
Когда мы говорим о обработку на ЧПУ, слово “отверстие” используется в свободной форме. Но в условиях производства с высокими требованиями—будь то создание аэрокосмических коллекторов, корпуса высокоскоростных редукторов или медицинских компонентов—“отверстие” редко бывает просто отверстием. Это функциональная особенность с критическими требованиями к диаметру, круглости и положению.
Здесь Обработка отверстий вступает в игру. Если сверление — это “черновая” стадия изготовления отверстия, то растачивание — “тонкая внутренняя отделка”. В этом руководстве мы раскроем, как профессиональные цеха с ЧПУ достигают субмикронной точности, почему одни отверстия стоят дороже других и как мы решаем физические проблемы, связанные с точностью глубоких отверстий.
1. Инженерная логика: почему “сверление” — это всего лишь разогрев
Честно говоря: сверла немного ленивы. Стандартное спиральное сверло — это “следящий” инструмент. У него две режущие кромки, и оно направляется своими канавками. Если сверло зацепит чуть более твердый участок в отливке или если входная поверхность не идеально плоская, кончик сверла “уйдет” или отклонится. К тому времени, как сверло достигнет дна отверстия диаметром 50 мм, оно может быть смещено на 0,1 мм. В мире точной инженерии 0,1 мм — это целая миля.
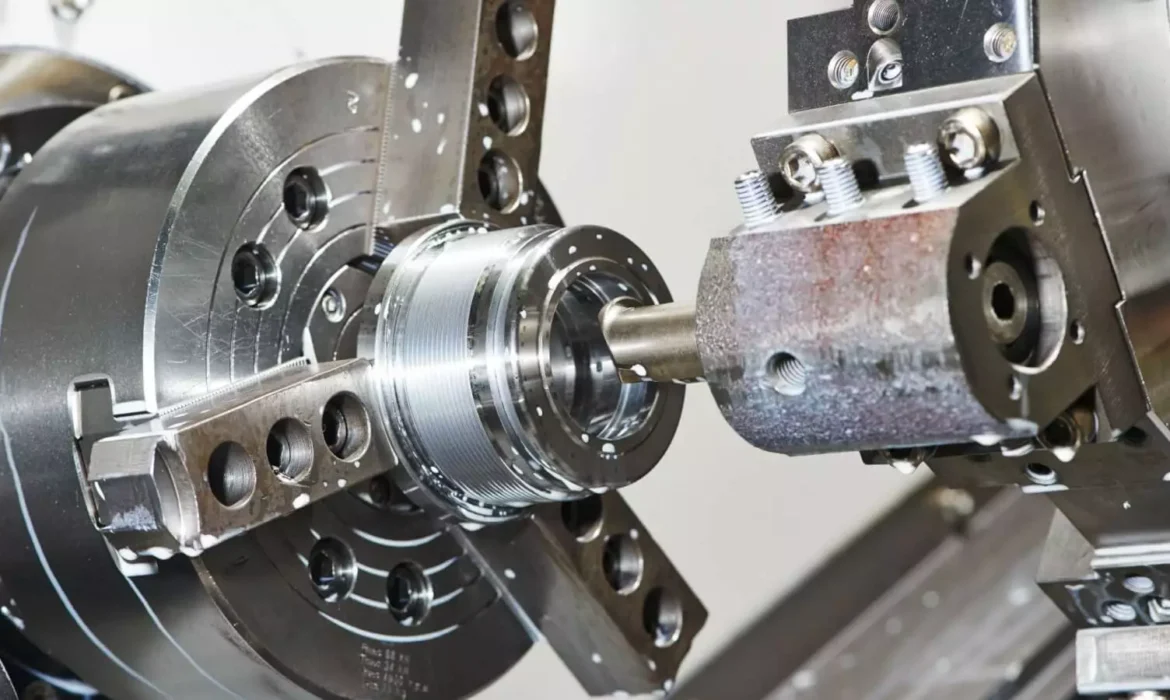
Обработка отверстий меняет правила игры, потому что использует Одноточечную резку. В отличие от сверла, расточной резец держится жестко зажатием шпинделя станка и движется по запрограммированному пути. Ему всё равно, если предварительно просверленное отверстие кривое; инструмент растачивания прорежет идеально прямой путь, основываясь на координатах X, Y и Z станка.
