
Анатомия процесса: от CAD до отливки
Мы используем усовершенствованную литейное восковое моделирование методологию, которая преодолевает разрыв между цифровой точностью и металлургическим мастерством. Начинаем с высокоточного CAD-модели, что обеспечивает соответствие каждому алюминиевому инвестиционному литью строгим по точности размеров требованиям с самого начала.
3D-печатные жертвенные модели
Для сложных геометрий и быстрого прототипирования мы применяем высокоточные 3D-печатные жертвенные модели. Эта технология исключает необходимость в дорогостоящем твердом инструменте на этапе проверки, что позволяет:
- Быстрые итерации дизайна без больших начальных затрат.
- Сложные внутренние решетки и уступы.
- Достижение почти готовой формы что снижает материальные отходы.
Сборка дерева и оптимизация системы заливки
Индивидуальные модели монтируются на центральный распылитель, образуя “дерево отливки”. Мы уделяем особое внимание проектированию системы заливки оптимизировано за счет моделирование затвердевания для обеспечения ламинарный поток. Этот важный инженерный этап предотвращает турбулентность, которая обычно приводит к захвату воздуха и окислам, обеспечивая превосходный контроль пористости.
Создание керамической оболочки
Сборка многократно погружается в высококачественную огнеупорную суспензию и покрывается штукатуркой для создания надежной керамической оболочечной формы. Этот слойный процесс разработан для обеспечения превосходной шероховатости поверхности (RMS) и тонких деталей, которые отличают наши продукты литья из алюминия по инвестиционной технологии.
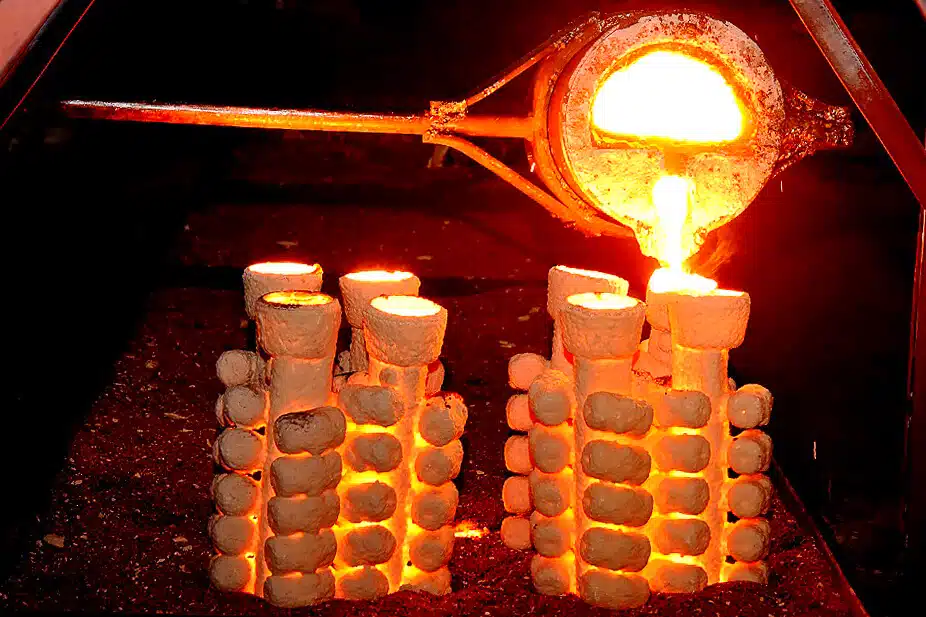
Удаление воска, обжиг и заливка с вакуумной помощью
После затвердевания оболочки, жертвенный материал удаляется с помощью парового автоклава. Затем форма обжигается для достижения максимальной устойчивости к термическому шоку.
