
Сравнение волоконных, CO2 и диодных лазеров
По моему опыту управления высокопроизводительными мастерскими, выбор неправильного источник фибер-лазера или типа осциллятора является основной причиной потерь материала и повреждения оптики. Для лазерной резки ЧПУ, длина волны луча должна соответствовать коэффициенту поглощения материала. Если попытаться резать отражающие сплавы несовместимым источником, существует риск обратного отражения, которое может уничтожить головка лазера для станка с ЧПУ за секунды.
Волоконные лазеры: мощь металлов
Когда проект требует высокой объемности резки нержавеющей стали или обработки отражающих материалов, таких как алюминий и медь, единственно возможный вариант — волоконный лазер.
- Длина волны: приблизительно 1,07 мкм, что идеально подходит для поглощения металлов.
- Эффективность: Высокая выходная оптическая мощность с меньшим потреблением электроэнергии.
- Лучшее применение: Промышленность фасовка листового металла где требуется высокая скорость и точность ±0,01 мм.
CO2-лазеры: превосходство в органике
CO2-лазер остается стандартом для не металлических применений. Его длина волны 10,6 мкм плохо поглощается металлами, но идеально — органическими материалами.
- Материалы: Идеально подходит для толстых акрилов (края с полированием пламенем), дерева и специализированных инженерных пластиков.
- Качество кромки: Обеспечивает более гладкую отделку на неметаллических материалах по сравнению с лазерами короткой длины волны.
- Конструкция: Использует газонаполненную трубку и внутренние зеркала, требующие более частой настройки, чем твердотельные системы.
Модули диодов: модернизация и прототипирование
A лазерный модуль для ЧПУ часто является наиболее доступной точкой входа для мастерских, уже работающих с лазерный маршрутизатор или стандартной фрезерной кареткой.
- Универсальность: Разработан как фрезерного станка с ЧПУ и лазерного гравера гибридный компонент.
- Интеграция: Может быть установлен непосредственно в корпус шпинделя для добавления cnc или лазер возможностей к трехосевому фрезеру.
- Ограничения: Меньшая мощность означает, что он предназначен в основном для резки тонких материалов и высокоточной гравировки, а не для тяжелого промышленного производства.
Сравнение производительности: мощность и скорость
| Особенность | Источник волоконного лазера | CO2 лазер | Модуль диодного лазера |
|---|---|---|---|
| Основные материалы | Металлы (углеродистая сталь, нержавеющая сталь, алюминий) | Акрил, дерево, резина | Тонкая фанера, пластики |
| Типовая мощность | 1 кВт – 30 кВт | 40 Вт – 450 Вт | 5 Вт – 40 Вт |
| Скорость резки (металл) | Ультра-высокая | Умеренная (с кислородом) | Очень низкая / не применяется |
| Обслуживание | Минимальная (твердотельная) | Высокая (выравнивание зеркал) | Заменяемый модуль |
| Эксплуатационный ресурс | Более 50 000 часов | 10 000 – 20 000 часов | 10 000 – 15 000 часов |
Использование специализированного лазерный резак с ЧПУ с источником волокон является наиболее экономичным решением для любого предприятия, ориентированного на производство металлов. Однако для комплексное производственное решение которое включает вывески или пластиковые корпуса, CO2 систему или высококлассную диодную модернизацию, обеспечивает необходимую гибкость материалов.
Освоение допусков реза и точности обработки
Точность в лазер для резки с ЧПУ начинается с понимания физики пропила. Пропил — это фактическая ширина удаленного материала во время процесса резки. Поскольку лазерный луч конический, фокус луча определяет, будут ли ваши края идеально вертикальными или слегка скошенными. Мы приоритетируем Оптимизацию ширины пропила через строгую калибровку, обеспечивая, что G-код программирования учитывает диаметр луча для поддержания точности детали.
Управление зоной теплового воздействия (ЗТВ)
In фасовка листового металла, управление Зона теплового воздействия (ЗТВ) неподлежит компромиссу, особенно с чувствительными сплавами. Избыточное тепло может изменить механические свойства металла возле реза, вызывая закалку или деформацию.
- Контроль импульсов: Мы используем высокочастотное импульсное управление для снижения теплового воздействия.
- Вспомогательный газ: Использование высоконапорного азота или кислорода помогает мгновенно охлаждать материал.
- Калибровка скорости: Поддержание оптимальной скорости подачи предотвращает “обжиг” краев деликатных деталей.