Это единственный способ обеспечить Истинное положение и Коаксиальность. Если у вас есть два отверстия на противоположных сторонах детали, которые должны идеально совпадать для прохождения вала, растачивание — ваш единственно надежный вариант. Мы не просто делаем отверстие больше; мы перемещаем его точно туда, где оно должно находиться в трехмерном пространстве.
2. Борьба с отклонением: соотношение L/D (глубина к диаметру)
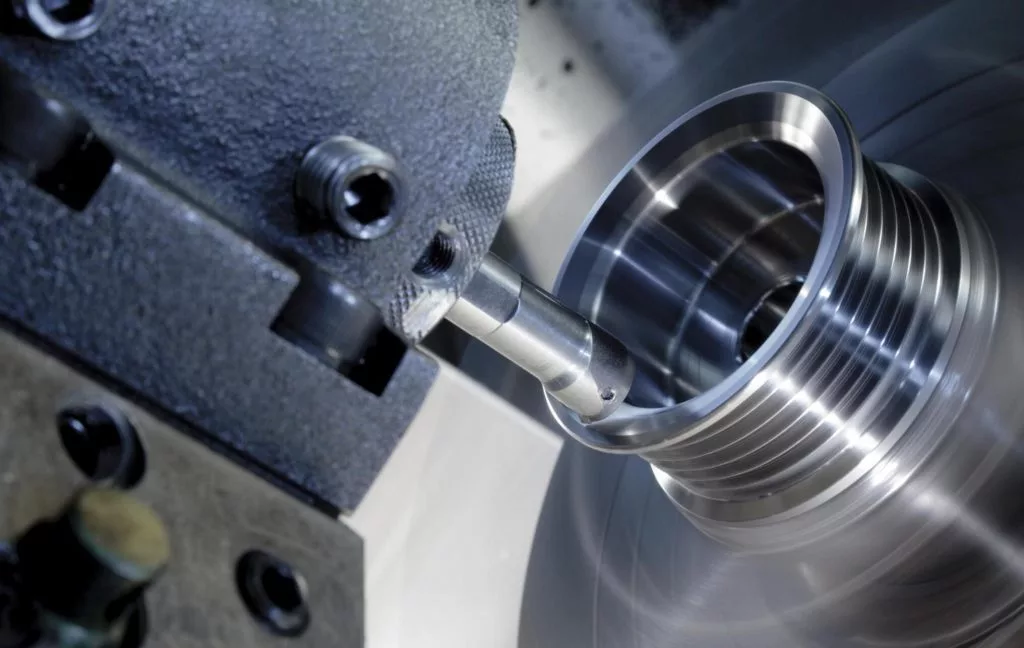
В мастерской у нас есть поговорка: “Жесткость — это король”. Самая большая техническая проблема при обработке отверстий — это Соотношение длины к диаметру (L/D). Представьте, что вы держите длинную деревянную линейку за один конец и пытаетесь прижать другой конец к столу, не позволяя ей гнуться. Это невозможно. Теперь представьте, что эта линейка — это расточка, вращающаяся со скоростью 2000 об/мин внутри блока нержавеющей стали.
Когда инструмент выступает слишком далеко, он отклоняется. Это приводит к Вибрации— тому высокочастотному писку, который оставляет “гравировку” на вашей детали. Чтобы решить эту проблему, мы выбираем инструменты на основе следующей матрицы:
Таблица 1: Выбор расточного инструмента в зависимости от глубины отверстия
| Соотношение L/D | Максимальная глубина отверстия (пример для отверстия 10 мм) | Рекомендуемый материал инструмента | Риск вибрации | Техническая стратегия |
|---|---|---|---|---|
| До 3:1 | 30 мм | Сталь стандартная | Очень низкая | Высокоскоростная, агрессивная подача. Хорошо подходит для большинства общих деталей. |
| От 4:1 до 6:1 | 40 мм – 60 мм | Тяжёлый металл / твердосплав | Средний | Уменьшите подачу; переключитесь на более жесткие хвостовики, чтобы предотвратить “трапецию”.” |
| От 7:1 до 10:1 | 70мм – 100мм | Амортизированные (настроенные) стержни | Высокая | Используйте внутренние грузы/масло для устранения вибрации. Дорогие инструменты. |
| Более 10:1 | Более 100мм | Специализированные “Тихие” инструменты | Экстремальные | Очень медленные циклы; высокий риск появления отверстий с “колоколоподобной” формой. |
Физика жестока: если удвоить длину вашего расточного стержня, он не станет в два раза “гнущимся” — он станет восемь раз более склонным к отклонениям. Именно поэтому глубокое отверстие диаметром 10 мм стоит значительно дороже, чем мелкое такое же отверстие. Как профессиональная мастерская, мы рассчитываем отклонения и выбираем материал инструмента соответственно.