| Этап | Ключевая техническая особенность | Инженерная выгода |
|---|---|---|
| Удаление воска | Автоклав высокого давления | Предотвращает трещины корпуса и напряжение расширения |
| Обжиг | Контролируемый тепловой подъем | Удаляет остаточную влагу и летучие вещества |
| Литье | Вакуумное литье | Обеспечивает тонкостенное алюминиевое литье до 0,75 мм |
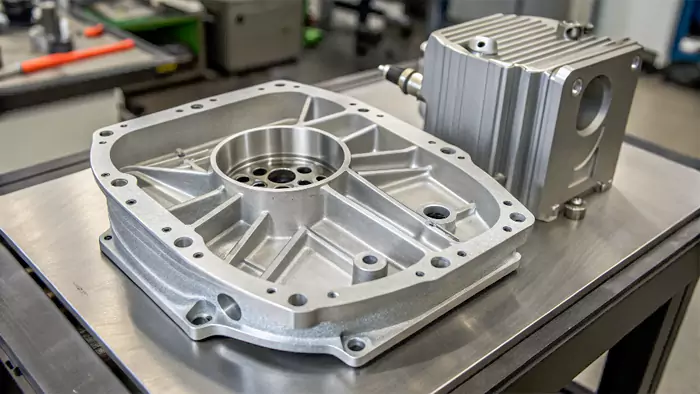
Удаление и отделка
После контролируемого охлаждения мы используем высокочастотное вибрационное оборудование для удаления оболочки. Процесс завершается точной обрезкой литников и шлифовкой. В результате получается компонент, который часто обходится без тяжелых вторичной ЧПУ обработки, обеспечивая высокопроизводительную деталь, готовую к финальной сборке.
Лучшие сплавы для алюминиевого инвестиционного литья

Производительность вашего конечного компонента полностью зависит от химического состава металла. Мы сосредоточены на подборе материалов, соответствующих конкретным требованиям вашей области применения — будь то снижение веса, тепловое управление или прочность — к правильному классу алюминия. Использование правильного материала обеспечивает наши точные детали литья под давлением соответствие строгим стандартам аэрокосмической и медицинской промышленности.
Структурные марки A356 и A357
Это основные выборы для алюминиевому инвестиционному литью когда структурная целостность является неприемлемой.
- Алюминий A356.0 T6: Это рабочая лошадка отрасли. Он предлагает идеальный баланс литейных свойств, герметичности под давлением и коррозионной стойкости.
- A357: Альтернатива с более высокой прочностью, часто используемая для критических компонентов, требующих превосходных механических свойств и высокой стойкости к усталости.
Производительность 319 и 713 (Tenzalloy)
- Сплав 319: Известен своей высокой текучестью и отличными свойствами “как-отлитый”. Особенно ценится за свою обрабатываемость после литья, что делает его идеальным для деталей, требующих обширной вторичной ЧПУ обработки.
- 713 (Tenzalloy): Этот сплав меняет правила игры для крупных или сложных деталей, поскольку достигает высокой прочности за счет естественного старения. Пропуская интенсивную термическую обработку, мы исключаем риск деформации размеров, сохраняя высокую растяжимость.
Сплавы с высокой теплопроводностью
Для сектора электроники и электромобилей мы используем специальные сплавы, предназначенные для максимального рассеивания тепла. Эти материалы необходимы для жидкостных систем охлаждения аккумуляторов и теплоотводов высокой плотности. Тщательно контролируя расстояние между ветвями дендритов (DAS) во время охлаждения, мы обеспечиваем незагороженный тепловой путь, что обеспечивает максимальную производительность в сложных условиях.
| Класс сплава | Ключевое преимущество | Типичное применение |
|---|---|---|
| A356 | Соотношение прочности к весу | Аэрокосмические кронштейны, топливные системы |
| 319 | Литейность и обработка | Детали двигателя, крышки |
| 713 | Не требуется термическая обработка | Высокопрочные каркасы |
| Специальность | Теплопроводность | Корпусы электродвигателей, теплоотводы |
Литьё под инвестиции против альтернативных методов производства
Выбор подходящего метода производства для литьё под инвестиции из алюминия включает взвешивание компромиссов между начальными затратами, сложностью детали и эффективностью использования материала. Хотя мы отлично справляемся с производством высокоточных компонентов, “лучший” метод полностью зависит от требований вашего проекта.