Достижение точности ±0,01 мм
Хотя стандартный лазерный резак с ЧПУ является чрезвычайно эффективным, достижение точности ±0,01 мм часто требует гибридного рабочего процесса. Для промышленных компонентов, требующих таких экстремальных допусков, мы часто используем лазер для начального профилирования, а затем переводим деталь на микрообработки ЧПУ для вторичной обработки.
Понимание что такое станок с ЧПУ для фрезерной обработки и то, как он интегрируется с лазерным выходом, позволяет нам преодолеть разрыв между быстрое прототипирование и производство с высокой толерантностью. Этот двухэтапный процесс обеспечивает соответствие даже самых сложных геометрий строгим стандартам аэрокосмической и медицинской отраслей без ущерба для скорости источник фибер-лазера.
Модернизация промышленного лазера для ЧПУ-резки

Добавление головка лазера для станка с ЧПУ является самым быстрым способом превратить стандартный инструмент мастерской в многофункциональную мощность. Независимо от того, работаете ли вы с выделенным лазерный маршрутизатор или адаптируете существующий фрезерный станок с ЧПУ, процесс модернизации сосредоточен на трех столпах: управление, безопасность и программное обеспечение.
Технические требования к управлению
Ваш контроллер должен поддерживать Сигналы PWM для регулировки выходная оптическая мощность. Большинство современных сборок с использованием GRBL or Marlin обрабатывают это нативно, обеспечивая плавное G-код программирования и масштабирование мощности во время сложных резов.
| Компонент | Требование |
|---|---|
| Контроллер | Совместимость с PWM (GRBL/Marlin/Mach3) |
| Источник питания | Выделенное питание 12V/24V для лазерный модуль для ЧПУ |
| Программное обеспечение | Совместимость с программным обеспечением LightBurn является отраслевым стандартом |
| Охлаждение | Интегрированные радиаторы или Система воздушной поддержки |
Стандарты безопасности и рабочий процесс
Безопасность — самый важный фактор при эксплуатации лазерный резак с ЧПУ. Я всегда настаиваю на полном корпусе в сочетании с защитой для глаз OD6+ для блокировки определённых лазерных длин волн. Для беспрепятственного интеграции CAD/CAM, следуйте этому локализованному рабочему процессу:
- Конструкция: Создавайте векторы в CAD-программе, обеспечивая чистоту путей.
- Обработка: Импортируйте в LightBurn для управления слоями, скоростями и Оптимизацию ширины пропила.
- Вытяжка: Установите вытяжной вентилятор с высоким расходом воздуха для удаления опасных частиц и дыма.
Эта настройка обеспечивает вашу cnc и лазерный гравёр комбо остаётся продуктивным, сохраняя высокую точность, ожидаемую в российских мастерских по производству.
Аутсорсинг против самостоятельной резки лазером на ЧПУ
Запуск отдельного лазер для резки с ЧПУ внутри компании кажется путём к полному контролю, но для большинства бизнесов “скрытые” расходы DIY быстро превосходят удобство. В то время как настольный лазерный резак с ЧПУ подходит для простых ремесел, профессиональный уровень фасовка листового металла требует уровня последовательности, который трудно поддерживать без выделенного специалиста.
Скрытые бремена обслуживания
Обслуживание мощного оборудования источник фибер-лазера включает больше, чем просто подключение к сети. Чтобы добиться промышленного уровня результатов, необходимо управлять несколькими техническими факторами:
- Выравнивание линз: Точность требует идеальной подачи луча; даже небольшое смещение портит ваш оптимизацию ширины реза.
- Потребление газа: Резка толстых листов требует высокого давления азота или кислорода, что увеличивает затраты.
- Расходные материалы: Сопла и защитные окна требуют частой замены, чтобы избежать осколков и шлака.
- Система воздушной поддержки: Профессиональные настройки требуют высокого объема воздуха для предотвращения пожаров и обеспечения чистых краев.
Масштабируемость и комплексное решение для производства
Передача работы в профессиональную мастерскую позволяет вам масштабировать от Быстрого прототипирования (3-7 дней) до массового производства мгновенно. Используя наш услуги по обработке на ЧПУ, вы обходите кривую обучения G-код программирования и устранение неполадок оборудования.
Настоящая ценность комплексное производственное решение заключается в интеграции вторичных процессов. Самодельный головка лазера для станка с ЧПУ даёт только плоскую деталь. Мы предоставляем полный рабочий процесс:
- Лазерная резка: Высокоскоростные, высокоточные резы.
- Гибка и сварка: Формирование плоских листов в функциональные корпуса.
- Обработка поверхности: Анодирование или порошковое покрытие для профессионального вида.
- Гибридная обработка: Если деталь требует больше, чем просто лазер, мы можем перейти к фрезерованию на ЧПУ с 3 или 5 осями для сложных геометрий.
