MS Machining мы знаем, что самая большая сложность в производстве — это стабильность. Выбирая литье из нержавеющей стали, вы покупаете не только форму, но и механическую надежность и точность размеров. Наш процесс, сертифицированный по ISO 9001:2015, гарантирует, что каждая деталь соответствует строгим промышленным стандартам перед отправкой.
Метрическая проверка и контроль допусков
Контроль размеров критически важен, особенно при сочетании литья с вторичной механической обработкой. Для исходных отливок из модели мы обычно придерживаемся Стандарты ISO 8062 (CT4-CT6). Однако многие применения требуют более точных посадок, чем может обеспечить необработанный литой материал.
Чтобы устранить этот разрыв, мы проверяем критические характеристики с помощью передовых Координатно-измерительные машины (КИМ). Это позволяет нам подтверждать сложные геометрии и гарантировать, что любая последующая обработка после литья приводит к высококачественным металлическим деталям с ЧПУ способным удерживать допуски с точностью до ±0.005мм.
Стандартный допуск на литьё: ISO 8062 CT4-CT6
Допуск при обработке: До ±0.005мм
Метод проверки: КММ и калиброванные измерительные инструменты
Целостность поверхности и предотвращение дефектов
Основное преимущество процесса литейного моделирования с использованием силикасолового инвестиционного метода — превосходная отделка поверхности по сравнению с пескоструйным литьём. Обычно мы достигаем шероховатости поверхности Ra 3.2 – 6.3 сразу после формы.
Чтобы предотвратить распространённые проблемы, такие как пористость, усадка или включения на поверхности, мы проводим строгие визуальные инспекции и проверку давлением. Независимо от того, требуется ли электрополировка, ручная полировка или пескоструйная обработка, мы проверяем целостность поверхности на каждом этапе, чтобы обеспечить соответствие как эстетическим, так и функциональным требованиям.
Требования к испытаниям материалов и прослеживаемость
Использование неправильного сплава может привести к катастрофическим отказам в эксплуатации. Мы исключаем этот риск с помощью строгого тестирования материалов. Мы используем спектрометрический анализ для проверки химического состава каждого плавления, гарантируя, что такие марки, как 304, 316L или 17-4 PH, соответствуют точным спецификациям.
Мы обеспечиваем полную прослеживаемость наших инвестиционное литьё проектов, что даёт вам уверенность в механических свойствах материала и его коррозионной стойкости. От исходного сырья до конечного компонента мы отслеживаем данные, чтобы обеспечить соответствие вашим инженерным требованиям.
Когда литье из нержавеющей стали может быть не лучшим вариантом
Хотя литье под инвестицию является мощным инструментом для сложных компонентов из нержавеющей стали, оно не является универсальным решением для каждой производственной задачи. В MS Machining мы считаем важным использовать правильный инструмент для конкретной задачи. Есть ситуации, когда альтернативные методы, такие как прямое механическое обработка, более экономичны и логистически оправданы.
Простые геометрии при очень низком объеме
Литье под инвестицию требует создания металлической формы для производства восковых моделей. Это связано с начальными затратами на инструмент. Если ваша деталь имеет простую форму — например, базовый кронштейн, блок или вал — и вам нужно всего несколько единиц, стоимость формы, скорее всего, превысит экономию на материале. Для простых геометрий при небольших объемах (от 1 до 50 деталей) прямое механическое обработка из стандартного заготовки почти всегда более экономична, потому что вы полностью избегаете начальных затрат на инструмент.
Очень точные допуски, требующие полного ЧПУ-обработки
Литье позволяет достигать “приблизительно готовой формы”, обычно обеспечивая допуски около CT4-CT6 (ISO 8062). Однако некоторые применения требуют микронной точности по всей поверхности, а не только на отдельных элементах. Если ваш дизайн требует точных допусков по всем размерам, литье может вносить ненужные переменные. В таких случаях предпочтительнее обработки металлов на ЧПУ из цельного бруска обеспечивает наивысшую точность без риска пористости или тепловых деформаций. Мы часто рекомендуем производить **детали с точностью CNC** напрямую из заготовки, когда вся геометрия зависит от критических посадок.
Быстрое прототипирование и срочные сроки выполнения
Процесс литья под инвестицию включает несколько физических этапов: впрыск воска, создание оболочки, дегазация, заливка и охлаждение. Даже при оптимизированных сроках изготовление образцов обычно занимает 2-4 недели. Если вы находитесь на ранней стадии исследований и разработок и вам нужен физический образец в течение нескольких дней для проверки посадки, литье слишком медленное. В случае срочных сроков мы обычно рекомендуем сначала произвести прототип методом механической обработки для проверки дизайна, а затем перейти к литью под инвестицию, когда дизайн будет утвержден, а объемы оправдают переход.