Литьё под инвестиции против литейного формования
Основное отличие здесь — объем против универсальности. Литейное формование превосходит по объему серий, но амортизация инструмента может стать значительным финансовым препятствием для небольших партий.
- Стоимость инструмента: Формы для литья под инвестиции значительно дешевле, чем формы для высоконапорного литейного формования.
- Свобода в дизайне: Мы используем литейное восковое моделирование метод для производства сложных внутренних геометрий и вырезов, которые физически невозможно извлечь из постоянной формы для литейного формования.
Литьё под инвестиции против песочного литья
Когда ваш проект требует превосходных по точности размеров и изысканного шероховатости поверхности (RMS), литьё под инвестиции — очевидный победитель.
- Обработка поверхности: Песочное литьё оставляет зернистую, пористую текстуру. Наш процесс с керамической оболочкой обеспечивает гладкую, профессиональную отделку прямо из формы.
- Точность: Мы поддерживаем гораздо более строгие допуски, уменьшая необходимость в агрессивных быстрой ЧПУ-обработки для исправления “смещённых” или oversized особенностей, характерных для песчаных форм.
Литьё по моделям против полного ЧПУ-обработки
Многие инженеры ошибочно полагают, что обработка детали из цельного блока — единственный способ добиться точности. Однако использование алюминиевого литья по моделям обеспечивает почти готовой формы что значительно сокращает затраты на производство.
- Отходы материала: ЧПУ-обработка может привести к потере до 80% материала для сложных деталей. Мы отливаем только то, что необходимо.
- Сроки выполнения: Отливка основной формы значительно сокращает время обработки на фрезерном станке. Затем мы используем прецизионной ЧПУ-фрезеровке техники только на критически важных сопряжённых поверхностях, что даёт вам лучшее из обоих миров: эффективность литья и точность обработки.
Быстрая сравнительная таблица
| Особенность | Литьё по моделям | Литейное формование | Песочное литье | Полная ЧПУ-обработка |
|---|---|---|---|---|
| Начальные затраты на оснастку | Умеренно | Высокая | Низкая | Нет |
| Поверхностная отделка (RMS) | Отлично | Очень хорошо | Плохой | Отлично |
| Сложность проектирования | Высокая | Умеренно | Низкая | Очень высокий |
| Эффективность использования материалов | Высокая | Высокая | Умеренно | Низкая |
| Стоимость за единицу (при среднем объёме) | Низкая | Умеренно | Умеренно | Высокая |
Проектирование для успеха: DFM алюминиевого литья по моделям
Правильное оформление вашего проекта до изготовления первой формы — единственный способ обеспечить экономически эффективную и высокопроизводительную деталь. Когда мы говорим о алюминиевому инвестиционному литью, основное преимущество — достижение почти готовой формы что сокращает необходимость в дорогостоящей вторичной обработке. Однако следование нескольким основным принципам проектирования для производства (DFM) — это то, что отличает успешный запуск от кошмара с большим количеством брака.
Точность и размерная точность
Одним из главных преимуществ литейное восковое моделирование является невероятное по точности размеров которого мы можем добиться. В отличие от песочного литья, этот процесс позволяет гораздо точнее контролировать сложные геометрии. В то время как стандартные допуски впечатляют, выбор премиум-точности может устранить многие последующие этапы. Если вашему проекту нужны ещё более точные посадки, мы часто интегрируем наши кастомных услуг по ЧПУ-обработке чтобы соответствовать этим ультра-критическим характеристикам.
| Особенность | Стандартная точность | Премиальная точность |
|---|---|---|
| Линейное допускание | ±0.005 дюйм/дюйм | ±0.003 дюйм/дюйм |
| Угол наклона | 0.5° – 1.0° | 0.0° – 0.5° (в отдельных областях) |
| Толщина стенки | 1.5 мм (0.060″) | 0.75 мм (0.030″) |
Оптимизированная толщина стенки и углы наклона
Мы специализируемся на тонкостенное алюминиевое литье, приближая границы к 0.75 мм–1.5 мм секциям. Для этого используются специальные методы заливки и формовки, чтобы обеспечить заполнение формы металлом до его затвердевания.