Анализируя истинную стоимость услуг ЧПУ-обработки, большинство российских предпринимателей считают, что аутсорсинг обеспечивает соответствие ISO 9001:2015 и превосходное качество деталей без капитальных затрат на оборудование.
Максимизация производительности материала с помощью лазера для резки на ЧПУ
Когда мы используем лазер для резки с ЧПУ, химия материала определяет наш подход. Мы не просто “резаем” — мы оптимизируем для краевого зерна и теплового воздействия, чтобы каждая деталь соответствовала промышленным стандартам. Будь то высокопрочные сплавы или инженерные полимеры, выбор правильной Источник волоконного лазера или настройки CO2 — это разница между идеальной деталью и отходами.
Резка нержавеющей стали (304/316)
Для нержавеющей стали 304 и 316 мы делаем упор на достижение кромок без шлака. Используя высокое давление азота в качестве вспомогательного газа, мы сдуваем расплавленный металл до того, как он сможет прилипнуть к нижней стороне реза. Этот процесс необходим для наших прототипных проектов на ЧПУ 2026 , где детали должны быть готовы к сборке без дополнительной шлифовки.
Алюминий (6061/7075) и отражательность
Алюминий — это высокопроизводительный материал, но его отражательность и теплопроводность создают сложности. Мы используем лазеры на волоконных источниках высокой пиковой мощности для пробивания отражающей поверхности сплавов 6061 и 7075. Это позволяет нам сохранять точности ±0,01 мм без деформации тонкослойных листов под воздействием тепла.
Инженерные пластики: PEEK и POM (Delrin)
Не все пластики подходят для лазерной обработки, но для тех, что подходят, результаты превосходят традиционное фрезерование:
- Делрин (POM): Этот материал является любимым для лазерный резак с ЧПУ. Он чисто испаряется, оставляя отполированный, стеклоподобный край.
- PEEK: Как пластик с высокой температурой плавления, PEEK требует точной фокусировки и быстрых скоростей перемещения, чтобы предотвратить обугливание и сохранить структурную целостность.
Как комплексное производственное решение, мы балансируем эти свойства материалов с конкретными потребностями вашего проекта, чтобы обеспечить экономическую эффективность.
| Материал | Лучший тип лазера | Обработка кромки | Тепловое воздействие |
|---|---|---|---|
| Нержавеющая сталь | Волоконный | Отлично (без осколков) | Низкая |
| Алюминий | Волоконный | Чистая / полуматовая | Умеренно |
| Делрин (POM) | CO2 | Полировка пламенем | Минимально |
| PEEK | CO2 / Волоконный | Технический мат | Контролируемая |
Управление теплом и окислением
Эффективное Листовая металлообработка зависит от управления расплавом. Мы регулируем частоту и рабочий цикл лазерного импульса, чтобы минимизировать зону теплового воздействия. Для более толстых участков нержавеющей стали или алюминия наш Система воздушной поддержки настроен так, чтобы обеспечить необходимое давление PSI для очистки пропила, гарантируя, что даже самые сложные геометрии останутся чистыми и точными по размерам.
Советы по проектированию для изготовления листового металла
Оптимизация дизайна для лазер для резки с ЧПУ является наиболее эффективным способом снизить производственные затраты и повысить качество деталей. Моя команда сосредоточена на проектировании для производства (DFM), чтобы каждое Листовая металлообработка проект соответствовал Соответствию ISO 9001:2015 при этом минимизируя отходы материала.
Избегайте распространенных ошибок при проектировании
- Минимальный размер элемента: Держите отверстия и прорези в соотношении 1:1 с толщиной материала, чтобы предотвратить искажение теплом.
- Внутренние радиусы: Избегайте идеально острых внутренних углов; добавление небольшого радиуса позволяет лазеру поддерживать постоянную скорость.
- Толщина стенок: Поддерживайте минимальное расстояние между линиями реза, чтобы предотвратить Зона теплового воздействия (ЗТВ) от нарушения структурной целостности.
Вводные и выводные участки
Для обеспечения чистых точек начала мы используем Вводные и выводные участки. Эта техника размещает начальный “пробой” лазера за пределами фактической геометрии детали. К моменту, когда луч достигает периметра вашей детали, давление резки стабилизируется, обеспечивая гладкий край без окислений. Это критично для проектов, требующих точности ±0.01мм.
