Вы боретесь с бракованными деталями и перерасходом бюджета на самые сложные конструкции?
Возможно, вы уже знаете, что строгие геометрические допуски и твёрдые материалы не оставляют места для ошибок.
Но что именно вызывает эти высокорискованные дефекты?
Ну, вы попали в нужное место.
Обрабатывая сложные детали день за днём, я могу сказать одно — самые дорогостоящие ошибки в сложной ЧПУ-обработке не случаются случайно.
На самом деле, именно этот подход мы используем для строгого контроля качества и поставки безупречных компонентов для самых требовательных отраслей мира.
Так что, если вы хотите остановить задержки при сборке и довести производство до совершенства, это руководство для вас.
Давайте начнем.
Неточные допуски и смещение размеров
Борьба с ошибками точной обработки
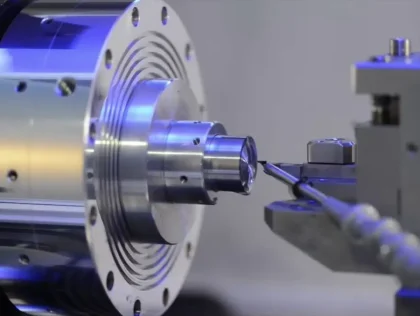
При работе с сложные обработанные детали, достижение и поддержание жесткий контроль допусков является нашим приоритетом. Как знают инженеры и специалисты по закупкам, ничто так быстро не нарушит график сборки, как детали, выходящие за рамки спецификаций из-за смещения размеров.
Причина корня
Почему происходит смещение размеров? В сложной ЧПУ-обработке это обычно сводится к двум основным причинам:
- Термическая деформация при обработке: Трение вызывает сильное нагревание. Это тепло вызывает расширение заготовки или режущего инструмента во время реза. После охлаждения металл сжимается и выходит за допуски.
- Накопление допусков: При обработке многогранных деталей, требующих нескольких ручных настроек, микроскопические ошибки выравнивания накапливаются с каждым переворотом, вызывая значительные геометрические отклонения.
Решение и профилактика
Чтобы предотвратить эти ошибки точной обработки, мы воздействуем на переменные до того, как они испортят деталь:
- Целенаправленное применение охлаждающей жидкости: Заливка зоны резания для мгновенного регулирования температуры и эвакуации горячих стружек.
- Оптимизированные скорости подачи: Балансировка скоростей шпинделя и скоростей подачи для минимизации нагрева из-за трения.
- Экологическая стабильность: Контроль температуры окружающей среды в цехе для предотвращения расширения сырья до того, как оно попадет на станок.
Преимущество MS Machining
Мы не оставляем точные допуски на удачу. В MS Machining весь наш цех полностью контролируется климатом для обеспечения базовой экологической стабильности. Более того, мы используем современные многоосевые станки с высокой точностью, которые обрабатывают детали за один настрой. Снижая человеческое вмешательство, мы эффективно исключаем накопление допусков и тепловое смещение, обеспечивая соответствие ваших деталей строгим спецификациям каждый раз.
Исключение плохой поверхности и следов вибрации
Ничто так быстро не портит партию сложных деталей, как видимые следы вибрации. Эта проблема обычно вызывается гармоническими колебаниями— по сути, вибрацией инструмента и заготовки друг против друга во время резания. Если есть слишком большой свес инструмента или настройка недостаточно жесткая, получается волнистая, неравномерная текстура, которая разрушает требуемую шероховатость поверхности (Ra).
Чтобы предотвратить это, мы сосредотачиваемся на разрушении этой вибрации до того, как она повлияет на деталь. Решение включает в себя сочетание аппаратных решений и корректировок в реальном времени:
- Максимизация жесткости инструмента: Мы сводим свес инструмента к абсолютному минимуму, чтобы снизить прогиб.
- Фрезы с переменным числом канавок: Использование инструментов с неравномерным расположением канавок помогает разрушить гармонический ритм, вызывающий вибрацию.