- Толщина стенок: Держите переходы плавными. Радикальные изменения между толстыми и тонкими участками могут вызвать усадку или “осадки”.”
- Углы наклона: Большинство процессов требуют 3° до 5°, но литьё под инвестиции из алюминия уникальны. Поскольку керамическая оболочка удаляется с детали, нам нужен только минимальный 0.5° до 1° наклон для снятия воскового шаблона с первоначальной оснастки.
- Скругления и радиусы: Острые углы — враг. Мы рекомендуем щедрые скругления, чтобы предотвратить концентрацию напряжений и “горячие трещины” во время охлаждения. Это сохраняет высокую структурную целостность детали и снижает процент брака.
Сосредоточившись на этих геометрических параметрах, вы максимально повышаете эффективность алюминиевому инвестиционному литью процесса, гарантируя, что ваши детали будут легче, прочнее и готовы к эксплуатации с минимальными отходами.
Обеспечение совершенства: качество и вторичная обработка
В нашем алюминиевому инвестиционному литью в процессе “достаточно хорошо” не существует. Мы рассматриваем обеспечение качества как основу нашего производства, гарантируя, что каждый компонент, который мы отправляем, готов к высокопроизводительной работе. Сочетая тщательное тестирование с передовой постобработкой, мы поставляем алюминиевые отливки по выплавляемым моделям которые соответствуют самым строгим аэрокосмическим и медицинским стандартам.
Неразрушающий контроль (НК) и анализ
Мы используем многоуровневый подход для проверки целостности каждой отливки. Наши внутренние протоколы направлены на устранение скрытых дефектов и обеспечение контроль пористости до того, как деталь попадет на вашу сборочную линию.
- Рентгеновский контроль: Жизненно важен для обнаружения внутренних пустот или включений, которые могут поставить под угрозу структурную целостность.
- Спектрографический анализ: Мы проверяем химический состав расплава в режиме реального времени, чтобы убедиться, что сплав соответствует точным сертификатам материалов.
- Измерительный контроль: Использование КИМ (координатно-измерительных машин) для проверки по точности размеров по вашей CAD-модели.
Термическая обработка для максимальной производительности
Чтобы максимально использовать алюминия A356.0 T6 и других специализированных сплавов мы применяем точные термические циклы. Этот процесс оптимизирует расстояние между ветвями дендритов (DAS) и значительно повышает механические свойства.
- Закалка T5: Охлаждение после процесса формовки при повышенной температуре с последующим искусственным старением для обеспечения размерной стабильности.
- Твердение T6: Полная термическая обработка с растворением и искусственным старением, предназначенная для максимальной прочности на растяжение и пластичности.
Точные вторичные операции
Несмотря на то, что мы достигаем впечатляющих почти готовой формы результатов благодаря литейное восковое моделирование, критически важные функции часто требуют более точных допусков, чем может обеспечить форма. Мы предлагаем комплексные решения по точной ЧПУ обработке для устранения разрыва между допусками литых изделий и требованиями к экстремальной точности.
| Операция | Точность / Стандарт | Ключевое преимущество |
|---|---|---|
| Вторичная ЧПУ обработка | +/- 0.005мм | Обеспечивает критические посадки подшипников и сложные сопряжённые поверхности. |
| Улучшение поверхности | Повышенный RMS | Снижает шероховатости поверхности (RMS) для уплотнений высокого давления. |
| Анодирование и покрытие | MIL-СПЕЦ | Улучшает коррозионную стойкость и твердость поверхности. |
При оценке сталь против алюминия ЧПУ обработка для отделки после литья алюминия высокая обрабатываемость позволяет нам соответствовать этим сверхточным спецификациям, одновременно контролируя ваши амортизация инструмента и общие затраты на единицу продукции.