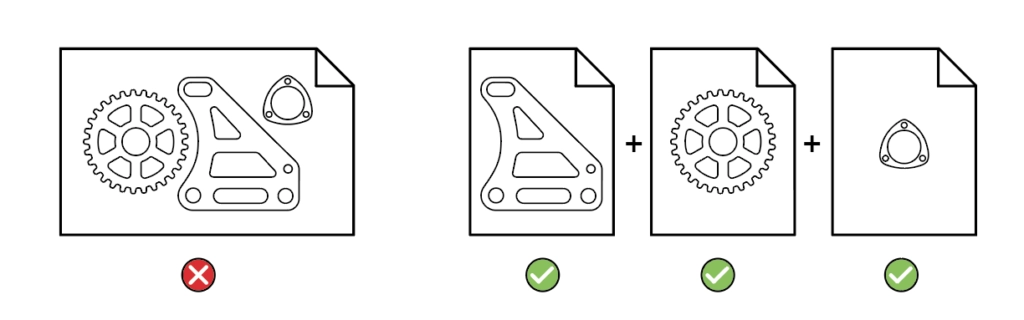
Стратегии гнездования для экономии затрат
Умный Стратегии гнездования являются основой экономически эффективного Комплексного решения для производства. Тесно укладывая детали и используя “общую линию резки” — когда один лазерный проход режет край двух соседних деталей, — мы значительно сокращаем отходы. Именно эта эффективность позволяет нам предлагать Быстрого прототипирования (3-7 дней) без типичной высокой цены. Для деталей, требующих сложных вторичных операций, мы беспрепятственно интегрируем наш лазер для резки с ЧПУ рабочий процесс с фрезеровании высокой точности для поставки готовых сборок.
Общие вопросы: лазер для ЧПУ резки
Я вижу много путаницы относительно того, как лучше всего интегрировать лазер для резки с ЧПУ в профессиональный рабочий процесс. Вот прямые ответы на вопросы, которые я чаще всего слышу от владельцев мастерских и инженеров.
Могу ли я добавить волоконный лазер к стандартному ЧПУ-станку?
Хотя вы легко можете установить диодный головка лазера для станка с ЧПУ использовать, высокомощный Источник волоконного лазера — это другая история. Стандартные станки не имеют светонепроницаемых защитных корпусов (OD6+), необходимых для работы с отражениями волоконных лазеров. Кроме того, Программирование G-кода для источника волоконного лазера часто требуется более быстрое ускорение, чем может обеспечить типичный станок с ведущим винтом. Для промышленных результатов всегда безопаснее и точнее использовать специализированную платформу для волоконных лазеров.
Резка лазером против фрезерной обработки ЧПУ
Основное отличие — контакт. фрезерные станки с ЧПУ используют вращающиеся фрезы для удаления стружки, что делает их идеальными для глубоких 3D-отверстий и тяжелых блоков. В отличие от этого, лазерный резак с ЧПУ использует тепловую энергию для плавления материала. Это позволяет добиться превосходных Оптимизацию ширины пропила, обеспечивая гораздо более плотные внутренние углы и более сложные узоры, чем физический инструмент когда-либо мог бы выполнить в Листовая металлообработка.
Пределы резки промышленной нержавеющей стали
Когда мы производству компонентов из нержавеющей стали, максимальная толщина определяется Оптическая мощность выхода.
- Источник 3 кВт: Комфортно режет до 8 мм–10 мм нержавеющей стали.
- Источник 10 кВт+: Может прорезать листы толщиной 30 мм до 50 мм, сохраняя промышленные допуски.
- Точность: Для большинства инженерных задач лазеры поддерживают точности ±0,01 мм на более тонких листах, хотя Зона теплового воздействия (ЗТВ) становится более актуальным по мере увеличения толщины.
Необходима ли система воздушной поддержки?
An Система воздушной поддержки является обязательной для любой серьезной лазерный маршрутизатор настройки. Она выполняет две важные задачи, которые напрямую влияют на вашу прибыль:
- Защита оптики: Создает постоянный поток воздуха, который предотвращает загрязнение дорогой фокусирующей линзы дымом и мусором.
- Более чистые резы: Выдувает расплавленный материал из пропила немедленно, предотвращая затвердевание шлака на нижней стороне детали, обеспечивая более чистую отделку.
| Особенность | Лазерная резка | Фрезерование на ЧПУ |
|---|---|---|
| Материальный контакт | Бесконтактный (тепло) | Физический контакт (трение) |
| Ширина пропила/инструмента | ~0,1 мм – 0,3 мм | 1,0 мм – 20 мм+ |
| Лучшее для | Сложные плоские профили | 3D-формы и тяжелые карманы |
| Скорость настройки | Очень быстрая | Умеренная (фиксация заготовки) |