- Настройка скорости шпинделя: Настройка оборотов для поиска “золотой середины”, при которой минимизируется резонанс.
В компании MS Machining мы не полагаемся только на начальное программирование. Наши опытные токари следят за износом CNC-инструментов и вибрациями активно, внося корректировки параметров на лету для поддержания качества. Для деталей, требующих эстетической границы или сверхгладкой функции, мы используем наши внутренние возможности полировки поверхности CNC Это обеспечивает, что даже самые критические компоненты покидают наше предприятие с безупречной, соответствующей спецификациям отделкой.
3. Неэффективность программирования и маршрутов инструмента
При производстве сложные обработанные детали, плохое программирование может привести к катастрофическим столкновениям инструмента или потере времени на обработку. Даже лучшее оборудование не исправит плохой набор инструкций.
Основная причина: почему программы не работают
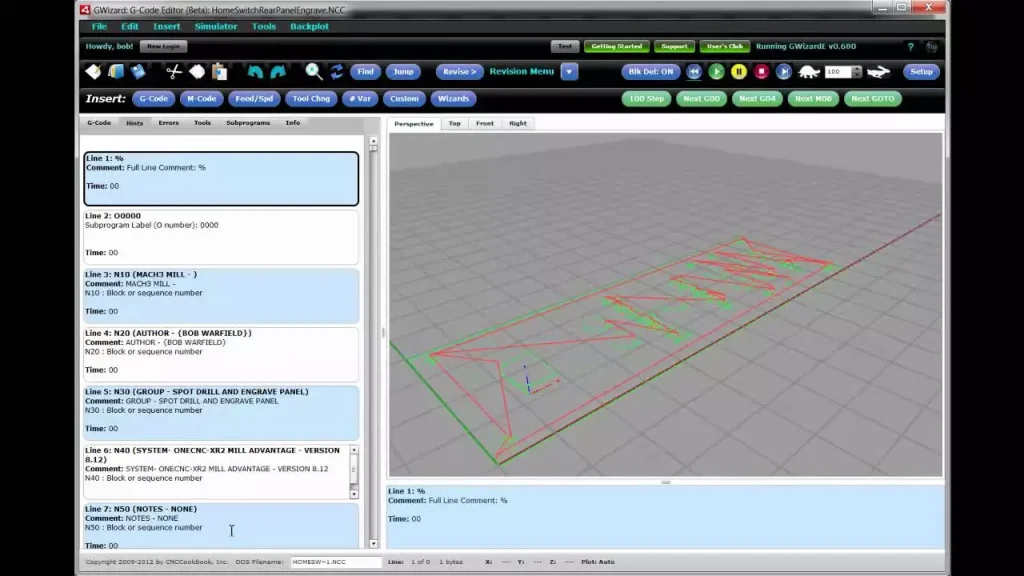
- Ошибки в программировании G-кода: Простые опечатки или логические ошибки в коде станка могут мгновенно привести к аварии шпинделя.
- Отсутствие обратной связи DFM: Проведение проектирования прямо на производственной площадке без проверки на производимость часто приводит к кошмарам с маршрутами инструмента.
- Неэффективные маршруты: Избыточное “воздушное” резание или плохо спланированные движения значительно увеличивают время цикла.
- Проблемы с зазором: Недооценка пространства между инструментом, шпинделем и установкой вызывает разрушительные столкновения инструмента.
Решение: моделируйте перед резкой
Обнаружение ошибок в цифровом виде экономит дорогостоящий металл, инструменты и время простоя.
- Передовое программное обеспечение для симуляции CAM: Запуск цифрового двойника процесса обработки помогает обнаружить столкновения и неэффективность до того, как станок начнет движение.
- Тщательные обзоры DFM: Совместная работа над проектом на этапе разработки гарантирует, что деталь действительно оптимизирована для обработки на ЧПУ.