Как выбрать подходящего партнера по литью под инвестицию
Выбор правильного производителя имеет решающее значение, когда ваш проект включает сложные геометрии и материалы высокой производительности. Вам нужен поставщик, который понимает не только заливку металла, но и взаимодействие сырого литья с требованиями окончательной сборки.
Инженерная поддержка и возможность обратной связи по дизайну
Ценный партнер участвует в процессе проектирования до начала производства. В MS Machining мы не просто принимаем файл и начинаем работу. Наша инженерная команда проводит тщательный анализ проектирования с учетом производимости (DFM), чтобы выявить возможные дефекты литья или ненужные расходы.
Мы ищем способы оптимизировать уклонки, снизить отходы материала и повысить структурную целостность. Если поставщик не может предоставить техническую обратную связь по вашим 2D или 3D чертежам (STEP, IGS, PDF), вы рискуете столкнуться с дорогостоящими исправлениями позже. Мы гарантируем, что ваш дизайн оптимизирован для инвестиционное литьё процесса, чтобы обеспечить стабильное качество.
Интеграция механической обработки и возможности отделки
Большинство деталей из нержавеющей стали, изготовленных методом литья, требуют вторичных операций для достижения точных допусков. Обращение к разным поставщикам для литья и механической обработки увеличивает сроки и создает пробелы в ответственности. Мы решаем эту проблему, предлагая комплексное решение, объединяющее литье и последующую обработку.
Наш завод осуществляет весь цикл работ. После процесса литья мы используем современное оборудование для фрезерование с ЧПУ достижения точных допусков до ±0.005 мм. Такая интеграция обеспечивает прецизионные ЧПУ-детали идеальную посадку без логистических головных болей при управлении несколькими поставщиками.
Преимущества интегрированного производства:
Особенность
Поставщик-одиночка (MS Machining)
Несколько поставщиков
Ответственность
Единая точка контакта по качеству
Перекладывание вины между кастером и машинистом
Время выполнения заказа
Оптимизированный процесс (2-4 недели на образцы)
Задержки из-за доставки между цехами
Стоимость
Сниженные логистические и складские расходы
Более высокие совокупные расходы на доставку и наценку
Контроль качества
Единые стандарты инспекции
Несогласованные протоколы измерений
Опыт работы с проектами литья из нержавеющей стали
Нержавеющая сталь ведет себя иначе, чем другие металлы во время охлаждения. Требуется специальная экспертиза для контроля усадки и предотвращения пористости. Мы специализируемся на процессе Silica Sol, который необходим для производства высококачественных компонентов из нержавеющей стали с превосходной поверхностной отделкой (Ra 3.2 – 6.3).
У нас есть обширный опыт работы с различными марками, включая 304, 316, 17-4 PH и дуговые нержавеющие стали. Наш процесс, сертифицированный по ISO 9001:2015, включает строгий анализ материалов с помощью спектрометров для обеспечения соответствия химического состава вашим точным требованиям. При закупке Точные детали на ЧПУ из нержавеющей стали, убедитесь, что ваш партнер имеет подтвержденный опыт работы с этими конкретными сплавами для обеспечения долговечности и надежности.

 Прецизионное литье из нержавеющей стали является основой для многих секторов, требующих компонентов, сочетающих в себе высокую прочность и исключительную коррозионную стойкость. Поскольку процесс Silica Sol допускает сложную геометрию, мы можем производить детали, которые было бы слишком дорого или невозможно изготовить другими методами. В MS Machining мы наблюдаем постоянный спрос со стороны отраслей, где отказ компонентов просто недопустим.
Прецизионное литье из нержавеющей стали является основой для многих секторов, требующих компонентов, сочетающих в себе высокую прочность и исключительную коррозионную стойкость. Поскольку процесс Silica Sol допускает сложную геометрию, мы можем производить детали, которые было бы слишком дорого или невозможно изготовить другими методами. В MS Machining мы наблюдаем постоянный спрос со стороны отраслей, где отказ компонентов просто недопустим.
 В MS Machining мы знаем, что самая большая сложность в производстве — это стабильность. Выбирая литье из нержавеющей стали, вы покупаете не только форму, но и механическую надежность и точность размеров. Наш процесс, сертифицированный по ISO 9001:2015, гарантирует, что каждая деталь соответствует строгим промышленным стандартам перед отправкой.
В MS Machining мы знаем, что самая большая сложность в производстве — это стабильность. Выбирая литье из нержавеющей стали, вы покупаете не только форму, но и механическую надежность и точность размеров. Наш процесс, сертифицированный по ISO 9001:2015, гарантирует, что каждая деталь соответствует строгим промышленным стандартам перед отправкой.