3. Геометрия и “Идеальная окружность”: дело не только в размере

Отверстие может быть “правильного размера”, но “неправильной формы”. Эта концепция часто сбивает с толку команды закупок. Если вы измеряете отверстие стандартным штангенциркулем в двух точках и он показывает 25,00 мм, вы можете подумать, что оно идеально. Но если поместить его на координатно-измерительную машину (КИМ), вы можете обнаружить, что оно на самом деле овальное или “три-лепестковое” по форме.
Обработка отверстий исправляет эти геометрические ошибки. Поскольку инструмент вращается вокруг фиксированной оси шпинделя, он принуждает отверстие к истинной окружности.
Одна из распространенных проблем, которую мы видим, — Искажение зажима. Если зажать тонкостенную алюминиевую трубу в трехкулачковом патроне и затянуть, труба деформируется в легкий треугольник. Мы обрабатываем идеально круглое отверстие, но при отпускании патрона металл “отскакивает”, и отверстие внезапно перестает быть круглым. Для исправления этого мы используем “мягкие губки”, которые оборачиваются на 360 градусов вокруг детали, или специализированные гидравлические приспособления, которые равномерно распределяют давление. Это уровень детализации, необходимый для допусков IT6 или IT7.
4. Контроль чипов: тихий убийца поверхности
При наружном точении стружка отваливается от детали из-за гравитации. В сверлении отверстий стружка застревает внутри отверстия. Если стружка застревает между режущим краем и стенкой отверстия, она “перерезается”. Это вызывает некрасивые царапины и может даже привести к поломке алмазной вставки.
Профессиональное сверление отверстий основывается на Системе охлаждения через шпиндель (TSC). Мы подаем режущую жидкость под давлением от 300 до 1000 PSI прямо через центр сверлильной стойки.
- Смазка: Это снижает трение у режущего края.
- Контроль температуры: Он предотвращает перегрев инструмента, чтобы материал не прижигался к нему (накопление на режущем крае).
- Удаление стружки: Он действует как пожарный рукав, физически выталкивая стружку из отверстия.
Для слепые отверстия (отверстия, не проходящие полностью), удаление стружки еще сложнее. Часто приходится программировать циклы “пикерного” сверления или использовать специальные геометрии разрушителей стружки на наших вставках, чтобы металл выходил в виде мелких, управляемых “шестиугольных” стружек, а не длинных, опасных “струн”.”
5. Экономика точности: когда выбирать сверление, а не растачивание
Меня спрашивают это каждый день: “Разве нельзя просто расточить это отверстие? Это быстрее.” Вы правы, растачивание быстрее. Расточник имеет несколько зубьев и может пройти через отверстие за секунды. Однако растачиватель похож на поезд по рельсам — он следует существующему отверстию. Если сверленное отверстие кривое, то и расточенное будет кривым.
Таблица 2: Матрица сравнения процессов
| Особенность | Сверление (черновое) | Растачивание (финишное) | Точность обработки отверстий |
|---|---|---|---|
| Диапазон допусков | ± 0,15 мм | ± 0,01 мм | ± 0,005 мм |
| Коррекция положения | Плохо (Блуждания) | Нет (Следует за отверстием) | Отлично (Центрирование) |
| Обработка поверхности (Ra) | 3.2 – 6.3 | 0.8 – 1.6 | 0.4 – 0.8 |
| Гибкость диаметра | Фиксированный | Фиксированный | Регулируемый (Индивидуальные размеры) |
| Лучшее для | Отверстия для зазора | Массовое производство | Подшипниковые посадки / Критические посадки |
6. Наука о материалах: вызовы сверления по группам металлов
Профессиональная ЦПУ-мастерская не относится к алюминию так же, как к титану. Каждый материал имеет свою “личность” при обработке сверлом.