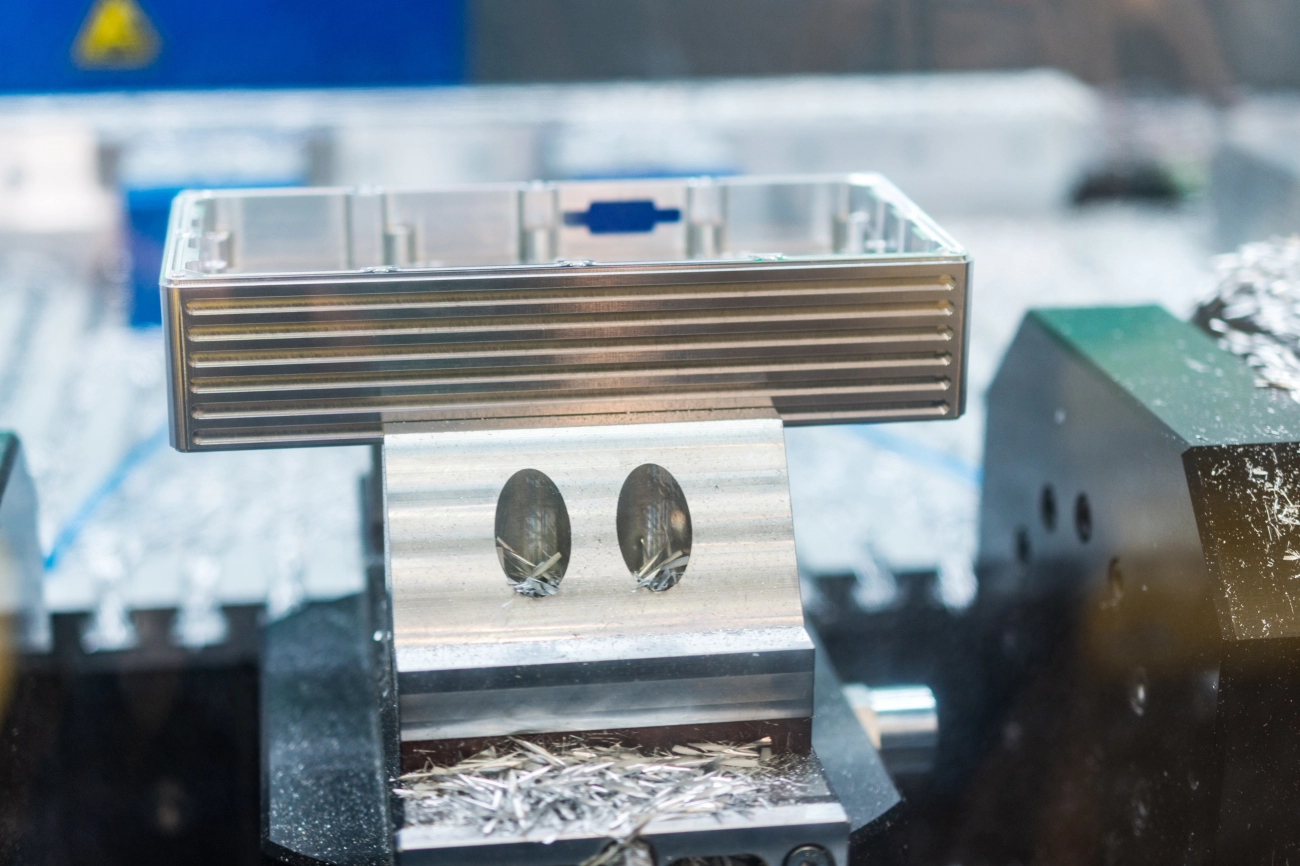
- Стабильное закрепление заготовки: Безопасное выполнение плотных, агрессивных траекторий инструмента требует надежных фиксаторов CNC чтобы удерживать заготовку точно там, где ожидает программа, предотвращая неожиданные смещения.