Промышленные применения: там, где точность встречается с производительностью
Наша алюминиевому инвестиционному литью решения обслуживают сектора, где отказ недопустим. Поставляя почти готовой формы компоненты, мы помогаем инженерам преодолевать разрыв между сложной геометрией и требованиями к высокой прочности.
Аэрокосмическая и оборонная промышленность
В небе важен каждый грамм. Мы производим алюминия A356.0 T6 структурные кронштейны и сложные компоненты топливных систем, которые ориентированы на снижение веса без ущерба для целостности.
- Топливные системы: Сложные внутренние каналы, отлитые с высокой точностью разрешения.
- Структурные кронштейны: Высокопрочные детали, предназначенные для выдерживания экстремальных вибраций и нагрузок.
Автомобильные и электромобильные инновации
Переход на электромобили увеличил спрос на высококачественные литьё под инвестиции из алюминия детали. Наш литейный завод специализируется на тонкостенных секциях, необходимых для современной тепловой защиты и корпуса.
- Корпуса аккумуляторов: Легкая, прочная защита для высоковольтных элементов.
- Корпуса двигателей: Эффективное рассеивание тепла за счет встроенных охлаждающих ребер.
Производство медицинских устройств
Медицинские специалисты полагаются на продукты литья из алюминия по инвестиционной технологии для инструментов, которые одновременно легкие и эргономически сложные. Поскольку эти инструменты требуют крайней точности, многие компоненты проходят вторичной ЧПУ обработки для достижения окончательных допусков. Чтобы обеспечить долговечность и устойчивость к стерилизации, мы также предлагаем анодирование для алюминия в качестве стандартной отделки.
- Ручки хирургических инструментов: Контурные дизайны для превосходного захвата и контроля.
- Осветительное оборудование: Жесткие, легкие рамы для портативных диагностических и рентгеновских устройств.
Часто задаваемые вопросы о литье из алюминия по инвестиционной технологии
Сколько стоит оборудование для литья из алюминия по инвестиционной технологии?
Начальная стоимость алюминиевому инвестиционному литью оборудования обычно составляет от $1 500 до $10 000+, в зависимости от сложности детали и количества полостей в восковой форме для инжекции. Хотя первоначальная цена выше, чем у песочного литья, амортизация инструмента является очень эффективным для серийных и среднеобъемных партий. Поскольку этот процесс обеспечивает почти готовой формы, вы значительно экономите на отходах сырья и рабочей силе.
Какое типичное время выполнения заказа для прототипа и производства?
Мы быстро движемся, чтобы ваши проекты оказались у вас:
- Прототипное литье: Используя 3D-печатные жертвенные модели, мы можем пропустить сложное оборудование и доставить литьё прототипов уже за короткое время 2-4 недель.
- Производство: Традиционный литейное восковое моделирование использование постоянных металлических пресс-форм обычно требует 8 до 12 недель для первого образца, учитывая изготовление инструмента и проверку процесса.
Может ли инвестиционное литьё заменить сложные многочастные сборки с ЧПУ?
Да. Одним из главных преимуществ этого процесса является консолидация деталей. Мы часто можем отлить один сложный компонент, который заменяет сборку из пяти или шести отдельных частей. Это исключает время сборки, снижает риск протечек в гидравлических системах и уменьшает общие затраты на один экземпляр. Для функций, требующих экстремальных допусков, мы предоставляем услуги по прототипированию для уточнения критических монтажных поверхностей или резьбовых отверстий.
Какое качество поверхности (RMS) я могу ожидать от формы?
Отрасль керамической оболочечной формы используемый в этом процессе материал обеспечивает исключительное шероховатости поверхности (RMS), обычно в диапазоне от 60 до 125 микронных дюймов. Это значительно превосходит качество поверхности при песчаном литье. Для многих промышленных применений эта “как отлитая” поверхность достаточно гладкая для использования без дополнительной вибрационной обработки или полировки, что дополнительно сокращает этапы производства.