Таблица 3: Параметры резки и вызовы
| Группа материалов | Типичная проблема | Лучшие стратегии охлаждения | Рекомендуемый вставной элемент |
|---|---|---|---|
| Алюминий 6061 | Кромка с накаткой (липкость) | Высокое давление (затопление) | Полированный необезжиренный карбид |
| Нержавеющая сталь 304 | Рабочая закалка | Внутренний (высокое давление) | Покрытие PVD (TiAlN) |
| Сталь 4140 | Тепловое управление | Внешний / Внутренний | Покрытие CVD (толстый слой) |
| Титан Grade 5 | Экстремальное давление инструмента | Обязательный внутренний | Геометрия с высоким положительным наклоном |
7. Устранение неисправностей: почему детали иногда выходят из строя (и как мы это исправляем)
Даже с машинами за миллионы долларов физика любит оспаривать. Вот как это делает профессионал:
Отверстие с “колоколом”
Симптом: Отверстие больше у входа, чем в середине.
Исправление: Это обычно происходит из-за того, что инструмент “колеблется” при входе. Мы решаем эту проблему, замедляя скорость входа (подачу) и обеспечивая идеальное центрирование сверла перед началом резки.
Конические отверстия
Симптом: Отверстие сужается по мере углубления.
Исправление: Это вызвано износом инструмента или его отклонением. Мы решаем эту проблему, выполняя “черновую обработку” с последующей “финишной обработкой”. Финишная обработка удаляет очень мало материала (0,1 мм), что создает практически нулевое давление на инструмент и обеспечивает идеально прямую стенку.
“Метка отката” (Спиральная царапина)
Симптом: Грубая царапина по всему отверстию при извлечении инструмента.
Исправление: Мы используем Ориентированные остановки шпинделя. Машина останавливает шпиндель под точным углом, смещает инструмент на 0,1 мм от стенки (отступ) и затем возвращает его. Это добавляет 3 секунды к циклу, но гарантирует, что ваша деталь не будет выглядеть так, будто ее поцарапал кот.
8. Управление теплом: “Скрытая” переменная
Давайте поговорим о том, что большинство покупателей забывают: Тепловое расширение. Металл расширяется при нагревании. Если мы сверлим большой алюминиевый корпус редуктора, трение при резке вызывает нагрев.
Если измерить это отверстие, пока оно еще “теплое” на станке, оно может показать 50,02 мм. Но к тому времени, когда оно остынет на вашей сборочной линии, оно может уменьшиться до 49,98 мм. Поэтому мы используем Тепловую компенсацию. Мы прогреваем шпиндели станка в течение 30 минут перед обработкой одного прецизионного изделия. Также используем эталонные калибры, хранящиеся в той же температурной среде, что и детали, чтобы обеспечить измерение “яблоко к яблоку”.
9. DFM: Проектирование отверстий, которые не сломают ваш бюджет
Мы хотим, чтобы вы оставались конкурентоспособными. Если вы дизайнер, вот три способа сделать ваши детали проще (и дешевле) для сверления:
- Избегайте “Глубокого и Тонкого”: Старайтесь держать соотношение глубины к диаметру ниже 5:1. Всё, что глубже, требует специализированных, дорогих инструментов, таких как карбидные или демпфированные стержни.
- Добавьте уступ: Если у вас есть отверстие, меняющее размеры (ступенчатое сверление), добавьте небольшой уступ или вырез на плечевой части. Это значительно облегчает нам обеспечение идеальной соосности двух диаметров.
- Стандартизируйте свои допуски: Не запрашивайте ±0.005мм, если для сборки достаточно ±0.02мм. “Дополнительная” точность может удвоить время обработки из-за постоянных измерений и регулировок.
- Думайте о “Выходе”: Если это слепое отверстие, оставьте немного свободного пространства внизу. Инструменты для сверления имеют “радиус носа”, что означает, что они не могут вырезать идеально квадратный угол в 90 градусов внизу.
10. Заключение: Почему точное сверление — это выбор
В конце концов, Обработка отверстий это о спокойствии. Вы хотите получить свои детали, вставить подшипники и убедиться, что они работают идеально без лишних забот.
Обработка сверлением — это баланс науки и искусства. Требуется понимание металлургии, физики и гармоники станков. Когда вы выбираете партнера для ваших CNC-задач, вы покупаете не просто время работы станка; вы покупаете их способность управлять этими переменными.
Будь то этап прототипирования или переход к полномасштабному производству, понимание нюансов сверления отверстий поможет вам создавать лучшие детали и выбирать лучших поставщиков. Точность — это не случайность, а результат контролируемого профессионального процесса.