Преимущество MS Machining
В MS Machining мы не просто нажимаем ‘старт цикла’ и надеемся на лучшее. Наши опытные операторы ЧПУ и инженеры используют многослойную оптимизацию траекторий инструмента чтобы гарантировать безупречное выполнение. Обнаруживая ошибки программирования на этапе симуляции и предоставляя честные обратную связь по DFM отчеты нашим клиентам из России, мы устраняем эти распространенные проблемы с ЧПУ заранее. Такой проактивный подход обеспечивает выполнение работы правильно с первого раза, надежно соблюдая график производства.
4. Ограничения при работе с передовыми и труднообрабатываемыми материалами
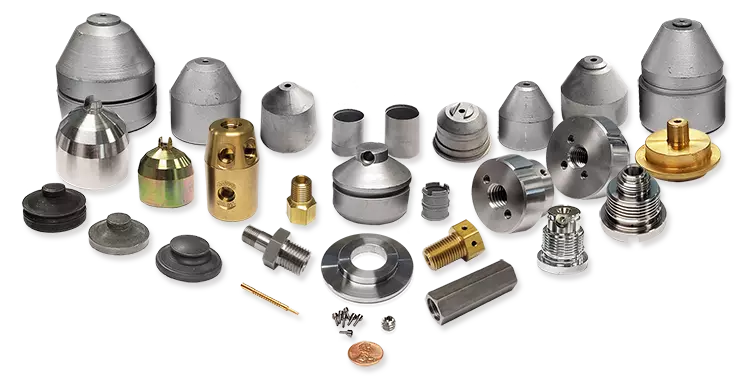
При производстве сложные обработанные детали, стандартные пластики и мягкие стали обычно являются простым заданием. Настоящее испытание в обработки на ЧПУ возникает, когда ваш проект требует обработки передовых аэрокосмических материалов. Эти материалы созданы для выдерживания экстремальных условий, что означает их естественное сопротивление резке.
Причина корня
Работа с высокопрочными материалами, такими как Титан и Инконель, создает особый набор проблемы с ЧПУ. Эти твердые сплавы известны своей:
- Быстрой износостойкостью инструмента: Твердые металлы создают огромное трение, затирая стандартные режущие кромки за считанные минуты.
- Обученностью к закалке при обработке: Тепло от резания фактически закаливает поверхность материала, делая следующий проход значительно сложнее.
- Проблемы с удалением стружки: Твердые сплавы часто образуют длинные, нитевидные стружки, которые запутываются вокруг инструмента, вызывая повреждение поверхности или катастрофическую поломку инструмента.
Решение и профилактика
Нельзя подходить к труднообрабатываемым материалам с помощью базовых настроек. Чтобы избежать серьезных за износом CNC-инструментов и вибрациями, мы реализуем строгие стратегии обработки:
- Индивидуализированные инструменты: Мы используем специализированные карбидные подложки и передовые термостойкие покрытия для инструментов, специально разработанные для суперсплавов.
- Доставка охлаждающей жидкости под высоким давлением: Заливка недостаточна. Мы направляем охлаждающую жидкость под высоким давлением прямо в зону резания, чтобы мгновенно разрушить и смыть стружки, одновременно поддерживая температуру ядра достаточно низкой, чтобы предотвратить закалку при обработке.
Преимущество MS Machining
В MS Machining мы не уклоняемся от сложных материалов. Мы разработали наши процессы для выполнения всего, что требует рынок России. Будь то строгая обработка высокотемпературных сплавов Inconel или точная работа для заказных алюминиевому инвестиционному литью компонентов, наши обширные возможности по работе с материалами обеспечивают стабильное и эффективное производство без типичных ограничений.
Проблемы с контролем качества и задержки в сборке
Когда вы работаете со сложными обработанными деталями, правильная физическая резка — это только половина дела. Узкие места в контроле качества (КК) могут быстро сорвать весь график производства, если ими неправильно управлять.
Причина корня
Узкие места обычно возникают, когда процессы инспекции полностью отделены от производственного цеха. Если цех торопится или пропускает тщательную Первую проверку изделия (FAI), проблемы с допусками часто проходят на финальные этапы. Это становится серьезной головной болью в условиях низкого объема и высокого ассортимента производства. При постоянных сменах работ, медленные ручные проверки означают, что команды КК всегда отстают, что приводит к разочаровывающим задержкам в сборке и пропущенным срокам.
Решение и профилактика
Чтобы обеспечить бесперебойное производство без ущерба для качества, современные обработки на ЧПУ предприятия интегрируют инспекции прямо в процесс обработки.
- Пробки на шпинделе в процессе обработки: Проверка размеров, пока деталь еще закреплена внутри станка, предотвращает накопление ошибок и экономит время.
- Строгая проверка CMM: Автоматические координатно-измерительные машины (CMM) обеспечивают строгий контроль допусков и значительно ускоряют финальную проверку.
- Всесторонняя FAI: Раннее закрепление настроек с помощью строгой первичной инспекции предотвращает дорогостоящие брак и переделки в будущем.
Как MS Machining справляется с этим
В MS Machining мы не допускаем, чтобы проверки качества замедляли вашу цепочку поставок. Мы эксплуатируем несколько специализированных линий контроля качества и сборки, чтобы обеспечить стабильное и высокоэффективное производство. Совмещая проверки в реальном времени с передовой проверкой CMM, мы гарантируем точность наших операций фрезерования и токарной обработки на ЧПУ и эти обработки. Такой упрощенный подход обеспечивает соответствие ваших деталей строгим спецификациям и их готовность к глобальной отправке точно в срок.
Часто задаваемые вопросы о сложных проблемах ЧПУ-обработки
При производстве сложных механических деталей неизбежно возникают вопросы производства. Вот наиболее распространенные вопросы по устранению неполадок, связанные с типичными проблемами ЧПУ, и как наше предприятие их решает.
Как вы поддерживаете строгий контроль допусков?
Мы боремся с тепловой деформацией и накоплением допусков, работая полностью в климатически контролируемых условиях. Для достижения точных размеров на сложных геометриях мы полагаемся на жесткие настройки и современное оборудование, что особенно важно при использовании наших 5-осевых решений ЧПУ.
Что вызывает плохую отделку поверхности?
Основные причины — износ инструмента и вибрации. Мы устраняем гармонические колебания, повышая жесткость инструмента, используя фрезы с переменным количеством режущих кромок и регулируя скорости шпинделя в реальном времени, чтобы обеспечить безупречную шероховатость поверхности (Ra).
Как вы предотвращаете ошибки программирования?
Перед началом резки металла мы полагаемся на комплексное CAM-программное обеспечение и строгую обратную связь по DFM. Такой цифровой подход позволяет выявить ошибки программирования G-кода, неэффективность траекторий инструмента и возможные столкновения инструмента еще до их появления на производственной линии.
Можете ли вы работать с труднообрабатываемыми современными материалами?
Абсолютно. Жесткие аэрокосмические сплавы вызывают быстрое износ инструмента и проблемы с удалением стружки, если не обращаться с ними правильно. Независимо от того, требует ли ваш проект стандартный алюминий или специализированную обработку обработку титановых сплавов и Inconel, мы используем специально подобранные режущие основы и системы охлаждения под высоким давлением для предотвращения закалки и оптимизации срока службы инструмента.
Как управляется контроль качества при производстве с низким объемом и высоким разнообразием?
Мы избегаем узких мест в контроле качества, интегрируя инспекции с помощью зенитных зондов прямо в процесс ЧПУ. В сочетании с строгой Первичной проверкой изделия (FAI) с автоматической проверкой координатно-измерительной машиной (КИМ), мы гарантируем быстрое подтверждение соответствия деталей и строгое соблюдение GD&T без замедления вашей сборочной линии.